一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯的制作方法
1.本实用新型涉及一种冷蜡芯,尤其是一种熔模铸造低温蜡中厚大件产蝶阀阀体用冷蜡芯,属于低温蜡熔模铸造的辅助工装技术领域。
背景技术:
2.熔模精密铸造是一种生产优质精密铸件的近净成型技术,在工业生产中应用日益广泛。目前厚大件产品正逐步加入至低温蜡熔模铸造工艺中,但对于厚大件产品,蜡料经过模具成型后,因蜡料收缩不均匀导致蜡模成型缩陷变形,延长产品生产周期,增加生产成本及降低生产效率。因此,无法解决厚大件产品蜡模在冷却时收缩不一致以至于蜡模缩陷变形的问题。
技术实现要素:
3.本实用新型的目的在于提供一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,能有效解决了厚大件产品在冷却时收缩不一致导致的缩陷变形问题;减少了厚大件蝶阀阀体修型工时,大大缩短了生产周期,降低了生产成本。
4.按照本实用新型提供的技术方案:一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,特征是:所述冷蜡芯由冷蜡芯本体与冷蜡芯尖撑两个部分组成,所述冷蜡芯包括冷蜡芯主体、第一冷蜡芯尖撑、第二冷蜡芯尖撑、第三冷蜡芯尖撑、第四冷蜡芯尖撑、第五冷蜡芯尖撑及第六冷蜡芯尖撑;
5.所述第一冷蜡芯尖撑、第二冷蜡芯尖撑、第三冷蜡芯尖撑、第四冷蜡芯尖撑、第五冷蜡芯尖撑及第六冷蜡芯尖撑均分别连接在冷蜡芯主体的下端,通过蝶阀阀体蜡模压制成一体。
6.作为本实用新型的进一步改进,所述冷蜡芯本体上端设有弧度,弧度为30
°
。
7.作为本实用新型的进一步改进,所述冷蜡芯本体高度为:30mm。
8.作为本实用新型的进一步改进,所述第一冷蜡芯尖撑与冷蜡芯本体接触面直径为:4mm,锥度:33
°
,末端为球面,球面半径:0.5mm,高度:6mm;
9.作为本实用新型的进一步改进,所述第一冷蜡芯尖撑与第二冷蜡芯尖撑之间的中心距为:22mm。
10.作为本实用新型的进一步改进,所述第一冷蜡芯尖撑与第四冷蜡芯尖撑之间的中心距为:11mm。
11.作为本实用新型的进一步改进,所述冷蜡芯材质为环保石蜡。
12.本实用新型与现有技术相比其特点和优势主要表现在:
13.本实用新型为了解决厚大件产品蜡模在冷却时收缩不一致以至于蜡模缩陷变形;在压蜡过程中通过在模具型腔内放置冷蜡芯,能防止蜡料在收缩时局部过热,利用冷蜡芯主体促使蜡模收缩均匀,使得蜡料收缩均匀,有效的解决了实际生产中蜡模缩陷变形问题;并能减少厚大件蝶阀阀体修型工时,大大缩短了生产周期,降低了生产成本。
附图说明
14.图1为冷蜡芯主视图;
15.图2为冷蜡芯左视图;
16.图3为冷蜡芯装配图;
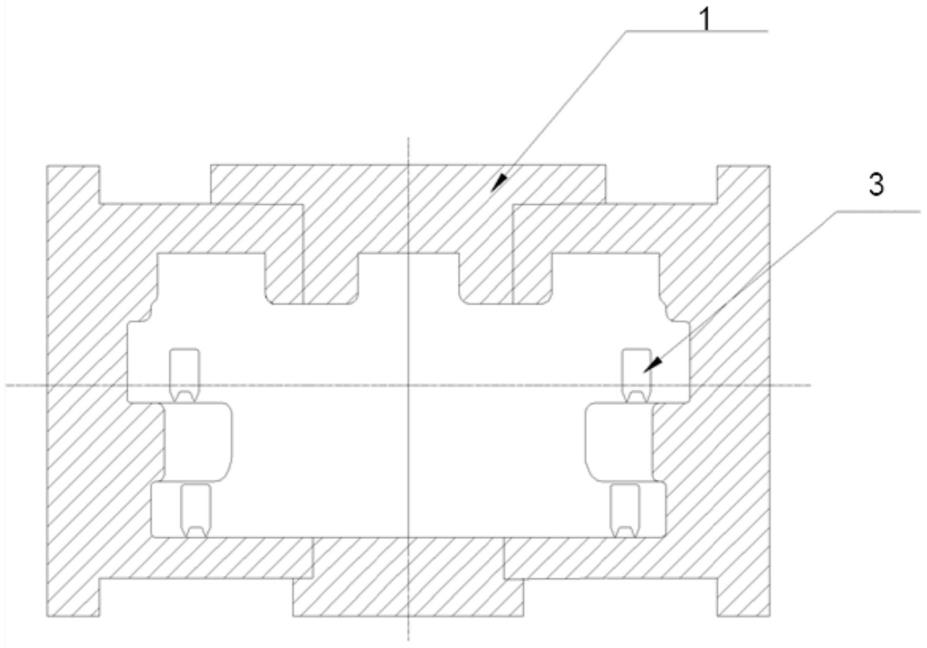
17.图4为冷蜡芯装配剖面图;
18.图5为冷蜡芯蜡模俯视图量;
19.图6为冷蜡芯仰视图。
