一种玻璃输送装置的制作方法
1.本实用新型涉及一种玻璃输送装置。
背景技术:
2.目前玻璃生产磨边时,需要通过输送装置将玻璃送入磨边机进行磨边,常见的输送装置都只是简单的将玻璃笔直向后方的磨边机输送,然而由于需要将玻璃准确送入磨边机的入口,上料时往往需要工人将玻璃非常准确地放置在输送装置上以保证输送顺利,但是工人在重复大量的上料动作时很难保证玻璃的位置百分百准确,一旦玻璃位置偏差较大,向后传输时玻璃极易与磨边机发生碰撞,轻则玻璃报废重则损坏磨边机。
3.因此,如何克服上述存在的缺陷,已成为本领域技术人员亟待解决的重要课题。
技术实现要素:
4.本实用新型克服了上述技术的不足,提供了一种玻璃输送装置。
5.为实现上述目的,本实用新型采用了下列技术方案:
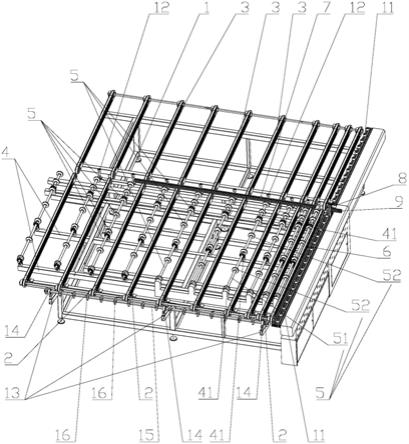
6.一种玻璃输送装置,包括第一机架1,所述第一机架1的前侧设有若干左右分布用于支撑并前后移动玻璃的第一皮带线2、后侧设有若干左右分布用于将玻璃送出的第二皮带线3,所述第一皮带线2下方设有向上移动而伸出所述第一皮带线2的第二机架4,所述第二机架4上固定有用于左右移动玻璃的横向移动机构5,所述第一机架1的右侧设有若干前后分布用于限定玻璃右边位置的右挡块11,所述第一皮带线2和第二皮带线3之间的第一机架1上设有若干左右分布向下移动而让玻璃通过、向上移动而阻碍玻璃限定玻璃后边位置以便于摆正玻璃的后挡块12。
7.优选的,相邻的两个第一皮带线2之间的间距从右向左逐渐增大以便于适应不同宽度的玻璃,相邻的两个第二皮带线3之间的距离从右向左逐渐增大以便于适应不同宽度的玻璃。
8.优选的,所述第二机架4在每两个相邻第一皮带线2之间的位置都设有若干前后排列同轴设置的第一轴承41,所述横向移动机构5包括共同穿设在两个相邻第一皮带线2之间的所有第一轴承41上通过电机驱动旋转的第一旋转轴51,所述第一旋转轴51上设有若干同步转动便于接触并左右移动玻璃的第一滚轮52。
9.优选的,所述第一机架1前端设有向前延伸的延伸架13,所述延伸架13上固定有若干左右排列同轴设置的第二轴承14,所有第二轴承14上共同穿设有第二滚轮轴15,所述第二滚轮轴15上设有若干左右排列同步转动便于玻璃上料时接触玻璃的第二滚轮16。
10.优选的,所述第一机架1上设有用于驱动所述第二机架4上下移动的第一电机和用于驱动所述后挡块12上下移动的第二电机。
11.优选的,所述右挡块11左侧的第一机架1上设有能够前后移动的第一传感器6以便于从前向后移动触碰玻璃前边而检测玻璃前后长度,所述后挡块12前侧的第一机架1上设有能够左右移动的第二传感器7以便于从左向右移动触碰玻璃左边而检测玻璃左右宽度,
最右侧后挡块12右侧的第一机架1上设有能够上下移动通过从上向下移动触碰玻璃上表面的第三传感器8和能够上下移动通过从下向上移动触碰玻璃下表面的第四传感器9以便于检测玻璃厚度。
12.与现有技术相比,本实用新型的有益效果是:
13.本案玻璃输送装置工作时,工人先将玻璃放到第一皮带线上,第一皮带线将玻璃向后输送,玻璃向后移动至接触到后挡块为止,如此,玻璃后边便与后挡块对齐摆正,若玻璃放上第一皮带线时初始状态后边没有和后挡块对齐,那么玻璃靠近后挡块的部分会先接触后挡块然后停下,其余部分继续向后移动直至接触到后挡块,如此就可以将玻璃摆正。玻璃摆正后第二机架向上移动伸出第一皮带线,横向移动机构随之上移将玻璃从第一皮带线上抬起并向右移动至与右挡块接触为止,至此,玻璃通过右挡块和后挡块摆正并固定位置,另外,在横向移动机构将玻璃抬起时还可以将上料时没有摆好而向两个第一皮带线中间缝隙倾斜的玻璃抬至水平。玻璃位置确定后,后挡块向下移动,如此玻璃便可在第一皮带线运送向第二皮带线并向后续工序移动。如此,无论玻璃以何种姿态、位置被放上本案输送装置,最终都会被自动矫正至相对固定的位置向后续工序送出,无需人工干预,可以大大提高玻璃上料的效率。
附图说明
14.图1是本案玻璃输送装置示意图之一。
15.图2是本案玻璃输送装置示意图之二,其中包含了玻璃。
16.图3是本案图2中“a”处放大示意图。
具体实施方式
17.以下通过实施例对本实用新型特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解:
18.如图1至图2所示,一种玻璃输送装置,包括第一机架1,所述第一机架1的前侧设有若干左右分布用于支撑并前后移动玻璃的第一皮带线2、后侧设有若干左右分布用于将玻璃送出的第二皮带线3,所述第一皮带线2下方设有向上移动而伸出所述第一皮带线2的第二机架4,所述第二机架4上固定有用于左右移动玻璃的横向移动机构5,所述第一机架1的右侧设有若干前后分布用于限定玻璃右边位置的右挡块11,所述第一皮带线2和第二皮带线3之间的第一机架1上设有若干左右分布向下移动而让玻璃通过、向上移动而阻碍玻璃限定玻璃后边位置以便于摆正玻璃的后挡块12。
19.如上所述,本案玻璃输送装置工作时,工人先将玻璃放到第一皮带线2上,第一皮带线2将玻璃向后输送,玻璃向后移动至接触到后挡块12为止,如此,玻璃后边便与后挡块12对齐摆正,若玻璃放上第一皮带线2时初始状态后边没有和后挡块12对齐,那么玻璃靠近后挡块12的部分会先接触后挡块12然后停下,其余部分继续向后移动直至接触到后挡块12,如此就可以将玻璃摆正。玻璃摆正后第二机架4向上移动伸出第一皮带线2,横向移动机构5随之上移将玻璃从第一皮带线2上抬起并向右移动至与右挡块11接触为止,至此,玻璃通过右挡块11和后挡块12摆正并固定位置,另外,在横向移动机构5将玻璃抬起时还可以将上料时没有摆好而向两个第一皮带线2中间缝隙倾斜的玻璃抬至水平。玻璃位置确定后,后
挡块12向下移动,如此玻璃便可在第一皮带线2运送向第二皮带线3并向后续工序移动。如此,无论玻璃以何种姿态、位置被放上本案输送装置,最终都会被自动矫正至相对固定的位置向后续工序送出,无需人工干预,可以大大提高玻璃上料的效率。
20.如图1至图2所示,优选的,相邻的两个第一皮带线2之间的间距从右向左逐渐增大以便于适应不同宽度的玻璃,相邻的两个第二皮带线3之间的距离从右向左逐渐增大以便于适应不同宽度的玻璃,如此,便可以在保证对玻璃的支撑性的前提下尽量少设置第一皮带线2和二皮带线3以节省成本。
21.如图1至图2所示,优选的,所述第二机架4在每两个相邻第一皮带线2之间的位置都设有若干前后排列同轴设置的第一轴承41,所述横向移动机构5包括共同穿设在两个相邻第一皮带线2之间的所有第一轴承41上通过电机驱动旋转的第一旋转轴51,所述第一旋转轴51上设有若干同步转动便于接触并左右移动玻璃的第一滚轮52,如此,在第一皮带线2前后输送玻璃时,横向移动机构5便可收纳在第一皮带线2下方不会影响输送,同时由于每两个相邻的第一皮带线2之间都设有横向移动机构5,如此便可保证左右移动玻璃时对玻璃有足够的承托性,不会由于需要收纳而导致对玻璃的承托性受影响的导致玻璃掉落报废。
22.如图1至图2所示,优选的,所述第一机架1前端设有向前延伸的延伸架13,所述延伸架13上固定有若干左右排列同轴设置的第二轴承14,所有第二轴承14上共同穿设有第二滚轮轴15,所述第二滚轮轴15上设有若干左右排列同步转动便于玻璃上料时接触玻璃的第二滚轮16,如此,工人在将玻璃放上本案输送装置时,便可先将玻璃放在第二滚轮轴15上,用第二滚轮轴15支撑玻璃的同时将玻璃推入第一皮带线2,这样操作可以有效的让工人节省体力,特别是针对大尺寸的玻璃时。
23.如图1所示,优选的,所述第一机架1上设有用于驱动所述第二机架4上下移动的第一电机和用于驱动所述后挡块12上下移动的第二电机,如此,便可以单独控制第二机架4和后挡块12上下移动。
24.如图1至图3所示,优选的,所述右挡块11左侧的第一机架1上设有能够前后移动的第一传感器6以便于从前向后移动触碰玻璃前边而检测玻璃前后长度,所述后挡块12前侧的第一机架1上设有能够左右移动的第二传感器7以便于从左向右移动触碰玻璃左边而检测玻璃左右宽度,最右侧后挡块12右侧的第一机架1上设有能够上下移动通过从上向下移动触碰玻璃上表面的第三传感器8和能够上下移动通过从下向上移动触碰玻璃下表面的第四传感器9以便于检测玻璃厚度,如此,在玻璃摆正后通过上述四个传感器便可收集到玻璃的三维尺寸,将收集到的尺寸向外输送至外部磨边机,使外部磨边机根据尺寸数据调整自身参数,而不用手工对玻璃尺寸进行测量然后再人手调整磨边机参数,可以大大提高生产效率。
25.如上所述,本案保护的是一种玻璃输送装置,一切与本案相同或相近似的技术方案都应示为落入本案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1