打磨设备及介质滤波器打磨系统的制作方法
1.本技术涉及机械设备技术领域,尤其涉及一种打磨设备及介质滤波器打磨系统。
背景技术:
2.滤波器是一种限定基站工作频段的微波器件,按照通过信号的频段分为低通、高通、带通和带阻滤波器,每个滤波器都有预先设定的频率范围,在测试装置中,利用滤波器的这种选频作用,可以消除干扰噪声或进行频谱分析。介质滤波器是一种采用介质谐振腔经过多级耦合而取得选频作用的微波滤波器,介质滤波器表面覆盖着镀银层区域,通过打磨镀银层区域,可以实现滤波器的调试。
3.相关技术中,自动化打磨设备可以借助气缸驱动打磨头移动,来对滤波器谐振孔的各个位置进行打磨除银调谐。
4.但是,相关技术中的打磨头呈竖直安装,在对介质滤波器谐振孔的侧壁或者狭缝进行打磨,尤其是打磨位置较深时,谐振孔的侧面和上表面相交的区域很可能会与打磨头发生干涉,造成介质滤波器的射频指标恶化。
技术实现要素:
5.本技术实施例提供一种打磨设备及介质滤波器打磨系统,可以避免打磨过程中发生不必要的干涉磨损。
6.本技术实施例一方面提供一种打磨设备,包括:打磨机构;打磨机构包括打磨本体、旋转组件和驱动组件,打磨本体和旋转组件连接,旋转组件和驱动组件连接,驱动组件用于驱动旋转组件绕着第一转轴旋转,以及驱动打磨本体绕着第二转轴旋转;第一转轴沿着竖直方向延伸,第二转轴为打磨本体的中心轴,打磨本体的端部设置有打磨头,第二转轴和第一转轴之间呈预设夹角,且打磨头端部的打磨球位于第一转轴上。
7.本技术实施例提供一种打磨设备,通过将打磨头倾斜安装,可以防止误接触磨损谐振孔侧面与上表面相交区域,可以保证银层的去除质量,且利用倾斜设置的打磨头打磨谐振孔底面平面时,可以使打磨区域边缘银层打磨面平整,可以避免银层与陶瓷表面剥离的现象。
8.在一种可能的实施方式中,打磨机构还包括浮动组件,打磨本体和浮动组件连接,浮动组件和旋转组件连接,浮动组件用于在重力或弹力作用下,带动打磨本体在竖直方向上浮动。
9.通过在打磨头的高度变化时采用浮动组件来上下浮动,以及在打磨轨迹为曲线时控制打磨头的倾斜方向,可以较佳地控制打磨深度,且边缘打磨位置银层不易出现分离现象;并且,浮动组件的浮动作用,可以使打磨球的低转速低效率区域少参与镀银层打磨过程,可以提升打磨效率和打磨质量,使打磨头的寿命提升。
10.在一种可能的实施方式中,打磨机构还包括结构件,打磨本体通过结构件固定在浮动组件上。
11.结构件可以将打磨本体固定在浮动组件上,在实现浮动的功能的同时,可以不影响到打磨本体的自转。
12.在一种可能的实施方式中,驱动组件包括电机,电机和旋转组件连接,电机用于驱动旋转组件绕着第一转轴旋转。
13.设置电机来实现打磨本体的公转,可以保证转动的稳定性。
14.在一种可能的实施方式中,驱动组件还包括电滑环,电滑环和打磨本体连接,电滑环用于驱动打磨本体绕着第二转轴旋转。
15.在打磨本体自转过程中,电滑环可以保持稳定供电。
16.在一种可能的实施方式中,打磨设备还包括底板和安装在底板上的移载机构,移载机构包括第一滑轨、第二滑轨和第三滑轨,第一滑轨、第二滑轨和第三滑轨两两垂直,打磨机构滑动连接在第一滑轨上,第一滑轨滑动连接在第二滑轨上,第二滑轨滑动连接在第三滑轨上,第三滑轨固定在底板上。
17.通过设置移载机构,使得打磨机构在xyz三个方向上的位置均可以调节,实现了xyz三自由度的运动控制。
18.在一种可能的实施方式中,打磨设备还包括夹具,夹具固定安装在底板上,夹具位于打磨机构的下方,夹具用于固定介质滤波器。
19.夹具用来固定介质滤波器,以保证打磨机构在对介质滤波器进行打磨的过程中,介质滤波器的位置固定不会发生位移。
20.在一种可能的实施方式中,打磨设备还包括视觉机构,视觉机构设置在打磨机构的上方,视觉机构用于检测待打磨的介质滤波器的空间位置。
21.视觉机构用于检测介质滤波器的空间位置,以实现产品定位。
