电流辅助烧结方法和电流辅助烧结装置与流程
1.本发明涉及一种电流辅助烧结方法以及电流辅助烧结装置。
背景技术:
2.专利文献1公开了一种电流辅助烧结方法,其中通过上冲头和下冲头加压于填充在筒状模具中的粉末的同时,对这些粉末进行通电以形成烧结体。电流辅助烧结方法也被称为放电等离子烧结方法(以下简称sps(spark plasma sintering)方法)或者脉冲电流辅助烧结方法。在专利文献1所公开的电流辅助烧结方法中,通过粉末填充步骤和加压电流辅助烧结步骤形成烧结体。
3.非专利文献1公开了一种粉末冶金方法,在该粉末冶金方法中,通过上冲头和下冲头加压于填充在模具中的粉末形成粉末压块,然后在高温下加热所形成的粉末压块形成烧结体。在非专利文献1中公开的粉末冶金方法中,通过粉末填充步骤、加压模制成型步骤和加热烧结步骤形成烧结体。
4.[引用列表]
[0005]
[专利文献]
[0006]
专利文献1:未经审查的日本专利申请公开no.2018-044207。
[0007]
非专利文献1:“粉末冶金
とは
(中文:什么是粉末冶金)”日本粉末冶金协会,[网上],[于2020年5月7日检索],网址[https://www.jpma.gr.jp/powder_m/]。
技术实现要素:
[0008]
发明所要解决的技术问题
[0009]
在专利文献1公开的电流辅助烧结方法中,加压电流辅助烧结步骤中,冲头的位移(即,移动距离)较大,因此引起可能出现故障,例如占据在模具和冲头之间的间隙中的粉末被烧结。此外,由于模具和冲头在高温环境下彼此相互摩擦,因此会因为例如模具以及冲头的卡住而导致模具的寿命变短。此外,由于模具在高温以及磨损环境下使用,因此必须选择具有耐磨性的耐热合金作为模具以及冲头的材料,从而使得模具的制造成本高。因此,专利文献1公开的电流辅助烧结方法中不能降低生产成本。而在非专利文献1中,由于加热烧结步骤很耗时,因此无法提高生产率。
[0010]
根据本说明书的记述内容和附图,所要解决的其他问题和新颖特征将变得显而易见。
[0011]
问题的解决方案
[0012]
根据一实施方式,电流辅助烧结方法包括:加压模制成型步骤,在其中通过加压于填充在模具中的粉末模制成型粉末压块;脱模步骤,在其中将粉末压块从模具中脱模;以及电流辅助烧结步骤,在其中通过对从模具中脱模的粉末压块进行通电形成烧结体。
[0013]
根据一些实施方式,电流辅助烧结装置包括:加压模制成型机构,其用于通过加压于填充在模具中的粉末来模制成型粉末压块;脱模机构,其用于使得粉末压块从模具中脱
模;以及电流辅助烧结机构,其用于对从模具中脱模后的粉末压块进行通电以形成烧结体。
[0014]
根据一些实施方式,电流辅助烧结装置包括:加压模制成型机构,其用于通过加压于填充在模具中的粉末来模制成型粉末压块;脱模机构,其用于使粉末压块从模具中脱模;电流辅助烧结机构,其用于对从模具中脱模的粉末压块进行通电以形成烧结体;加压模制成型单元,其包括加压模制成型机构和脱模机构;电流辅助烧结单元,其与加压模制成型单元并排布置,并且包括电流辅助烧结机构;以及运输机构,其用于将粉末压块从加压模制成型单元运送到电流辅助烧结单元。
[0015]
发明的有益效果
[0016]
根据上述实施方式,可提供能够降低生产成本的电流辅助烧结方法以及电流辅助烧结装置。
附图说明
[0017]
图1是示出了根据比较例1的粉末冶金方法的示例的流程图;
[0018]
图2是示出了根据比较例2的sps方法的示例的流程图;
[0019]
图3是示出了根据第一实施方式的电流辅助烧结方法的示例的流程图;
[0020]
图4是示出了根据第一实施方式的电流辅助烧结方法的示例的流程图;
[0021]
图5是示出了根据第一实施方式的电流辅助烧结装置的示例的结构图;
[0022]
图6是示出了根据第一实施方式的另一示例的电流辅助烧结装置的示例的结构图;
[0023]
图7是示出了根据第一实施方式的再一示例的电流辅助烧结装置的示例的结构图;
[0024]
图8是示出了在使用根据第一实施方式的电流辅助烧结装置的电流辅助烧结方法中的加压模制成型步骤中在冲头的表面压力与烧结体的充填密度之间的关系的示例的图,其中,横轴表示表面压力,纵轴表示充填密度;
[0025]
图9是示出了在使用根据第一实施方式的电流辅助烧结装置的电流辅助烧结方法中的加压模制成型步骤中在冲头的表面压力与烧结体的收缩率之间的关系的示例的图,其中,横轴表示表面压力,纵轴表示收缩率;
[0026]
图10是示出了在使用根据第一实施方式的电流辅助烧结装置的电流辅助烧结方法中的烧结体的示例的截面图;
[0027]
图11是示出了在使用根据第一实施方式的电流辅助烧结装置的电流辅助烧结方法中的烧结体的微观结构的示例的截面图;
[0028]
图12是示出了根据第二实施方式的电流辅助烧结装置的示例的结构图;
[0029]
图13是示出了通过根据第二实施方式的电流辅助烧结装置执行的操作的示例的流程图;
[0030]
图14是示出了根据比较例3的sps装置的示例的结构图。
具体实施方式
[0031]
为了清楚说明,适当地部分省略和简化了以下的说明与附图。此外,在所有附图中,相同的标号被分配给相同或者相应的部件,并且适当地省略其冗余描述。
[0032]
《第一实施方式》
[0033]
