一种丝杠螺母内螺纹磨削快速对刀装置的制作方法
1.本实用新型涉及一种丝杠螺母内螺纹磨削快速对刀装置。
背景技术:
2.近年来,随着磨削加工技术正向高精度、高效率方向发展,为保证磨削加工质量对磨削对刀提出了更高要求。特别在丝杠螺母内螺纹磨削加工中,如果磨削砂轮相对于丝杠螺母内螺纹对刀不好,会使砂轮两侧面上所分配的加工余量不等,磨削时大余量一侧将承受比小余量一侧更大的磨削力,会严重影响工件表面磨削质量和砂轮使用寿命。传统经验方法借助于听磨削声音或看磨削火花,这些经验方法的特点检测精度低并且难以应用到内螺纹磨削对刀过程中,因此,如何有效实现丝杠螺母内螺纹磨削快速高精度对刀,对提高其磨削效率和磨削质量有着重要意义。声发射(ae)是一种材料受外力或内力作用而产生变形或断裂时,以弹性波的形式释放能量的现象。在磨削过程中,当砂轮与工件接触时,其接触状态可以通过ae信号反映出来。本实用新型基于此原理,提出了一种丝杠螺母内螺纹磨削快速对刀装置。该装置可自动确定出磨削砂轮与丝杠螺母内螺纹的中心对刀位置,并取得了较好的应用效果。
技术实现要素:
3.为了实现丝杠螺母内螺纹磨削过程中的快速高精度对刀,满足丝杠螺母的高精度加工要求,有效提高丝杠螺母内螺纹磨削效率和磨削质量,本实用新型提出一种丝杠螺母内螺纹磨削快速对刀装置。
4.为实现上述目的,本实用新型采用的技术方案是:一种丝杠螺母内螺纹磨削快速对刀装置,包括声发射传感器,所述声发射传感器由转动部分和定子部分组成;所述转子部分包括有声发射传感器压电测头和电信号传输端,所述转子部分装入到砂轮主轴内并随砂轮主轴一起旋转,其中,所述有声发射传感器压电测头靠近砂轮一端;所述定子部分安装在靠近在转子部分的信号传输端一侧,所述声发射传感器通过信号处理器连接机床数控系统,用于将声发射信号经信号处理器后输入机床数控系统。
5.进一步,所述转子部分通过螺纹与砂轮主轴连接。
6.进一步,所述转子部分通过无线传输方式将声发射信号传送给定子部分,且,所述声发射信号经信号处理器调理后进入控制显示装置。
7.进一步,所述信号处理器采用切比雪夫i型数字滤波器,对采集的数据进行低通滤波处理。
8.进一步,在磨削对刀过程中,一旦砂轮接触到工件发生磨削时,所述声发射传感器将检测到的被测量信号rms值变化超过预定门限值h的信号输入机床数控系统,所述机床数控系统输出控制信号给磨削进给机构,使磨削进给机构立即停止x轴方向进给运动。
9.进一步,当机床数控系统执行快速对刀功能时,磨削砂轮(5)向x轴负方向快速移动到距离螺母螺纹底端h处时,所述机床数控系统将实时采集的声发射信号进行数字滤波
以及与设定的rms门限值h比较运算后的控制信号输入给磨削进给机构,由磨削进给机构驱动砂轮向z轴正方向移动,一直到砂轮接触到工件中螺纹右侧面发生磨削。
10.进一步,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,所述机床数控系统输出控制信号给磨削进给机构,使磨削进给机构立即停止z轴方向进给运动,并记录该点坐标:x1,z1。
11.进一步,当砂轮向z轴负方向移动,一直到砂轮接触到工件中螺纹左侧面发生磨削,所述声发射传感器检测到被测量信号rms值变化超过预定门限值h时,所述机床数控系统输出控制信号给磨削进给机构,使磨削进给机构立即停止z轴方向进给运动,并记录该点坐标:x1,z2。
12.本实用新型的有益效果是:
13.本实用新型通过实时测量声发射信号,实现了丝杠螺母内螺纹磨削过程中自动快速对刀,能够满足丝杠螺母的高精度加工要求,对提高丝杠螺母磨削效率和磨削质量有重要意义。该丝杠螺母内螺纹对刀装置不仅在磨削时应用效果很好,也可应用到车削及铣削方面。
附图说明
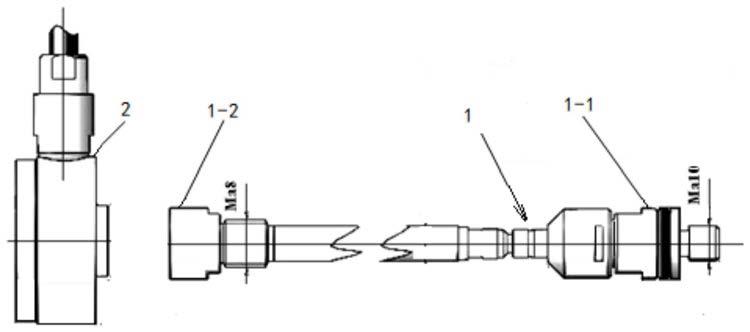
14.图1为声发射传感器组成图;
15.图2为丝杠螺母内螺纹磨削及传感器安装示意图;
16.图3为螺纹磨削快速对刀示意图;
17.图中:1—声发射传感器转子部分,2—声发射传感器定子部分,3—主轴外壳,4—砂轮主轴,5—砂轮,6—磨削工件丝杠螺母,7—工件夹具,8—工件主轴,9—声发射信号处理器,10—机床数控系统。
具体实施方式
18.下面结合附图与实施例对本实用新型作进一步说明。
19.本实用新型提出的一种丝杠螺母内螺纹磨削快速对刀装置,所使用的声发射传感器,如图1所示,该声发射传感器是由转动部分1和定子部分2组成;声发射传感器转子部分1包括有声发射传感器压电测头1-1和电信号传输端1-2,通过无线传输方式将声发射传送给声发射传感器的定子部分2,然后该声发射信号经信号处理器调理后进入控制显示装置。如图2所示,通过声发射传感器器中螺纹ma8和ma10将声发射传感器的转子部分1装入到砂轮主轴内并随砂轮主轴一起旋转,其中声发射传感器的压电测头靠近砂轮一端;然后将声发射传感器定子部分2安装在靠近在声发射传感器转子部分1的信号传输端一侧。该声发射信号经信号处理器9后进入机床数控系统10。