22.在一种可能的实施方式中,预设夹角为0.5
°‑
30
°
。
23.通过调整预设夹角的大小,可以使打磨头呈现不同的倾斜角度,适应不同的打磨场景。
24.本技术实施例另一方面还提供一种介质滤波器打磨系统,包括主控设备、介质滤波器和上述的打磨设备,介质滤波器安装在打磨设备内,主控设备和打磨设备通信连接,主控设备用于控制打磨设备对介质滤波器进行打磨。
25.本技术实施例提供的介质滤波器打磨系统,通过主控设备控制打磨设备来打磨介质滤波器,可以实现介质滤波器的自动化调试,相比于人工手动打磨调试,可以提高打磨质量、打磨精度和打磨效率。
26.本技术实施例提供一种打磨设备和介质滤波器打磨系统,通过将打磨头倾斜安装,可以防止误接触磨损谐振孔侧面与上表面相交区域。通过在打磨头的高度变化时采用浮动组件来上下浮动,以及在打磨轨迹为曲线时控制打磨头的倾斜方向,可以较佳地控制打磨深度,且边缘打磨位置银层不易出现分离现象。并且,浮动组件的浮动作用,可以使打磨球的低转速低效率区域少参与镀银层打磨过程,可以提升打磨效率和打磨质量,使打磨头的寿命提升。通过打磨设备对介质滤波器进行自动化调试,可以提高打磨质量、打磨精度和打磨效率。
附图说明
27.图1为本技术一实施例提供的介质滤波器的结构示意图;
28.图2a为相关技术提供的打磨头打磨狭缝谐振孔时的侧视示意图;
29.图2b为相关技术提供的打磨头打磨狭缝谐振孔时的俯视示意图;
30.图3为本技术一实施例提供的打磨设备的结构示意图;
31.图4为本技术一实施例提供的打磨设备的去除外壳后的结构示意图;
32.图5为本技术一实施例提供的打磨设备的爆炸图;
33.图6为本技术一实施例提供的打磨机构和夹具的结构示意图;
34.图7为本技术一实施例提供的打磨机构的结构示意图;
35.图8为本技术一实施例提供的打磨机构的侧视图;
36.图9a为本技术一实施例提供的打磨头对圆形谐振孔的底面的打磨示意图;
37.图9b为本技术一实施例提供的打磨头对圆形谐振孔的侧面的打磨示意图;
38.图9c为本技术一实施例提供的打磨头对狭缝谐振孔的打磨示意图;
39.图10a为本技术一实施例提供的打磨头打磨狭缝谐振孔时的侧视示意图;
40.图10b为本技术一实施例提供的打磨头打磨狭缝谐振孔时的俯视示意图;
41.图11a为本技术一实施例提供的打磨头打磨谐振孔底面时的示意图;
42.图11b为本技术一实施例提供的打磨头打磨谐振孔底面时的另一种示意图;
43.图12为本技术一实施例提供的介质滤波器打磨系统的示意图;
44.图13为本技术一实施例提供的介质滤波器的调谐流程图。
45.附图标记说明:
46.100-介质滤波器;
47.200-打磨设备;21-外壳;211-底板;
48.22-移载机构;221-第一滑轨;222-第二滑轨;223-第三滑轨;
49.23-打磨机构;231-打磨本体;2311-打磨头;2312-打磨球;232-旋转组件;233-驱动组件;2331-电机;2332-电滑环;234-浮动组件;235-结构件;
50.24-夹具;25-视觉机构;
51.300-网络分析仪;400-电脑。
具体实施方式
52.滤波器,是可以使信号中特定频率成分通过,并极大地衰减其他频率成分的电子元器件。射频信号在产生、转换、传输的每一个环节都有可能因为环境的干扰产生畸变,以至于信号所携带的信息存在噪声。为了消除噪声,保证射频的稳定性,通信系统中需使用滤波器去除噪声干扰,以保证通信正确而有效地进行。
53.通信系统中,滤波器是射频模块中的关键一环。远端射频模块(remote radio unit,rru)由收发信机、功率放大器、滤波器、电源等子系统构成。射频通信系统在收发系统的每一步调试前后,都需要使用滤波器。从物理结构上来看,4g(forth-generation,第四代移动通讯技术)时期的主流方案中,金属腔体结构的滤波器一般占rru体积的四分之一左右。