在描述根据第一实施方式的电流辅助烧结方法和电流辅助烧结装置之前,将描述根据比较例1和2的烧结方法。接着将与比较例1和比较例2的烧结方法对比地来描述根据本公开的实施方式的电流辅助烧结方法。这样可阐明根据本实施方式的电流辅助烧结方法的特征。此后,将说明根据本公开的实施方式的电流辅助烧结装置。
[0034]
《比较例1:粉末冶金方法》
[0035]
将粉末冶金方法作为根据比较例1的烧结方法加以描述。粉末冶金方法是一种用于通过在高温下烧结粉末压块制造高强度材料或者构件的方法,其中粉末压块已通过压机加压和压实粉末形成。图1是示出了根据比较例1的粉末冶金方法的流程图。如图1所示,粉末冶金方法包括粉末填充步骤、加压模制成型步骤、脱模步骤、加热烧结步骤和排出步骤。在所使用的粉末10包含多种类型的物质的情况下,可以在粉末填充步骤之前包括粉末混合步骤。
[0036]
在粉末混合步骤中混合粉末10。粉末10包含用于形成期望的烧结体所需的(一种或多种)材料。粉末10可包含多种类型的材料。例如,粉末10可包含:金属的粉末,诸如铁、铜、铝、镍、铬、钨、钼;或者可包含合金钢,诸如不锈钢,在其中铬或镍包含在铁中;替代地,粉末10可包含铝合金的粉末等,在其中铜、锰、硅、镁、锌、镍中的至少一种包含在铝中。此外,粉末10不限于金属粉末。也就是说,粉末10可包含:氧化物,诸如氧化铝以及氧化锆;氮化物,诸如氮化硅;碳化物,诸如碳化硅、碳化钛和碳化钨;生物陶瓷,诸如羟基磷灰石;层状化合物,诸如云母;或者具有离子传导性的陶瓷,诸如石榴石。
[0037]
此外,形成的烧结体例如可以是纳米材料、功能梯度材料、非晶态材料、多孔材料、金属间化合物、金属玻璃、生物材料、硬质材料、热电转换材料、超导材料、磁性材料、精密陶瓷材料、模具工装材料、硬质合金材料、钛合金材料、超热辐射材料、溅射靶材、电介质及电子器件材料、纳米碳管复合材料、纤维素纳米纤维(cnf)复合材料、纤维强化混凝土(frc)材料、纤维强化金属(frm)、用于航空航天部件的材料等等。在粉末10包含多种类型的材料时,已经由混合机将作为原材料的多种类型的材料进行混合。
[0038]
如图1所示,在粉末填充步骤中,将粉末10填充于模具111中。例如,模具111具有筒状形状,其中它的上端和下端开口。下冲头112插入模具111的下开口中。结果,在模具111内在下冲头112的上方形成有空腔。下冲头112可包括多个冲头构件。例如,下冲头112可包括两个冲头构件。然后,将粉末10填充于由模具111包围的空腔中。上冲头113插入填充有粉末10的模具111的上开口中。上冲头113可包括多个冲头构件。例如,上冲头113可包括三个冲头构件。在粉末填充步骤中,填充于模具111中的粉末10的充填密度例如为50%左右。
[0039]
在加压模制成型步骤中,通过对填充在模具111中的粉末10加压模制成型粉末压块115。具体而言,通过上冲头113和下冲头112对填充在模具111中的粉末10加压。压力(即,按压力)例如在100mpa至700mpa之间,或者是700mpa,或者更高。在加压模制成型步骤中不需要特意施加热。温度例如可为300℃,具体而言可在从室温至400℃的范围里。这样,形成了粉末10被压缩的粉末压块115。在加压模制成型步骤中,粉末充填密度例如从低于60%的密度变化到60%或者更高。例如,粉末充填密度变化至80%。这样,粉末10中的颗粒被压实。
[0040]
在粉末冶金方法中,使用由包含(一种或多种)金属的(一种或多种)材料构成的模具111。因此,可施加在100mpa至700mpa的范围内、或者700mpa或者更高的高压力。因此,通
过使用具有形成有复杂形状的空腔表面的模具111,能够形成具有与模具111的空腔表面的形状精确一致的复杂形状的粉末压块115。此外,能通过使用一个模具111来重复生产具有相同形状的粉末压块115。因此,能够生产大量的具有相同形状的粉末压块115。
[0041]
在脱模步骤中,将粉末压块115从模具111中脱模(即,移除)。例如,通过下冲头112将已经通过加压模制成型步骤形成的粉末压块115从模具111中推出,而将粉末压块115从模具111中脱模。
[0042]
在加热烧结步骤中,烧结粉末压块115。在加热烧结步骤中,粉末压块115在烧结炉116的内部被高温加热。在固相烧结时,温度低于粉末10中所包含的任何成分的熔点,而在液相烧结时,温度高于粉末10中所包含的成分中的至少一种的熔点。温度例如优选为熔点的2/3至3/4,或者高于熔点。例如,对于铁材料,温度为1000℃左右。如上所述,在加热烧结步骤中,在粉末压块115不会融化或者变形的温度下,粉末压块115随时间硬化。这样,形成烧结体117。以这种方式,例如可使粉末10中的颗粒烧结。
[0043]
在加热烧结步骤中,粉末充填密度略微增加。通过使用移动机构,诸如传送带,烧结炉116连续加热大量的粉末压块115。
[0044]
在排出步骤中,将已经形成的烧结体117排出(即,移除)。一般的粉末冶金方法中,以自动化的方式执行一系列的操作,包括加压模制成型步骤中的粉末压块115的加压模制成型、脱模、运输以及通过烧结炉116所进行的连续加热烧结。因此,通过粉末冶金方法,能够使用具有复杂形状的烧结体117制造大量零件。
[0045]
下面的表1是示出了根据比较例1和2的烧结方法和根据第一实施方式的烧结方法的优点以及缺点的一些示例的表格。如表1所示,根据比较例1的粉末冶金方法,能够对具有复杂形状的粉末压块115进行加压模制成型,从而形成复杂形状的烧结体117。但是,在烧结炉116中烧结的时间比加压模制成型的时间长。例如,可能花费几个小时。因此,即使是以自动化地方式大量生产烧结体,生产效率仍受限于一定水平。