20.附图标记说明:1-模具、2-蜡模、3-冷蜡芯、3.1-冷蜡芯主体、3.2-第一冷蜡芯尖撑、3.3-第二冷蜡芯尖撑、3.4-第三冷蜡芯尖撑、3.5-第四冷蜡芯尖撑、3.6-第五冷蜡芯尖撑、3.7-第六冷蜡芯尖撑、4-第一冷蜡芯、5-第二冷蜡芯、6-第三冷蜡芯。
具体实施方式
21.下面结合附图对本实用新型作进一步的描述。
22.如图1-图6所示,本实用新型在压制蝶阀阀体蜡模前,先压制蝶阀阀体专用冷蜡芯3、第一冷蜡芯4、第二冷蜡芯5、第三冷蜡芯6,待冷蜡芯完全冷却后,将冷蜡芯3、第一冷蜡芯4、第二冷蜡芯5、第三冷蜡芯6放置于喷过脱模剂的模具1型腔内。将模具1内腔与分型面均匀刷一层稀薄的脱模剂,在压制蜡模2前先压制蝶阀阀体专用冷蜡芯本体。
23.如图6所示,一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,所述冷蜡芯由冷蜡芯本体与冷蜡芯尖撑两个部分组成。所述冷蜡芯3包括冷蜡芯主体3.1、第一冷蜡芯尖撑3.2、第二冷蜡芯尖撑3.3、第三冷蜡芯尖撑3.4、第四冷蜡芯尖撑3.5、第五冷蜡芯尖撑3.6及第六冷蜡芯尖撑3.7。
24.所述第一冷蜡芯尖撑3.2、第二冷蜡芯尖撑3.3、第三冷蜡芯尖撑3.4、第四冷蜡芯尖撑3.5、第五冷蜡芯尖撑3.6及第六冷蜡芯尖撑3.7六个冷蜡芯尖撑均匀分别连接在冷蜡芯主体3.1的下端,通过蝶阀阀体蜡模2压制为一体。
25.具体压制步骤,先将模具1内腔与分型面均匀刷一层稀薄的脱模剂,在压制蜡模2前先压制蝶阀阀体专用冷蜡芯本体3.1,待冷蜡芯本体3.1完全冷却后,将冷蜡芯本体3.1放置于喷过脱模剂的模具1型腔内。将第一冷蜡芯尖撑3.2、第二冷蜡芯尖撑3.3、第三冷蜡芯尖撑3.4、第四冷蜡芯尖撑3.5、第五冷蜡芯尖撑3.6、第六冷蜡芯尖撑3.7与蝶阀模具1大平面接触。然后进行蝶阀阀体蜡模2的压制,保压,待模具2凝固后取出。
26.如图1-图2所示,优选地,所述冷蜡芯本体3.1上端设有弧度,弧度为30
°
。所述弧度30
°
与蝶阀阀体相配。所述冷蜡芯本体3.1高度为:30mm。
27.如图6所示,所述第一冷蜡芯尖撑3.2、第二冷蜡芯尖撑3.3、第三冷蜡芯尖撑3.4、第四冷蜡芯尖撑3.5、第五冷蜡芯尖撑3.6及第六冷蜡芯尖撑3.7结构相同。其中第一冷蜡芯尖撑3.2与冷蜡芯本体3.1接触面直径为:4mm,锥度:33
°
,末端为球面,球面半径:0.5mm,高度:6mm;所述第一冷蜡芯尖撑3.2与第二冷蜡芯尖撑3.3之间的中心距为:22mm;所述第一冷蜡芯尖撑3.2与第四冷蜡芯尖撑3.5之间的中心距为:11mm。
28.所述冷蜡芯材质为环保石蜡,即硬脂酸。
29.所述冷蜡芯热稳定性:32℃;
30.所述冷蜡芯抗弯强度:3.6mpa;
31.所述冷蜡芯线收缩率:0.74%;
32.所述冷蜡芯滴点:50-51℃;
33.所述冷蜡芯流动性:110.2mm;
34.所述冷蜡芯涂挂性:0.59mm;
35.所述冷蜡芯灰份:0.09%。
36.本实用新型使用时,先将冷蜡芯蜡模完全冷却,放置于蝶阀阀体厚大部位模具内,尖撑与大平面接触。合模压蜡后起模,在产品厚大件蝶阀阀体蜡模冷却时,冷蜡芯可有效防止蜡料局部过热,使得蜡料收缩均匀,防止产品大平面凹缩变形,将有效解决蝶阀阀体厚大部位缩陷变形问题,减少了后续修型工时,降低生产的成品,缩短生产的周期,降低生产的成本。