54.5g(fifth-generation,第五代移动通讯技术)时代,滤波器将向小型化、轻量化发
展。由于5g时代,多入多出(multiple-input multiple-output,mimo)有源天线处理单元(active antenna unit,aau)将成为天线射频的主要方案,铁塔的天面资源将变得稀缺。考虑到铁塔迎风面积、载重的限制,射频器件将向小型化轻量化发展。作为射频重要器件的滤波器,同时也将向小型化、轻量化发展。
55.介质滤波器(dielectric filter)指的是利用介质陶瓷材料的低损耗、高介电常数、频率温度系数、热膨胀系数小、可承受高功率等特点设计制作,由数个长型谐振器垂直多级串联或平行的梯形线路构成的滤波器。介质滤波器具有体积小、电感q值大、插损低、稳定性好、承受功率高的特点,可以满足阵列天线的要求,因此介质滤波器有望在5g时代成为市场主流方案。介质滤波器适合ct1,ct2,900mhz,1.8ghz,2.4ghz,5.8ghz,便携式电话,汽车电话,无线耳机,无线麦克风,无线电台,无绳电话以及一体化收发双工器等的级向转换滤波。
56.介质滤波器的表面覆盖着切向为零的金属层,电磁波被限制在介质内,形成驻波振荡,其几何形状材料一般采用相对介电常数为60-80之间的陶瓷,实际重叠无线通信中的介质陶瓷滤波器的尺寸为厘米级。
57.图1为本技术一实施例提供的介质滤波器的结构示意图。参考图1所示,介质滤波器100上设置有多个谐振孔11,谐振孔11的形状在本技术实施例中不做具体限制,例如可以为图中的圆形谐振孔111、狭缝谐振孔112。介质滤波器100生产过程中,因材料及加工一致性原因需要100%调谐,谐振孔11的侧面和底面等均需要进行打磨除银调谐。
58.相关技术中,通常由熟练技术工人利用手动打磨机在介质滤波器100的谐振孔11的底面和侧面进行打磨除银调谐。但是,人工手动打磨调试介质滤波器存在质量低、精度差、效率低、成品率低等问题。面对行业难题,介质滤波器100的调试需要实现自动化调试。
59.在另一种相关技术中,介质滤波器100的打磨除银调谐可以利用打磨机来实现,在将打磨机的打磨头调整到合适的位置后,启动打磨机,打磨头可以自转以进行打磨去银。
60.图2a为相关技术提供的打磨头打磨狭缝谐振孔时的侧视示意图,图2b为相关技术提供的打磨头打磨狭缝谐振孔时的俯视示意图。参考图2a-图2b所示,相关技术中,打磨头2311呈竖直安装,以狭缝谐振孔112为例,当打磨头2311端部的打磨球2312伸入狭缝谐振孔112的位置较深时,打磨头2311会干涉到狭缝谐振孔112与上表面相交的区域(图2a中虚线圈内区域),使该处位置发生磨损,造成介质滤波器100的射频指标恶化。
61.另外,打磨头2311呈竖直安装,在对谐振孔11的底面进行打磨镀银层调试时,谐振孔11的底面上的打磨区域边缘银层容易泛起,与陶瓷表面剥离,影响介质滤波器100的质量问题。以及,打磨头2311呈竖直安装,对谐振孔11打磨镀银层调试时,打磨头2311和打磨球2312的磨损快,增加更多的耗材成本。
62.基于上述问题,本技术实施例提供一种打磨设备,通过使打磨头实现自转加公转,且打磨头自身相对于竖直方向呈倾斜设置,可以实现对介质滤波器的谐振孔的底面、侧面和狭缝等位置的任意高度镀银层打磨功能。
63.图3为本技术一实施例提供的打磨设备的结构示意图,图4为本技术一实施例提供的打磨设备的去除外壳后的结构示意图,图5为本技术一实施例提供的打磨设备的爆炸图。参考图3-图5所示,本技术实施例提供一种打磨设备200,该打磨设备200可以包括外壳21和设置在外壳21内的移载机构22、打磨机构23、夹具24和视觉机构25。
64.外壳21可以包括底板211,底板211位于外壳21的底部,用来承载移载机构22、打磨机构23、夹具24,外壳21的顶壁和侧壁上可以设置风扇。