[0046]
表1
[0047][0048]
《比较例2:sps方法》
[0049]
将sps方法作为根据比较例2的烧结方法进行描述。在sps方法中,将粉末10填充于由碳制成的模具中,并且通过加压于粉末10的同时给粉末10通电执行烧结,从而在短时间内执行完烧结。图2是示出了根据比较例2的sps方法的流程图。如图2所示,sps方法包括粉
末填充步骤、加压电流辅助烧结步骤以及脱模排出步骤。应当注意,与根据比较例1的粉末冶金方法类似,当使用的粉末10包含多种类型的材料时,sps方法也可包括在粉末填充步骤之前的粉末混合步骤。
[0050]
在sps方法中的粉末填充步骤中,将粉末10填充于碳模具214中。粉末10可与比较例1中使用的相似。碳模具214例如可为筒状,其中其上端和下端开口。下冲头212插入碳模具214的下开口中。结果,在碳模具214中在下冲头212的上方形成空腔。然后,将粉末10填充到由碳模具214所包围的空腔中。上冲头213插入已经填充有粉末10的碳模具214的上开口中。在粉末填充步骤中,填充在碳模具214中的粉末10的充填密度例如为50%左右。
[0051]
在加压电流辅助烧结步骤中,通过上冲头213和下冲头212对填充在碳模具214中的粉末10加压的同时对粉末10进行通电。这样,短时间内可形成烧结体217。在sps方法中,为了对粉末10通电,使用包含碳的碳模具214。由于无法如粉末冶金方法那样使用高强度的模具111,所以很难对粉末10施加高的压力。例如,压力在20mpa左右。在加压电流辅助烧结步骤中,使粉末的充填密度从例如50%或更低变化至90%或更高。例如,使粉末充填密度变为97%。
[0052]
此外,经由上冲头213和下冲头212对粉末10通电。因为流动的电流,粉末10通过粉末10的颗粒之间产生的热量、各个颗粒的内部产生的热量以及通过热传导而从颗粒的外部传递的热量等进行烧结或者扩散接合。由于粉末10的颗粒之间的空隙具有很高的电阻,因此通过流动的电流产生焦耳热。这样,与粉末冶金方法所需的时间相比较,能更短时间地形成烧结体217。在sps方法中,与如在图1所示的一般的粉末冶金方法相比,能够将烧结温度降低,因此对于铁材料的情况,温度例如为800℃或者更高。
[0053]
如上所述,在加压电流辅助烧结步骤中,通过加压于粉末10的同时对包含于碳模具214中的粉末10通电,能够将碳模214中的粉末10形成烧结体217。在这个过程中,包含于碳模214中的粉末10的体积随着粉末10的收缩迅速改变。
[0054]
在脱模排出步骤中,将烧结体217从碳模具214中脱模。具体而言,例如通过借助于下冲头212将烧结体217从碳模具214中推出而将烧结体217从碳模214中脱模,其中烧结体217由加压电流辅助烧结步骤形成。然后,排出(即,移除)脱模的烧结体217。
[0055]
如表1所示,在根据比较例2的sps方法中可缩短烧结时间。例如,在加压电流辅助烧结步骤中,粉末10在烧结温度下的时间是几秒钟到几分钟,例如1分钟。然而,在sps方法中,由于无法对碳模具214施加高压,因此无法模制成型具有复杂形状的烧结体217。
[0056]
此外,在烧结过程中,碳模具214中包含的粉末10会迅速收缩。因此,在加压电流辅助烧结步骤中的冲头的位移(即,移动距离)增加,因此提高了发生故障的可能性,例如占据在碳模具与冲头之间的间隙中的粉末被烧结。
[0057]
此外,由于模具与冲头在高温环境下彼此相互摩擦,模具的寿命很短,这是因为例如模具与冲头卡住。此外,由于在高温以及磨损的环境下使用模具,所以必须选择具有耐磨性的耐热合金作为模具以及冲头的材料,从而使得模具的制作成本高。因此,很难降低生产成本。
[0058]
《实施方式:电流辅助烧结方法》
[0059]
接下来将描述根据本公开的实施方式的电流辅助烧结方法。在根据本实施方式的电流辅助烧结方法中,在将粉末填充于模具中后,通过在低温和高压下对粉末进行加压来
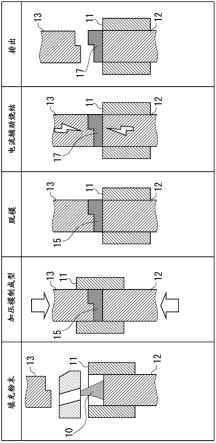
形成高密度的粉末压块。然后,通过将形成的粉末压块从模具脱模并对脱模的粉末压块进行通电来形成烧结体。图3是示出了根据第一实施方式的电流辅助烧结方法的一个示例的流程图。图4是示出了根据第一实施方式的电流辅助烧结方法的一个示例的流程图。如图3和图4所示,根据第一实施方式的电流辅助烧结方法包括以下步骤:粉末填充步骤、加压模制成型步骤、脱模步骤、电流辅助烧结步骤以及排出步骤。应当注意,当使用的粉末10包含多种类型的材料时,根据本实施方式的电流辅助烧结方法也可包括在粉末填充步骤之前的粉末混合步骤。
[0060]
如图3和图4中的步骤s11所示,在本实施方式的粉末填充中,将粉末10填充于模具11中。粉末10可与比较例1中使用的相似,但优选为具有导电性的粉末10。
[0061]
模具11例如具有筒状形状,其中它的上端和下端开口。在沿竖直方向对填充于模具11中的粉末10进行加压的情形下,模具11优选具有筒状形状,其中它的上端和下端开口。应当注意,在沿不同于竖直方向的方向对填充于模具11中的粉末10进行加压的情形中,模具11可具有筒状形状,其中,模具的一端和另一端在加压方向上敞开。例如,在沿水平方向对粉末10进行加压的情形中,模具11可具有筒状形状,其中,它在左侧的一端和在右侧的另一端敞开。
