一种磨床用夹具的制作方法
1.本实用新型涉及打磨工装装置技术领域,尤其是涉及一种磨床用夹具。
背景技术:
2.在传统加工薄壁圆环内孔时,通常用三爪卡盘夹紧外圆,由于受力点少,容易使产品变形,导致圆度不合格。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种磨床用夹具,针对薄壁工件进行上内圆磨床工装,保证工件在装夹时受力均匀性,提高圆度精度。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种磨床用夹具,包括铁制的夹具体,夹具体呈圆形套体状设置,夹具体的开设有多个锁紧螺孔,各锁紧螺孔分别沿圆周方向间隔设置并形成锁紧结构层,夹具体具有一个或两个锁紧结构层;至少两个锁紧螺杆螺纹连接于相对设置的两个锁紧螺孔,用作抵顶锁紧工件的外壁;夹具体的内部形成装夹腔室,装夹腔室的底部朝内凸出设置有托台,托台固定有至少一个与工件的底部的缺口相配合的定位块;夹具体的内侧壁凹陷成型有至少一个与工件的凸出部分相配合的定位凹口。
5.在进一步的技术方案中,夹具体的底面成型有凹凸纹面结构,用于提高与打磨台之间的静摩擦。
6.在进一步的技术方案中,夹具体的顶部设有多个定位螺孔,用作与工件进行螺栓定位。
7.在进一步的技术方案中,夹具体的外壁成型有握把结构,握把结构选用凸出形状或凹陷形状的握把体。
8.在进一步的技术方案中,凹凸纹面结构包括有多个微棱锥阵列组成的凹凸纹面。
9.在进一步的技术方案中,夹具体的内壁设有软胶层,用于提高夹具体与工件之间静摩擦。
10.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型提供了一种磨床用夹具,针对圆柱状的不导磁工件进行上磨床工装,保证工件在打磨过程中的工装稳定性,提高打磨精度;夹具的内壁具有软胶层,避免损坏工件的外壁,并且提高其工装紧固程度;夹具的底部设置有凹凸纹面结构,能够提高其自身与打磨台之间的静摩擦,进一步提高工装稳定性,以及打磨精度。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
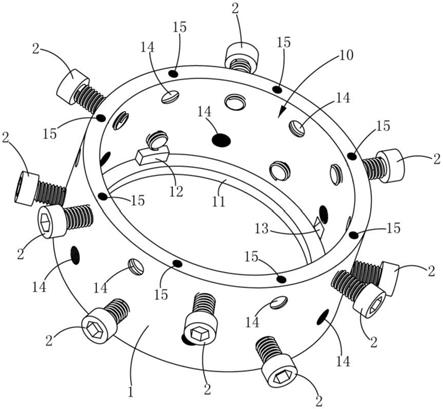
12.图1是本实用新型的结构示意图。
13.图2是本实用新型的仰视角度的结构示意图。
具体实施方式
14.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
15.一种磨床用夹具,如图1和图2所示,包括铁制的夹具体1,夹具体1呈圆形套体状设置,夹具体1的开设有多个锁紧螺孔14,各锁紧螺孔14分别沿圆周方向间隔设置并形成锁紧结构层,夹具体1具有一个或两个锁紧结构层;至少两个锁紧螺杆2螺纹连接于相对设置的两个锁紧螺孔14,用作抵顶锁紧工件的外壁;夹具体1的内部形成装夹腔室10,装夹腔室10的底部朝内凸出设置有托台11,托台11固定有至少一个与工件的底部的缺口相配合的定位块12;夹具体1的内侧壁凹陷成型有至少一个与工件的凸出部分相配合的定位凹口13。本实用新型提供了一种磨床用夹具,针对圆柱状的不导磁工件进行上磨床工装,保证工件在打磨过程中的工装稳定性,避免打磨过程中工件发生旋转偏移,提高打磨精度。
16.具体地,夹具体1的底面成型有凹凸纹面结构17,用于提高与打磨台之间的静摩擦。夹具的底部设置有凹凸纹面结构,能够提高其自身与打磨台之间的静摩擦,进一步提高工装稳定性,以及打磨精度。