20.为了去除环境温度及电磁环境等高频干扰信号对实验测量结果的影响,本实用新型使用切比雪夫i型数字滤波器对采集的数据进行低通滤波处理。
21.基于声发射信号均方根(rms)对刀原理:在磨削过程中,当砂轮与工件接触时,其接触状态可以通过声发射信号反映出来。为实现微米级及亚微米级对刀精度,本实用新型预先设定好在不同磨削深度时的声发射信号rms门限值h;在磨削对刀过程中,一旦砂轮5接触到工件(6)发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,
数控系统会立即停止x轴方向进给运动,即认为磨削砂轮与工件发生接触。由于丝杠螺母螺纹的结构特点,其实现高精度对刀具体方法如下:当数控系统执行该快速对刀功能时,如图3所示,磨削砂轮5以f(mm/min)向x负方向快速移动到距离螺母螺纹底端h处,该对刀子程序会实时采集声发射信号并进行数字滤波以及与设定的rms门限值h比较运算;然后砂轮5以f1(mm/min)的速度向z正方向移动,一直到砂轮5接触到工件6中螺纹右侧面发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,数控系统会立即停止z轴方向进给运动,并记录该点坐标(x1,z1)。同样方法,砂轮5以f1(mm/min)的速度向z负方向移动,一直到砂轮5接触到工件6中螺纹左侧面发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,数控系统会立即停止z轴方向进给运动,并记录该点坐标(x1,z2)。最后,该对刀子程序计算出砂轮对刀中心位置:z0=(z1+z2)/2,砂轮以速度f1(mm/min)移动到坐标位置(x1,z0)即为砂轮对刀中心坐标,砂轮自动对刀过程结束。
22.本实用新型的具体实施例:
23.1)本实施例中使用的声发射传感器,如图1所示,该声发射传感器是由转动部分1和定子部分2组成;声发射传感器转子部分1包括有声发射传感器压电测头和电信号传输端,通过无线传输方式将声发射传送给声发射传感器的定子部分2,然后该声发射信号经信号处理器调理后进入控制显示装置。
24.如图2所示,通过声发射传感器器中螺纹ma8和ma10将声发射传感器的转子部分1装入到砂轮主轴内并随砂轮主轴一起旋转,其中声发射传感器的压电测头靠近砂轮一端;然后将声发射传感器定子部分2安装在靠近在声发射传感器转子部分1的信号传输端一侧。该声发射信号经信号处理器9后进入机床数控系统10。
25.2)声发射信号预处理:设定信号采样频率为fs,经调试后保证整个测量装置正常工作。实验开始后,启动砂轮架主轴以转速vs(r/min)旋转,工件转速为vw(r/min)。为了去除环境温度及电磁环境等高频干扰信号对实验测量结果的影响,本发明专利使用切比雪夫i型数字滤波器对采集的数据进行低通滤波处理,其具体方法原理如下。
26.切比雪夫i型滤波器的n阶幅度平方函数为下式(1)
[0027][0028]
其中:
[0029]
|ε|《1,表示通带内幅度波动的程度;ω0为通带截止频率;而是滤波器在截止频率ω0的放大率。
[0030]
的n阶切比雪夫多项式,如下式(2)和式(3):
[0031][0032]
[0033]
通过对采集的位移信号及力信号的频率成份分析,确定低通滤波器的截止频率ω0、参数ε和阶数n。
[0034]
3)基于声发射信号均方根(rms)对刀原理:在磨削过程中,当砂轮与工件接触时,其接触状态可以通过声发射信号反映出来。为实现微米级及亚微米级对刀精度,本发明专利预先设定好在不同磨削深度时的声发射信号rms门限值h;在磨削对刀过程中,一旦砂轮5接触到工件6发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,数控系统会立即停止x轴方向进给运动,即认为磨削砂轮与工件发生接触。
[0035]
4)由于丝杠螺母螺纹的结构特点,其实现高精度对刀具体方法如下:当数控系统执行该快速对刀功能时,如图3所示,磨削砂轮5以f(mm/min)向x负方向快速移动到距离螺母螺纹底端h处,该对刀子程序会实时采集声发射信号并进行数字滤波以及与设定的rms门限值h比较运算;然后砂轮5以f1(mm/min)的速度向z正方向移动,一直到砂轮5接触到工件6中螺纹右侧面发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,数控系统会立即停止z轴方向进给运动,并记录该点坐标(x1,z1)。同样方法,砂轮5以f1(mm/min)的速度向z负方向移动,一直到砂轮5接触到工件6中螺纹左侧面发生磨削,当声发射传感器检测到被测量信号rms值变化超过预定门限值h时,数控系统会立即停止z轴方向进给运动,并记录该点坐标(x1,z2)。最后,该对刀子程序计算出砂轮对刀中心位置:z0=(z1+z2)/2,砂轮以速度f1(mm/min)移动到坐标位置(x1,z0)即为砂轮对刀中心坐标,砂轮自动对刀过程结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1