[0062]
将下冲头12插入模具11的下开口中。结果,在模具11中在下冲头12的上方形成空腔。然后,将粉末10填充于由模具11所包围的空腔中。将上冲头13插入已填充有粉末10的模具11的上开口中。在粉末填充步骤中,填充在模具11中的粉末10的充填密度例如为50%左右,如比较例1和比较例2中那样。应当注意,与比较例1中那样,下冲头12和上冲头13可包括多个冲头构件。
[0063]
接下来,如图3和图4中的步骤s12所示,在加压模制成型步骤中,通过对粉末10加压模制成型粉末压块15。具体地,通过插入模具11中的开口中的一个开口中的下冲头12和插入模具11的另一开口中的上冲头13对填充在模具11中的粉末10加压。这样,模制成型粉末压块15。施加于粉末10的用表压表示的压力例如为100mpa至700mpa,或者为700mpa,或者更高。
[0064]
在加压模制成型步骤中,粉末的温度低于500℃。优选地,没有有意地施加热,并且温度例如为300℃,具体而言在从室温到400℃的范围里。这样,模制成型粉末10被压缩的粉末压块15。在加压模制成型步骤中,粉末10的充填密度例如从低于60%的密度变化至60%或者更高。在用于液压轴承(例如,油液压)等的多孔体(或者多孔压块)的情形中,充填密度例如可变化至75%。在形成致密的烧结体的情形中,充填密度例如从低于90%的密度变化至90%或者90%更高。具体地,在形成致密的烧结体的情形中,粉末10的充填密度例如从50%左右提升到例如95%。这样,粉末10的颗粒得以压实。在加压模制成型步骤中,可在大气环境中处理填充在模具11中的粉末10,但优选在减压环境、诸如真空中或者在惰性气体环境中进行处理。通过上冲头13和下冲头12的竖直运动对粉末10施加用表压表示的压力。
[0065]
根据本实施方式的电流辅助烧结方法中,可使用由碳以外的材料制成模具11。例如,可使用由包含金属的材料制成的模具11。因此,能够施加700mpa左右的高压。因此,通过使用具有形成有复杂形状的空腔表面的模具11,能够形成具有与模具11的空腔表面的形状精确一致的复杂形状的粉末压块115。此外,能够使用一个模具11重复生产具有相同形状的粉末压块15。因此,可制造大量具有相同形状的粉末压块15。
[0066]
接下来,如图3和图4的步骤s13所示,在脱模步骤中,将粉末压块15从模具11中脱模。例如,通过借助于下冲头12将粉末压块15从模具11中推出而将粉末压块15从模具11中脱模。
[0067]
接下来,如图3和图4的步骤s14所示,在电流辅助烧结步骤中,对从模具11中脱模的粉末压块15进行通电,使得形成烧结体17。例如,经由上冲头13和下冲头12对粉末压块15进行通电。在电流辅助烧结步骤中,因为电流流过粉末压块15,粉末压块15中的粉末10的各个颗粒通过每对粉末颗粒间产生的热量、各个颗粒的内部(来自各个颗粒本身)产生的热量以及通过热传导从颗粒的外部传递的热量等而烧结或者扩散接合。例如,通过烧结形成致密体,通过扩散接合形成多孔体(或多孔压块)。
[0068]
在电流辅助烧结步骤中,对粉末压块15进行通电,而不使用上冲头13和下冲头12对粉末压块15加压。也就是说,在电流辅助烧结步骤中,除了由于通电所需的上冲头13和下冲头12的接触、或者电极的接触等所造成的不可避免的压力外,没有压力施加给粉末压块15。也就是说,尽管施加了需要用于操作装置的最低限度的压力(负载限制器的下限)和不可避免的压力,但除了该不可避免的压力外,不施加其他压力。在电流辅助烧结步骤中,除了这样的不可避免的压力外,施加于粉末压块15的压力为0mpa,没有有意对粉末压块15施加压力。应当注意,用于操作装置所需的最低限度的压力(负载限制器的下限)可能基本上是不必要的。但是,在一些情况下,可将100kgf作为负载限制器的下限。通过流动的电流将粉末压块15的温度调节成低于粉末10的材料的熔点温度。例如,在电流辅助烧结步骤中,粉末压块15的温度为500℃或者更高。在烧结铝合金的情形中,温度例如为600℃或者更高。在含有铁作为主要成分的合金的情形中,粉末压块15的温度优选为800℃或者更高。用根据比较例1的粉末冶金方法形成由铝合金制成的烧结体是非常困难的,然而可通过根据比较例2的sps方法或根据本实施方式的方法来形成这样的烧结体。此外,在根据本实施方式的电流辅助烧结方法中,与根据比较例2的sps方法不同,加压模制成型时的温度与电流辅助烧结时的温度彼此不同。
[0069]
根据本实施方式的电流辅助烧结步骤中,虽然例如通过对粉末压块15通电加热粉末压块15,但模具11不需要被加热。因此,根据本实施方式的方法同样与根据比较例2的sps方法不同,因为在sps方法中碳模具214和粉末10一起被加热。这样,形成烧结体17。在电流辅助烧结步骤中,粉末10的充填密度例如保持在60%或者更高。在多孔体的情形中,充填密度例如保持在60%或者更高。而在形成致密的烧结体的情形中,充填密度例如保持在90%或者更高。例如,电流辅助烧结步骤后的烧结体17的粉末充填密度为97%。此外,在电流辅助烧结步骤中,在减压环境、诸如真空中或者在惰性气体环境中对粉末压块15进行通电。
[0070]
接下来,如图3和图4的步骤s15所示,在排出步骤中,排放已形成的烧结体17(即,移除)。按照这种方式,可形成烧结体17。