65.其中,夹具24固定安装在底板211上,夹具24位于打磨机构23的下方,夹具24用来固定介质滤波器100,以保证打磨机构23在对介质滤波器100进行打磨的过程中,介质滤波器100的位置固定不会发生位移。夹具24的具体结构在本技术实施例中不做具体限制,例如夹具24可以适用于不同尺寸的介质滤波器100。
66.移载机构22可以包括第一滑轨221、第二滑轨222和第三滑轨223,第一滑轨221、第二滑轨222和第三滑轨223的延伸方向两两垂直,打磨机构23滑动连接在第一滑轨221上,第一滑轨221滑动连接在第二滑轨222上,第二滑轨222滑动连接在第三滑轨223上,第三滑轨223固定在底板211上。
67.示例性地,第一滑轨221可以沿z轴延伸,第二滑轨222可以沿x轴延伸,第三滑轨223可以沿y轴延伸。第一滑轨221、第二滑轨222和第三滑轨223共同构成了xyz移载平台。打磨机构23连接在第一滑轨221上,可以沿着第一滑轨221在z方向上移动,第一滑轨221可以沿着第二滑轨222在x方向上移动,第二滑轨222可以沿着第三滑轨223在y方向上移动,从而,打磨机构23在xyz三个方向上的位置均可以调节,xyz移载平台拖动打磨机构23实现了xyz三自由度的运动控制。
68.应理解,本技术实施例对移载机构22的具体类型不做限制,除了上述xyz移载平台外,移载机构22还可以通过六轴机械臂、四轴机械臂或者其它类型的移载装置来实现。
69.视觉机构25可以设置在打磨机构23的上方,视觉机构25可以固定连接在外壳21上,例如可固定在外壳21的顶壁上。视觉机构25用于检测介质滤波器100的空间位置,以实现产品定位。
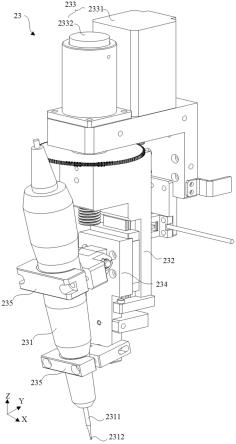
70.图6为本技术一实施例提供的打磨机构和夹具的结构示意图,图7为本技术一实施例提供的打磨机构的结构示意图,图8为本技术一实施例提供的打磨机构的侧视图。参考图6-图8所示,本技术实施例提供的打磨机构23,可以包括:打磨机构23可以包括打磨本体231、旋转组件232和驱动组件233,打磨本体231可以和旋转组件232连接,旋转组件232可以和驱动组件233连接,驱动组件233可以驱动旋转组件232绕着第一转轴r1旋转,以及驱动打磨本体231绕着第二转轴r2旋转。
71.其中,第一转轴r1可以沿着竖直方向延伸,第二转轴r2为打磨本体231的中心轴,打磨本体231的端部设置有打磨头2311,第二转轴r2和第一转轴r1之间呈预设夹角α,且打磨头2311端部的即打磨球2312可以位于第一转轴r1上。
72.应理解,打磨本体231绕着第二转轴r2旋转可以视为打磨本体231的自转,旋转组件232绕着第一转轴r1旋转可以视为打磨本体231的公转,通过自转可以使打磨头2311起到打磨作用,通过公转可以调节打磨头2311的倾斜角度,即预设夹角α的大小,以使打磨头2311可以具有较佳的打磨位置。
73.打磨头2311自转时,打磨球2312的轴心处的线速度最低,打磨效果最差,本技术实施例中,通过将打磨头2311倾斜设置,并将打磨球2312设置为不规则球体,使得在打磨过程中,打磨球2312的轴心低转速低效率区域尽量少参与镀银层打磨过程,从而可以提升打磨效率和打磨质量。
74.另外,本技术实施例中,打磨机构23还可以包括浮动组件234,打磨本体231可以和
浮动组件234连接,浮动组件234可以和旋转组件232连接,浮动组件234用于在重力或弹力作用下,带动打磨本体231在竖直方向上浮动。
75.一种可能的实施方式中,浮动组件234可以采用重力浮动,另一种可能的实施方式中,浮动组件234可以采用弹性浮动。通过设置浮动组件234可以在竖直方向上浮动,可以更好地控制打磨高度,与提高打磨头2311的寿命。