17.具体地,夹具体1的顶部设有多个定位螺孔15,用作与工件进行螺栓定位。
18.具体地,夹具体1的外壁成型有握把结构16,握把结构16选用凸出形状或凹陷形状的握把体。
19.具体地,凹凸纹面结构17包括有多个微棱锥阵列组成的凹凸纹面。
20.具体地,夹具体1的内壁设有软胶层,用于提高夹具体1与工件之间静摩擦。夹具的内壁具有软胶层,避免损坏工件的外壁,并且提高其工装紧固程度。
21.本实施例所提供的夹具结构的工装方法如下:
22.1、把工件按定位块12以及定位凹口13的对应角度放入至装夹腔室10内,并且工件的底部与托台11抵顶配合;
23.2、将锁紧螺杆2螺纹安装于相对设置的两个或两个以上的锁紧螺孔14中,并且锁紧螺杆2的端部抵顶于工件的侧壁,以进一步锁紧工件;
24.3、通过相对应的螺杆穿设于工件的穿孔并螺纹连接于相应的定位螺孔15,进一步锁紧工件,避免工件在打磨过程中跳出;
25.4、将锁紧完毕的工件以及夹具转移至磨床,完成工装。
26.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种磨床用夹具,其特征在于:包括铁制的夹具体(1),夹具体(1)呈圆形套体状设置,夹具体(1)的开设有多个锁紧螺孔(14),各锁紧螺孔(14)分别沿圆周方向间隔设置并形成锁紧结构层,夹具体(1)具有一个或两个锁紧结构层;至少两个锁紧螺杆(2)螺纹连接于相对设置的两个锁紧螺孔(14),用作抵顶锁紧工件的外壁;夹具体(1)的内部形成装夹腔室(10),装夹腔室(10)的底部朝内凸出设置有托台(11),托台(11)固定有至少一个与工件的底部的缺口相配合的定位块(12);夹具体(1)的内侧壁凹陷成型有至少一个与工件的凸出部分相配合的定位凹口(13)。2.根据权利要求1所述的一种磨床用夹具,其特征在于:所述夹具体(1)的底面成型有凹凸纹面结构(17),用于提高与打磨台之间的静摩擦。3.根据权利要求2所述的一种磨床用夹具,其特征在于:所述夹具体(1)的顶部设有多个定位螺孔(15),用作与工件进行螺栓定位。4.根据权利要求3所述的一种磨床用夹具,其特征在于:所述夹具体(1)的外壁成型有握把结构(16),握把结构(16)选用凸出形状或凹陷形状的握把体。5.根据权利要求2所述的一种磨床用夹具,其特征在于:所述凹凸纹面结构(17)包括有多个微棱锥阵列组成的凹凸纹面。6.根据权利要求1所述的一种磨床用夹具,其特征在于:所述夹具体(1)的内壁设有软胶层,用于提高夹具体(1)与工件之间静摩擦。
技术总结
本实用新型公开了一种磨床用夹具,包括铁制的夹具体,夹具体呈圆形套体状设置,夹具体的开设有多个锁紧螺孔,各锁紧螺孔分别沿圆周方向间隔设置并形成锁紧结构层,夹具体具有一个或两个锁紧结构层;至少两个锁紧螺杆螺纹连接于相对设置的两个锁紧螺孔,用作抵顶锁紧工件的外壁;夹具体的内部形成装夹腔室,装夹腔室的底部朝内凸出设置有托台,托台固定有至少一个与工件的底部的缺口相配合的定位块;夹具体的内侧壁凹陷成型有至少一个与工件的凸出部分相配合的定位凹口。与现有技术相比,能够实现圆柱形状的薄壁的工件进行均匀装夹定位,稳定性好,内孔磨削精度高,克服传统装夹方法受力不均匀,导致圆度不好的缺点。导致圆度不好的缺点。导致圆度不好的缺点。
技术研发人员:杨明 庞琳
受保护的技术使用者:广东赫尔特合金科技有限公司
技术研发日:2021.08.18
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1