[0071]
如表1所示,在根据本实施方式的电流辅助烧结方法中,能够模制成型具有复杂形状的粉末压块15,并且由此形成具有复杂形状的烧结体17。此外,由于采用电流辅助烧结,能够在短时间内形成烧结体17。例如,在电流辅助烧结步骤中,将粉末压块15保持在烧结温度期间的时间为几秒钟到几分钟,例如为1分钟。
[0072]
此外,由于在加压模制成型步骤中通过加压于粉末而形成粉末压块15,所以在电流辅助烧结步骤中粉末压块15在烧结期间不会迅速收缩。因此,在电流辅助烧结步骤中,除
了由于冲头材料的热膨胀等引起的位移外,冲头的位移几乎为零,由此可防止或减少与烧结体17的目标尺寸以及目标形状的偏离并且抑制在烧结体中产生毛刺。这样,可减少不良率和提升尺寸精度以及几何精度。
[0073]
此外,可防止在模具11上烘烤粉末10,并且由此可延长模具11的寿命。因为这些特征,所以可通过电流辅助烧结使用具有复杂形状的烧结体17制造大量零件,并且由此可降低生产成本。
[0074]
《电流辅助烧结装置》
[0075]
接下来,对根据本公开的实施方式的电流辅助烧结装置进行描述。图5是示出了根据第一实施方式的电流辅助烧结装置的一个示例的结构图。图6是示出了根据第一实施方式的另一示例的电流辅助烧结装置的一个示例的结构图。如图5和图6所示,电流辅助烧结装置1、1a中的每一个包括模具11、上冲头13、下冲头12、加压模制成型机构18、脱模机构19和电流辅助烧结机构20。此外,电流辅助烧结装置1可包括腔室21和粉末填充机构22,并且可包括未图示的压力表、温度计和电流计。此外,如图6所示,电流辅助烧结装置1a可包括控制机构23,以用于以自动化的方式形成烧结体17。
[0076]
模具11例如具有一端和另一端开口的筒状形状。例如,一开口和另一开口分别为下开口和上开口。下冲头12被插入一开口中。上冲头13被插入于另一开口中。模具11由包含金属的材料制成。在电流辅助烧结装置1包括腔室21的情形中,模具11被布置于腔室21内。
[0077]
腔室21的内部可处于减压环境、诸如真空中或处于惰性气体环境中。因此,填充于模具11中的粉末10可在减压环境或惰性气体环境下被加压模制成型。此外,脱模的粉末压块15可在减压环境或惰性气体环境下进行电流辅助烧结。通过在腔室21中提供的排出阀、排出泵、惰性气体供应阀等来控制腔室21内的减压环境或惰性气体环境。
[0078]
例如,腔室21可包括如专利文献1所公开的包括上冲头13的上外壁和包括下冲头12的下外壁。这样,可使包含模具11的有限的封闭空间达到减压环境或者惰性气体环境。
[0079]
粉末填充机构22将粉末10填充到模具11中。粉末填充机构22例如为粉末进料器。
[0080]
加压模制成型机构18通过对填充在模具11中的粉末10进行加压来形成粉末压块15。加压模制成型机构18例如是用于机械式加压的马达。应当注意,加压模制成型机构18不限于马达,只要其能够对填充于模具11中的粉末10进行加压来模制成型粉末压块15即可。例如,加压模制成型机构18可以是用于进行液压式加压的泵。加压模制成型机构18通过插入模具的一开口中的下冲头12和插入模具的另一开口中的上冲头13对粉末10加压。加压模制成型机构18在粉末的温度低于500℃的状态下将施加于粉末10的压力调节至100mpa至700mpa,或者调节到700mpa或者更高。通过这样做,加压模制成型机构18改变粉末10的充填密度,例如从低于60%的密度变为60%或者更高。
[0081]
脱模机构19使得粉末压块15从模具11中脱模。脱模机构19例如为下冲头12的马达。脱模机构19通过借助于下冲头12将粉末压块15从模具11中推出使得粉末压块15从模具11脱模。在该情况下,模具11可被固定。应当注意,脱模机构19不限于下冲头12的马达,只要其能够将粉末压块15从模具11脱模即可。例如,脱模机构19可以是下冲头12的泵等,或者可以是提供在模具11中并且用于使模具11移动的马达或泵等。
[0082]
图7是示出了根据第一实施方式中的再一示例的电流辅助烧结装置的结构图。如图7所示,在电流辅助烧结装置1b中,脱模机构19可使粉末压块15与模具11、下冲头12和上
冲头13脱离,并且由此使粉末压块15从模具11中脱模。应当注意,尽管图中未示出,电流辅助烧结装置1b还可包括用于以自动化的方式形成烧结体17的控制机构23。
[0083]
如图5至图7所示,电流辅助烧结机构20通过对从模具11脱模的粉末压块15进行通电而形成烧结体17。电流辅助烧结机构20例如是电源。应当注意,电流辅助烧结机构20不限于电源,并且也可以是电池(一个或多个)或者电池组(一个或多个),只要其能够通过对从模具11中脱模的粉末压块15进行通电以形成烧结体17即可。
[0084]
如图5和图6所示,电流辅助烧结机构20可经由上冲头13和下冲头12对粉末压块15进行通电。具体地,电流沿其流动的电流流动路径从电流辅助烧结机构20经过电极24、上冲头13、粉末压块15、下冲头12以及电极25回到电流辅助烧结机构20。电极24布置于上冲头13的上方,连接至电流辅助烧结机构20。电极25布置于下冲头12的下方,连接至电流辅助烧结机构20。上冲头13和下冲头12具有通过其对粉末压块15进行通电的端子的功能。
[0085]