76.应理解,弹性浮动相比于重力浮动可以具有以下效果:当打磨机构23本身重力偏小不足以保证打磨效果,可以增加弹力,使打磨头2311与材料本身接触力增加,提升打磨能力保证打磨效果;当打磨机构23本身重力偏大影响打磨效果时,可以反向增加弹力抵消部分打磨机构23的重力,使打磨头2311与材料本身接触力减小,降低打磨能力,以保证打磨效果。
77.打磨机构23还可以包括结构件235,打磨本体231可以通过结构件235固定在浮动组件234上。结构件235用来将打磨本体231固定在浮动组件234上,使打磨本体231可以在浮动组件234的带动下上下浮动,同时,结构件235对打磨本体231的自转不产生限制。结构件235的具体实施结构在本技术实施例中不做具体限定,示例性地,结构件235可以为夹钳类结构,且打磨本体231上设置有限位台阶和结构件235配合。
78.在一种可能的实施方式中,驱动组件233可以包括电机2331,电机2331可以和旋转组件232连接,电机2331用于驱动旋转组件232绕着第一转轴r1旋转。电机2331可以设置在旋转组件232的上方,电机2331的输出轴和旋转组件232连接,以使电机2331可以驱动旋转组件232旋转。
79.另外,驱动组件233还可以包括电滑环2332,电滑环2332可以和打磨本体231连接,电滑环2332用于驱动打磨本体231绕着第二转轴r2旋转。电滑环2332可以设置在旋转组件232的上方,和电机2331并排设备,以便于电路连接,电滑环2332可以和打磨本体231电连接,在打磨本体231自转过程中,电滑环2332可以保持稳定供电。
80.在一种可能的实施方式中,预设夹角α为0.5
°‑
30
°
。不难理解,预设夹角α的大小决定着打磨头2311相对于竖直轴的倾斜程度,通过调整预设夹角α的大小,可以使打磨头2311呈现不同的倾斜角度,适应不同的打磨场景。
81.图9a为本技术一实施例提供的打磨头对圆形谐振孔的底面的打磨示意图,图9b为本技术一实施例提供的打磨头对圆形谐振孔的侧面的打磨示意图,图9c为本技术一实施例提供的打磨头对狭缝谐振孔的打磨示意图。参考图9a-图9c所示,本技术实施例提供的倾斜设置的打磨头2311,既可以实现对圆形谐振孔111的底面的打磨,也可以实现对圆形谐振孔111的侧面的打磨,还可以实现对狭缝谐振孔112的侧面的打磨。
82.图10a为本技术一实施例提供的打磨头打磨狭缝谐振孔时的侧视示意图,图10b为本技术一实施例提供的打磨头打磨狭缝谐振孔时的俯视示意图。参考图10a-图10b所示,本技术实施例中,由于打磨头2311呈倾斜安装,通过控制打磨头2311公转,使打磨头2311在介质滤波器100上的投影与狭缝谐振孔112的长度方向一致,从而,当打磨头2311端部的打磨球2312伸入狭缝谐振孔112的位置较深时,打磨球2312可以顺利打磨狭缝谐振孔112的端部侧面,同时打磨头2311不会干涉到狭缝谐振孔112与上表面相交的区域,可以保证银层的去除质量。
83.图11a为本技术一实施例提供的打磨头打磨谐振孔底面时的示意图,图11b为本申
请一实施例提供的打磨头打磨谐振孔底面时的另一种示意图。参考图11a所示,打磨头2311在对圆形谐振孔111的底面平面进行打磨时,可以采用直线打磨的方式,其中打磨头2311的拖动方向可以如图中的箭头所示,即打磨头2311的打磨轨迹可以为打磨头2311在该底面平面上的投影。参考图11b所示,打磨头2311在对圆形谐振孔111的底面平面进行打磨时,可以采用曲线打磨的方式,打磨头2311的打磨轨迹可以如图中虚线圆所示,此时,打磨头2311在该底面平面上的投影可以与该虚线圆的切向方向(图中箭头)重合或者呈一定夹角,例如0-60
°
。
84.应理解,打磨头2311自转时,打磨球2312的轴心处的线速度最低,打磨效果最差,上述打磨头2311倾斜打磨并控制拖动方向,可以使打磨球2312的轴心低转速低效率区域尽量少参与镀银层打磨过程,从而提升打磨效率和打磨质量。并且,利用倾斜设置的打磨头2311打磨谐振孔底面平面,可以使打磨区域边缘银层打磨面平整,可以避免银层与陶瓷表面剥离的现象。