37.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述冷蜡芯由冷蜡芯本体与冷蜡芯尖撑两个部分组成,所述冷蜡芯(3)包括冷蜡芯主体(3.1)、第一冷蜡芯尖撑(3.2)、第二冷蜡芯尖撑(3.3)、第三冷蜡芯尖撑(3.4)、第四冷蜡芯尖撑(3.5)、第五冷蜡芯尖撑(3.6)及第六冷蜡芯尖撑(3.7);所述第一冷蜡芯尖撑(3.2)、第二冷蜡芯尖撑(3.3)、第三冷蜡芯尖撑(3.4)、第四冷蜡芯尖撑(3.5)、第五冷蜡芯尖撑(3.6)及第六冷蜡芯尖撑(3.7)均匀分别连接在冷蜡芯主体(3.1)的下端,通过蜡模(2)压制成一体。2.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述冷蜡芯本体(3.1)上端设有弧度,弧度为30
°
。3.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述冷蜡芯本体(3.1)高度为:30mm。4.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:第一冷蜡芯尖撑(3.2)与冷蜡芯本体(3.1)接触面直径为:4mm,锥度:33
°
,末端为球面,球面半径:0.5mm,高度:6mm。5.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述第一冷蜡芯尖撑(3.2)与第二冷蜡芯尖撑(3.3)之间的中心距为:22mm。6.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述第一冷蜡芯尖撑(3.2)与第四冷蜡芯尖撑(3.5)之间的中心距为:11mm。7.如权利要求1所述的一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,其特征是:所述冷蜡芯材质为环保石蜡。
技术总结
本实用新型涉及一种熔模铸造低温蜡中厚大件产品蝶阀阀体用冷蜡芯,特征是:所述冷蜡芯由冷蜡芯本体与冷蜡芯尖撑两个部分组成,所述冷蜡芯包括冷蜡芯主体、第一冷蜡芯尖撑、第二冷蜡芯尖撑、第三冷蜡芯尖撑、第四冷蜡芯尖撑、第五冷蜡芯尖撑及第六冷蜡芯尖撑;所述第一冷蜡芯尖撑、第二冷蜡芯尖撑、第三冷蜡芯尖撑、第四冷蜡芯尖撑、第五冷蜡芯尖撑及第六冷蜡芯尖撑均分别连接在冷蜡芯主体的下端,通过蝶阀阀体蜡模压制成一体。使用时,先将冷蜡芯蜡模完全冷却,放置于蝶阀阀体厚大部位模具内,尖撑与大平面接触。合模压蜡后起模,在产品厚大件蝶阀阀体蜡模冷却时,冷蜡芯可有效防止蜡料局部过热,使得蜡料收缩均匀,防止产品大平面凹缩变形。平面凹缩变形。平面凹缩变形。
技术研发人员:于秋华 殷昌尖
受保护的技术使用者:江苏智能特种阀门有限公司
技术研发日:2021.12.24
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1