此外,如图7所示,在将粉末压块15从模具11、下冲头12以及上冲头13移除的情况下,电流辅助烧结机构20可经由端子26和端子27馈送电流通过粉末压块15,而不使电流通过下冲头12和上冲头13。端子26布置于电极24与粉末压块15之间。端子27布置于电极25与粉末压块15之间。电流沿其流动的电流流动路径是从电流辅助烧结机构20经过电极24、端子26、粉末压块15、端子27和电极25,然后回到电流辅助烧结机构20。要注意的是,电流流动路径可从电流辅助烧结机构20通过端子26、粉末压块15和端子27在不通过电极24和电极25的情况下,返回到电流辅助烧结机构20。
[0086]
电流辅助烧结机构20可在对粉末施加的压力(即,除了不可避免的压力外的压力)为0mpa的状态下将粉末的温度调整到500℃或者更高。电流辅助烧结机构20将粉末10的充填密度例如保持在60%或者更高。在多孔体的情形中,电流辅助烧结机构20将粉末10的充填密度保持在例如60%或者更高。在形成致密的烧结体的情形中,电流辅助烧结机构20将充填密度保持在例如90%或者更高。电流辅助烧结机构20通过每对颗粒之间产生的热量、各个颗粒的内部产生的热量以及通过热传导而从颗粒的外部传递的热量等烧结粉末压块15中的粉末10的各个颗粒或者使其扩散接合。
[0087]
如图5所示,电流辅助烧结装置1中的加压模制成型机构18、脱模机构19、电流辅助烧结机构20、腔室21和粉末填充机构22的操作可手动控制。替代地,如图6所示,为了以自动化的方式形成烧结体,电流辅助烧结装置1a可包括用于控制加压模制成型机构18、脱模机构19、电流辅助烧结机构20、腔室21和粉末填充机构22的操作的控制机构,以便以自动方式形成烧结体17。
[0088]
控制机构23通过线缆(一条或多条)或者无线电信号线路(一条或多条)等连接至加压模制成型机构18、脱模机构19、电流辅助烧结机构20、腔室21和粉末填充机构22。控制机构23可通过信号线路(一条或多条)等连接至压力计、温度计和电流计。控制机构23例如为信息处理装置,如个人计算机或服务器等。
[0089]
控制机构23通过将信号发送至粉末填充机构22执行控制,从而使得将预定的供应量的粉末10填充至模具11中。此外,控制机构23通过将信号发送至加压模制成型机构18执行控制,从而使得以预定的压力对填充于模具11中的粉末10加压。控制机构23通过将信号发送至脱模机构19执行控制,从而使得粉末压块15从模具11中脱模。此外,控制机构23通过将信号发送至电流辅助烧结机构20执行控制,从而使得对从模具11中脱模的粉末压块15进
行通电,由此形成烧结体17。
[0090]
控制机构23通过将信号发送至腔室21执行控制,从而使得腔室21的内部进入预定的减压环境或者惰性气体环境。控制机构23可执行控制,从而排出(即,移除)已形成的烧结体17。
[0091]
控制机构23可包括储存装置,诸如存储器,并且可在储存设备中存储用于控制加压模制成型机构18、脱模机构19、电流辅助烧结机构20、腔室21以及粉末填充机构22的操作的程序(一个或多个)。然后,控制机构23可基于程序(一个或多个)控制加压模制成型机构18、脱模机构19、电流辅助烧结机构20、腔室21以及粉末填充机构22的操作。
[0092]
接下来,作为根据本公开的示例,将说明通过使用在图7中示出的电流辅助烧结装置1b形成烧结体17的示例。图8是示出了使用根据第一实施方式的电流辅助烧结装置1b的电流辅助烧结方法中在冲头的表面压力与烧结体的充填密度之间的关系的示例的图,其中横轴表示表面压力[mpa],纵轴表示充填密度[%]。在图8中,黑圈(
●
)表示粉末压实后(加压模制成型后)的关系,白圈(
○
)表示烧结后的关系。图9是示出了使用根据第一实施方式的电流辅助烧结装置1b的电流辅助烧结方法中的加压模制成型步骤中在冲头的表面压力与烧结体的收缩率之间的关系的示例的图,其中横轴表示表面压力[mpa],纵轴表示收缩率[%]。在图9中,阴影柱状图表示与加压方向正交的xy平面中的收缩率,轮廓柱状图(即,白色柱状图)表示在施加压力的z轴方向上的收缩率。图10是示出了使用根据第一实施方式的电流辅助烧结装置1b的电流辅助烧结方法中烧结体的示例的截面图。图11是示出了使用根据第一实施方式的电流辅助烧结装置1b的电流辅助烧结方法中烧结体的微观结构的示例的截面图。
[0093]
如图8所示,在加压模制成型步骤中,通过对粉末以250mpa、500mpa和750mpa的表面压力施加压力形成的粉末压块15的充填密度分别为62.0%、78.4%和82.2%。通过烧结如上述方式模制成型的粉末压块15而形成的烧结体17的充填密度分别为63.3%、79.6%和84.8%。如上所述,在根据本实施方式的电流辅助烧结方法中,在加压模制成型步骤中使粉末10的充填密度从低于60%的密度变化成60%或者更高,并且在电压烧结步骤中将粉末10的充填密度保持在60%或者更高。
[0094]
如图9所示,在加压模制成型步骤中,通过对粉末以250mpa的表面压力施加压力所形成的粉末压块15在xy平面以及z轴的收缩率分别为0.40%和1.18%。在加压模制成型步骤中,通过对粉末以500mpa的表面压力施加压力所形成的粉末压块15在xy平面以及z轴的收缩率分别为0.49%和0.50%。在加压模制成型步骤中,通过对粉末以750mpa的表面压力施加压力所形成的粉末压块15在xy平面以及z轴的收缩率分别为0.69%和1.74%。如上所述,在根据本实施方式的电流辅助烧结方法中,z轴上的收缩率一般大于xy平面的收缩率,尽管在500mpa的情形中差异较小。这样,如图10和图11所示,可形成高质量的烧结体17。