85.上述本技术实施例提供的打磨设备,通过将打磨头倾斜安装,可以防止误接触磨损谐振孔侧面与上表面相交区域;通过在打磨头的高度变化时采用浮动组件来上下浮动,以及在打磨轨迹为曲线时控制打磨头的倾斜方向,可以较佳地控制打磨深度,且边缘打磨位置银层不易出现分离现象;并且,浮动组件的浮动作用,可以使打磨球的低转速低效率区域少参与镀银层打磨过程,可以提升打磨效率和打磨质量,使打磨头的寿命提升。
86.本技术实施例还提供一种介质滤波器打磨系统,包括主控设备、介质滤波器100和上述本技术实施例提供的打磨设备200,介质滤波器100安装在打磨设备200内,主控设备和打磨设备200通信连接,主控设备用于控制打磨设备200对介质滤波器100进行打磨。
87.图12为本技术一实施例提供的介质滤波器打磨系统的示意图。参考图12所示,其中主控设备可以包括主控软件和硬件,主控软件包含设备控制软件,硬件可以包含电脑300和网络分析仪400,电脑300和网络分析仪400可以采用网线连接,电脑300和打磨设备200可以采用网线连接,网络分析仪400和打磨设备200采用射频线缆连接,网络分析仪400用于测量待加工的介质滤波器100的谐振孔的射频参数。
88.图13为本技术一实施例提供的介质滤波器的调谐流程图。参考图13所示,介质滤波器100的自动调谐过程为一个闭环反馈过程,流程可以如下:首先,基于介质滤波器100及多工器的拓扑结构及电路模型,通过算法获取当前测量s参数(scattering parameter,用于描述被测件频域响应的参数)对应的耦合矩阵参数,由模型参数可以得到调谐位置及调谐量,将该信息传递给打磨设备200,打磨设备200通过视觉或机械定位技术找到需要调谐的位置信息,进行调节;调节后的介质滤波器100得到的s参数重新开始上述循环;直至调谐完毕。
89.本技术实施例提供的打磨设备200的工作步骤如下:
90.首先,上料,作业员或自动上料设备可以将介质滤波器100,上料到夹具24并固定。
91.然后,视觉定位,利用视觉机构25对介质滤波器100进行视觉定位。
92.接下来,打磨调试,上位机调谐软件根据调谐算法发送打磨指令控制打磨头307到指定位置进行镀银层打磨,打磨指令可以分为三种:1)底部打磨指令,打磨示意如图9a;2)侧面打磨指令,打磨示意如图9b;3)狭缝打磨指令,打磨示意如图9c;
93.打磨设备200接收到主控软件的打磨指令后,控制器控制移载机构22将打磨机构
23移动到指令位置进行镀银层打磨,指令执行结束后,反馈指令执行结果给主控软件;
94.主控软件通过网络分析仪提取介质滤波器100的s参数进行判断,如果介质滤波器100的s参数满足调试要求,则打磨调试完成;如果介质滤波器100的s参数不满足要求,则主控软件继续发送打磨指令给打磨设备200,打磨设备200继续打磨,直到介质滤波器100的s参数满足要求,打磨调试完成;准备下料。
95.最后,下料,上位机调谐软件发送下料指令,由操作员或者自动上下料设备下料。
96.本技术实施例提供的介质滤波器打磨系统,通过主控设备控制打磨设备来打磨介质滤波器,可以实现介质滤波器的自动化调试,相比于人工手动打磨调试,可以提高打磨质量、打磨精度和打磨效率。
97.另外,需要补充的是,本技术实施例提供的打磨设备和介质滤波器打磨系统,不仅可以用来打磨介质滤波器,还可以应用在其它需要去除表面镀层的产品中,同样可以起到提升打磨质量的效果。
98.最后应说明的是:以上各实施例仅用以说明本技术实施例的技术方案,而非对其限制;尽管参照前述各实施例对本技术实施例进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1