热轧钢板及其制造方法与流程
本发明涉及热轧钢板和其制造方法。
背景技术:
1、近年来,从地球环境保护的观点出发,以汽车的燃料效率提高作为目的,汽车的车体及部件的轻量化正在发展。为了使汽车的车体及部件更加轻量化,需要提高车体及部件中应用的钢板的强度。
2、汽车部件中的以下臂等为代表的行走部件为了发挥部件功能,具有复杂的形状。因此,从同时确保强度和加工性的观点出发,有时会对于行走部件应用板厚为2.0~6.0mm的高强度热轧钢板。此外,汽车部件中使用的热轧钢板由于如上所述被加工成复杂的形状,因此在加工性当中特别要求延展性及扩孔性。特别是近年来,作为汽车部件中应用的热轧钢板,要求抗拉强度为780mpa以上、并且延展性及扩孔性优异的高强度热轧钢板。
3、作为提高热轧钢板的强度的方法,有利用ti及nb的方法。ti及nb是使铁素体中析出微细的合金碳化物的元素,该微细的合金碳化物有助于强度的提高。为了谋求这样的由ti、nb带来的铁素体的析出强化,有时在热轧钢板中添加si。特别是,在热轧生产线中由于从精轧至卷取为止的区间的生产线长度被限定,因此在该区间中形成铁素体,并且析出ti及nb的碳化物的情况下,大多会添加si。另一方面,如果在热轧钢板中含有si,则有可能不仅在钢板表面产生氧化皮花纹而损害外观,而且疲劳特性也降低。
4、为了解决这样的课题,在专利文献1中公开了一种钢板和其制造方法,该钢板将添加了以质量计为0.25%以下的si和al的铁素体-贝氏体作为主体的组织。
5、此外,在专利文献2中公开了一种高强度钢板,其通过在金属组织中制成以铁素体作为主体的组织,并且降低马氏体的面积率,从而兼具伸长率(延展性)和扩孔性,提高了疲劳强度。
6、现有技术文献
7、专利文献
8、专利文献1:日本特开2004-204326号公报
9、专利文献2:国际公开第2014/051005号
技术实现思路
1、发明所要解决的课题
2、但是,就专利文献1那样的含有大量ti、nb的热轧钢板而言,虽然可确保延展性、扩孔性,但存在下述问题:在剪切加工时,产生剪切端面的剥离(以下,也记为剪切端面的微开裂),产生以该剪切端面的微开裂作为起点的拉伸凸缘部处的成形开裂。即,在以往的热轧钢板中,存在下述问题:由于剪切加工时的剪切端面的微开裂的产生,导致无法充分得到拉伸凸缘性。
3、本发明鉴于上述的问题,目的是提供具有优异的强度、延展性、扩孔性及拉伸凸缘性的热轧钢板和其制造方法。
4、用于解决课题的手段
5、本发明的发明者们鉴于上述的课题,对热轧钢板的化学组成及金属组织与上述各特性的关系进行了深入研究。其结果是,得到以下的见识(a)~(e),完成了本发明。
6、(a)为了得到优异的强度,使金属组织中包含期望量的马氏体是有效的。
7、(b)为了得到优异的延展性,需要使金属组织中包含期望量的铁素体,与此同时将金属组织中的贝氏体量控制为所期望的范围。
8、(c)为了得到优异的扩孔性,将金属组织中的珠光体量控制为所期望的范围是重要的。
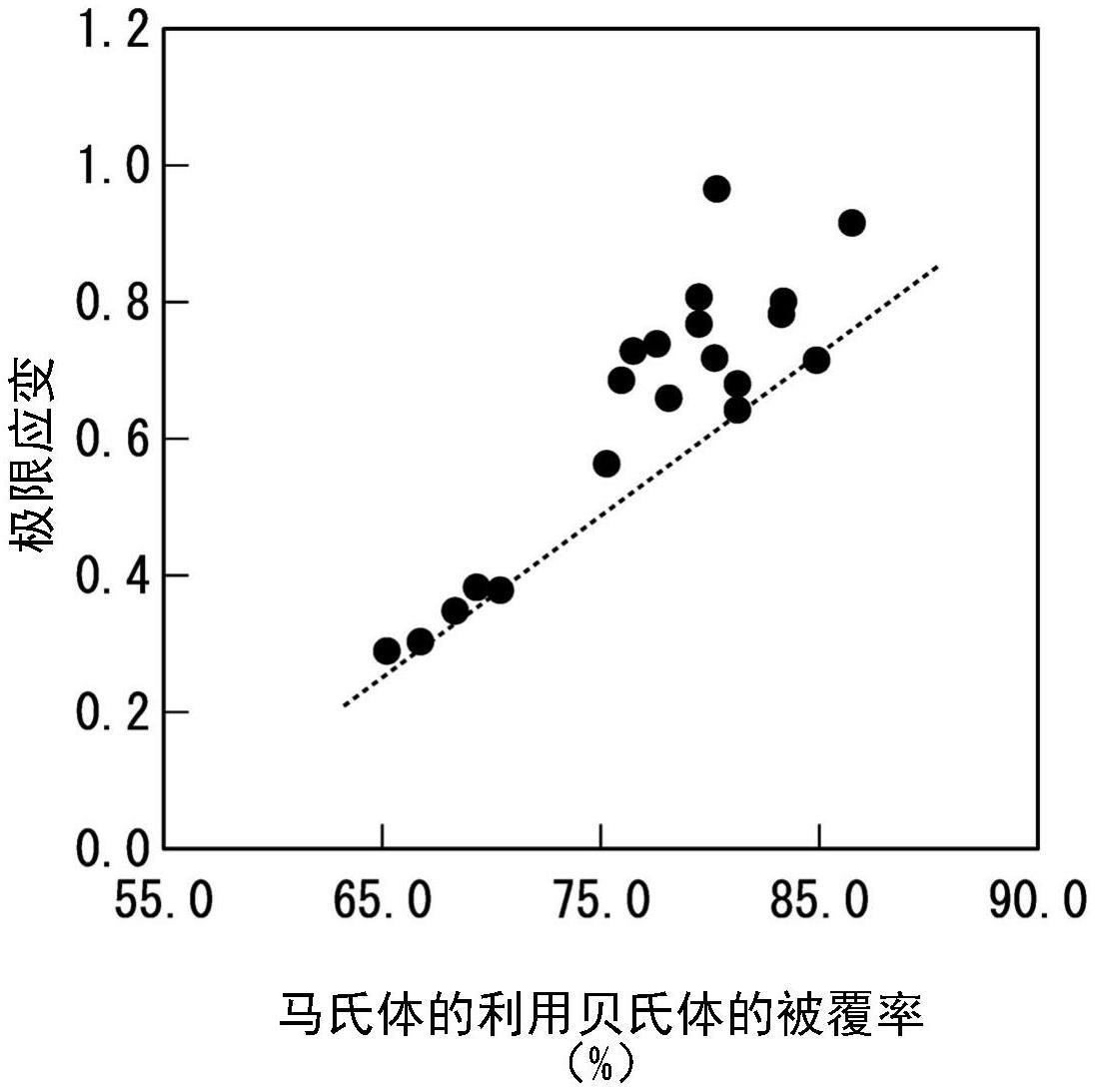
9、(d)为了得到优异的拉伸凸缘性,防止剪切加工时的剪切端面的微开裂是重要的。为了防止剪切端面的微开裂,下述事项是有效的:将具有铁素体与马氏体的中间的变形能力的贝氏体设定为被覆于马氏体的配置、即设定为与马氏体相邻的配置,与此同时将马氏体的平均直径控制为所期望的范围。这样一来,通过将各个金属组织设定为适宜的配置,并且控制马氏体的形状,从而能够防止剪切加工时的剪切端面的微开裂,其结果是,能够得到优异的拉伸凸缘性。