[0095]
接下来,对根据本实施方式的电流辅助烧结装置1的效果进行描述。电流辅助烧结装置1、1a和1b中的每一个可通过提供如表1所示的效果的电流辅助烧结方法形成烧结体17。因此,电流辅助烧结装置1、1a和1b中的每一个可降低烧结体17的生产成本。
[0096]
此外,电流辅助烧结机构20可经由上冲头13和下冲头12对粉末压块15进行通电。这样,可缩短从加压模制成型至电流辅助烧结的转变所需的时间。替代地,电流辅助烧结机构20可经由端子26和端子27对粉末压块15进行通电。这样,可减少电流的损失,否则当电流
流经上冲头13和下冲头12时将引起电流的损失,从而使得上冲头13和下冲头12的寿命提高。
[0097]
由于根据本实施方式的电流辅助烧结机构20通过电流辅助烧结通过在每对颗粒之间产生的热量、从各个颗粒的内部(从颗粒本身)产生的热量以及通过热传导从颗粒的外部传递的热量等来烧结粉末10的各个颗粒,因此电流辅助烧结机构20能够将烧结体17致密化,同时将粉末10的充填密度保持在60%或者更高。此外,由于颗粒被扩散接合,可形成多孔体,同时将粉末的充填密度保持在60%或者更高。此外,与根据比较例2的sps方法不同,施加于粉末压块15的压力,即,除了不可避免的压力外的压力为0mpa,因此可防止或减少冲头的位移并抑制烧结体17中毛刺的形成。此外,可提高模具11的寿命以及上冲头13和下冲头12的寿命。
[0098]
通过控制机构23控制加压模制成型机构18、脱模机构19、电流辅助烧结机构20等,可使通过电流辅助烧结形成烧结体17自动化。因此,可降低生产成本。
[0099]
《第二实施方式》
[0100]
接下来,对根据第二实施方式的电流辅助烧结装置2进行描述。根据本实施方式的电流辅助烧结装置中,实施加压模制成型的部分与实施电流辅助烧结的部分分离。这样,能够彼此并行地进行加压模制成型和电流辅助烧结。
[0101]
图12是示出了根据第二实施方式的电流辅助烧结装置的示例的结构图。如图12所示,电流辅助烧结装置2包括粉末填充单元31、加压模制成型单元32、电流辅助烧结单元33、排出单元34和运输机构35。电流辅助烧结单元33与加压模制成型单元32并排布置。粉末填充单元31可与加压模制成型单元32并排布置,或可与加压模制成型单元32集成。排出单元34可与电流辅助烧结单元33并排布置,或者可与电流辅助烧结单元33集成。
[0102]
此外,电流辅助烧结装置2可包括腔室21。在腔室21内可布置有模具11、下冲头12和上冲头13。
[0103]
粉末填充单元31包括粉末填充机构22。在粉末填充单元31中,粉末填充机构22将粉末10填充至模具11中。
[0104]
加压模制成型单元32包括加压模制成型机构18和脱模机构19。在加压模制成型单元32中,加压模制成型机构18通过借助于使用上冲头13和下冲头12对填充在模具11中的粉末10加压形成粉末压块15。此外,在加压模制成型单元32中,脱模机构19将粉末压块15从模具11中脱模。
[0105]
运输机构35将粉末压块15从加压模制成型单元32运送到电流辅助烧结单元33。运输机构35例如可以是运送粉末压块15的运输台,或者是运送粉末压块15的臂。运输机构35可将烧结体17从电流辅助烧结单元33运送到排出单元34。
[0106]
电流辅助烧结单元33包括电流辅助烧结机构20。在电流辅助烧结单元33中,电流辅助烧结机构20通过对从模具11中脱模的粉末压块15进行通电形成烧结体17。排出单元34将所形成的烧结体17从电流辅助烧结装置2中排出(即,移除)。电流辅助烧结装置2还可包括控制机构23,其用于控制加压模制成型机构18、脱模机构19、电流辅助烧结机构20和运输机构35。这样,能将烧结体17的形成自动化。
[0107]
接下来将描述通过根据本实施方式的电流辅助烧结装置2执行的操作。图13是示出了通过根据第二实施方式的电流辅助烧结装置执行的操作的流程图。如图13所示,电流
辅助烧结装置2能够彼此并行地进行粉末压块模制成型步骤s20和烧结体形成步骤s30。粉末压块模制成型步骤s20包括粉末填充步骤s21、加压模制成型步骤s22、脱模步骤s23和运送步骤s24。烧结体形成步骤s30包括电流辅助烧结步骤s31和排出步骤s32。
[0108]
将对粉末压块模制成型步骤s20进行描述。在图13示出的粉末填充步骤s21中,粉末填充机构22将粉末10填充到模具11中。模具11由包含金属的材料制成,并且具有一端和另一端开口的筒状形状。
[0109]
接下来,在加压模制成型步骤s22中,加压模制成型机构18通过对填充在模具11中的粉末10加压模制成型粉末压块15。例如,加压模制成型机构18通过上冲头13和下冲头12对粉末10加压。
[0110]
接下来,在脱模步骤s23中,脱模机构19将粉末压块15从模具11脱模。例如,脱模机构19使粉末压块15与模具11、上冲头13和下冲头12中脱离,从而使得粉末压块从模具11中脱模。
[0111]
接下来,在运输步骤s24中,运输装置35将粉末压块15从加压模制成型单元32运送到电流辅助烧结单元33。
[0112]
接下来,在步骤s25中,确定是否应当结束粉末压块模制成型步骤s20中的工艺。在应进一步继续进行粉末压块模制成型步骤s20时,工艺返回到步骤s21,继续进行粉末填充步骤s21至运送步骤s24。另一方面,当应当结束步骤s25中粉末压块模制成型步骤s20的工艺时,工艺结束。
[0113]
接下来将对烧结体形成步骤s30进行描述。在图13中示出的电流辅助烧结步骤s31中,电流辅助烧结机构20通过对从加压模制成型单元32运送过来的粉末压块15进行通电形成烧结体17。例如,电流辅助烧结装置经由端子26和端子27对运送来的粉末压块15进行通电。
[0114]
接着,在排出步骤s32中,排出(即,移除)所形成的烧结体17。接着,在步骤s33中,确定是否应当结束烧结体形成步骤s30的工艺。当应当进一步继续烧结体形成步骤s30时,工艺返回到步骤s31,并且继续进行电流辅助烧结步骤s31至排出步骤s32。另一方面,当应当结束在步骤s33中烧结体形成步骤s30的工艺时,则使工艺结束。以这种方式,能够形成烧结体17。根据本实施方式的电流辅助烧结方法中,在加压模制成型步骤s22中模制成型粉末压块15a时,可与之并行地,将电流馈送通过与粉末压块15a不同的粉末压块15b,使得可在电流辅助烧结步骤s31中由该粉末压块15b形成烧结体17。更具体地,在加压模制成型机构18模制成型粉末压块15a时,与之并行地,电流辅助烧结机构20可通过对粉末压块15b进行通电而形成烧结体17。
[0115]
接着,将对本实施方式的效果进行描述。根据本实施方式的电流辅助烧结装置2中,执行加压模制成型的加压模制成型单元32与执行电流辅助烧结的电流辅助烧结单元33分离。这样,能彼此并行地执行通过加压模制成型所进行的粉末压块15的模制成型和通过电流辅助烧结所进行的烧结体17的形成。因此,可缩短生产时间。
[0116]
此外,由于能将用于加压模制成型的模具11、上冲头13和下冲头12与用于电流辅助烧结的端子26和端子27分开,各个构件的寿命能够得以提升。
[0117]
图14是示出了根据比较例3的sps装置的示例的结构图。如图14所示,sps装置103包括粉末填充单元331、预热单元332、电流辅助烧结单元333和冷却单元334。此外,sps装置
103包括多个模具组310和粉末填充机构322。每个模具组310包括碳模具314(即,由碳制成的模具)、上冲头313和下冲头312。将多个模具组310从粉末填充单元331连续地运送到冷却单元334,并且在粉末填充单元331、预热单元332、电流辅助烧结单元333和冷却单元334中分别进行粉末填充工艺、预热工艺、电流辅助烧结工艺以及冷却工艺。在粉末填充单元331、预热单元332、电流辅助烧结单元333和冷却单元334中的每一个处,始终对至少一个模具组310执行处理。
[0118]
根据比较例3的sps装置103中,可连续地进行粉末填充工艺、预热工艺、电流辅助烧结工艺和冷却工艺,从而可在一定程度上缩短烧结体317的生产时间。然而,在根据比较例3的sps装置103中,由于需要准备大量昂贵的碳模具314,因此生产成本增加。
[0119]
相比之下,根据本实施方式的电流辅助烧结装置2不需要昂贵的碳模具314。此外,能够通过使用一个模具11模制成型多个粉末压块15。因此,生产成本能够得以降低。此外,因为当执行电流辅助烧结时,粉末压块15从模具11中脱模,所以模具11的寿命能够得以提升,并且能够甚至进一步降低生产成本。其他效果与在第一实施方式的说明中所描述的效果相同。
[0120]
以上基于实施方式具体描述了本技术的发明人所做出的本公开内容。然而,本发明并不局限于上述实施方式,并且不用说,可在不偏离本发明的精神和范围内进行各种修改。
[0121]
本技术基于并要求于2020年6月18日提交的日本专利申请no.2020-105151的优先权,且将该申请的公开内容通过引用全部并入本文中。
[0122]
附图标记列表
[0123]
1、1a、1b、2电流辅助烧结装置
[0124]
10 粉末
[0125]
11 模具
[0126]
12 下冲头
[0127]
13 上冲头
[0128]
15、15a、15b粉末压块
[0129]
17 烧结体
[0130]
18 加压模制成型机构
[0131]
19 脱模机构
[0132]
20 电流辅助烧结机构
[0133]
21 腔室
[0134]
22 粉末填充机构
[0135]
23 控制机构
[0136]
24、25 电极
[0137]
26、27 端子
[0138]
31 粉末填充单元
[0139]
32 加压模制成型单元
[0140]
33 电流辅助烧结单元
[0141]
34 排出单元
[0142]
35 运输机构
[0143]
103 sps装置
[0144]
111 模具
[0145]
112、212 下冲头
[0146]
113、213 上冲头
[0147]
115 粉末压块
[0148]
116 烧结炉
[0149]
117 烧结体
[0150]
212 下冲头
[0151]
213 上冲头
[0152]
214 碳模具
[0153]
217 烧结体
[0154]
310 模具组
[0155]
322 粉末填充机构
[0156]
331 粉末填充单元
[0157]
332 预热单元
[0158]
333 电流辅助烧结单元
[0159]
334 冷却单元。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1