10、(e)为了将上述那样的金属组织的适宜的配置及马氏体的平均粒径设定为所期望的范围,精细地控制热轧后的冷却条件是重要的。特别是,下述事项是重要的:通过将热轧后的贝氏体相变温度区域中的冷却条件设定为所期望的范围,从而生成均匀并且大量的贝氏体。
11、基于上述见识而进行的本发明的主旨如下所述。
12、[1]本发明的一个方案的热轧钢板的化学组成以质量%计包含:
13、c:0.035%~0.085%、
14、si:0.001%~0.15%、
15、mn:0.70%~1.80%、
16、p:0.020%以下、
17、s:0.0050%以下、
18、ti:0.075%~0.170%、
19、nb:0.003%~0.050%、
20、al:0.10%~0.40%、
21、n:0.0080%以下、
22、cr:0%~0.27%、
23、b:0%~0.0050%、
24、ca:0%~0.0050%、
25、mo:0%~0.40%、
26、ni:0%~0.50%、
27、cu:0%~0.50%、及
28、rem:0%~0.0300%,
29、剩余部分包含fe及杂质,
30、金属组织包含:
31、以面积率计为53.0%~76.0%的铁素体、
32、以面积率计为3.0%~10.0%的马氏体、
33、以面积率计超过14.0%且为39.0%以下的贝氏体、
34、以面积率计为2.6%以下的珠光体,
35、马氏体的平均直径为0.26μm~0.70μm,
36、在上述马氏体的全部界面之中,上述马氏体与上述贝氏体的界面的合计长度相对于上述马氏体的全部界面的合计长度为75.0%以上。
37、[2]根据上述[1]所述的热轧钢板,其中,上述化学组成也可以以质量计含有下述元素中的1种或2种以上:
38、cr:0.06%~0.27%、
39、b:0.0003%~0.0050%、
40、ca:0.0003%~0.0050%、
41、mo:0.01%~0.40%、
42、ni:0.01%~0.50%、
43、cu:0.01%~0.50%、及
44、rem:0.0003%~0.0300%。
45、[3]本发明的一个方案的热轧钢板的制造方法具有下述工序:
46、对于具有上述[1]或[2]所述的化学组成的板坯,以终轧温度成为880℃~950℃的条件进行轧制的热轧工序;
47、在上述热轧工序后,以60℃/秒以上的平均冷却速度冷却至680℃~760℃的一次冷却停止温度为止的一次冷却工序;
48、在上述一次冷却工序后,以20℃/秒以下的平均冷却速度在1.6秒~6.3秒的期间进行冷却的二次冷却工序;
49、在上述二次冷却工序后,以60℃/秒~130℃/秒的平均冷却速度冷却至195℃~440℃的三次冷却停止温度为止的三次冷却工序;
50、在上述三次冷却工序后,以2.0m3/分钟/mm2~7.2m3/分钟/mm2的水量密度在0.33秒~1.50秒的期间进行水冷的四次冷却工序;
51、在上述四次冷却工序后,在3.0秒~5.0秒的期间进行空气冷却的五次冷却工序;
52、在上述五次冷却工序后,以低于180℃进行卷取的卷取工序。
53、发明效果
54、根据本发明的上述方案,能够提供具有优异的强度、延展性、扩孔性及拉伸凸缘性的热轧钢板和其制造方法。
- 还没有人留言评论。精彩留言会获得点赞!