一种晶圆notch定位槽的加工方法及装置与流程
1.本发明涉及晶圆加工技术领域,具体涉及一种晶圆notch定位槽的加工方法及装置。
背景技术:
2.晶圆是指制作硅半导体电路所用的硅晶片,其原始材料是硅。高纯度的多晶硅溶解后掺入硅晶体晶种,然后慢慢拉出,形成圆柱形的单晶硅。硅晶棒在经过研磨,抛光,切片后,形成硅晶圆片,也就是晶圆。国内晶圆生产线以8英寸和12英寸为主。
3.在对晶圆的notch定位槽进行加工过程中,首先,需要用到定位组件对晶圆进行定位,然后,需要用到打磨组件对晶圆的notch定位槽进行打磨,但是,现有的定位组件只能放置一个晶圆,无法一次性增加生产量,生产效率较低;现有的打磨组件对于notch定位槽的打磨精度无法达到预期的效果,导致产品的品质较低,且每次只能打磨一个晶圆,导致生产效率较低。
技术实现要素:
4.针对现有技术中的缺陷,本发明提供的一种晶圆notch定位槽的加工方法及装置,提高产品的生产效率和生产品质。
5.为了解决上述技术问题,本发明提出以下技术方案:
6.一种晶圆notch定位槽的加工方法,包括:
7.通过定位组件对多个晶圆进行固定;
8.通过粗磨组件对多个晶圆进行粗磨;
9.通过精磨组件对多个晶圆进行精磨。
10.进一步地,所述定位组件的下方设有第一驱动组件,第一驱动组件安装在底座上,第一驱动组件与定位组件驱动连接,定位组件的两侧对称地设置有可调节宽度的限位组件,定位组件的前端设置有夹紧组件,第一驱动组件与控制器电连接;
11.所述粗模组件和精磨组件位于龙门架的上方,龙门架与底座固定连接,龙门架的横梁上安装有两个可进行水平和垂直方向移动的驱动机构,一个驱动机构与粗磨组件驱动连接,另一个驱动机构与精磨组件驱动连接,粗模组件、精磨组件和两个驱动机构均与控制器电连接。
12.进一步地,所述定位组件包括底板,底板与驱动机构驱动连接,底板上安装有前挡板和后挡板,限位组件位于前挡板和后挡板的之间;
13.所述限位组件包括第一限位杆和第二限位杆,第一限位杆位于第二限位杆的下方,第一限位杆的两端分别与前挡板和后挡板固定连接,第二限位杆的两端分别与前挡板和后挡板活动连接;
14.前挡板和后挡板与第二限位杆对应的位置均开设有活动槽,活动槽包括横槽和竖槽,横槽和竖槽相连通,竖槽的顶壁上螺纹连接有压紧螺杆;
15.所述夹紧组件包括旋转螺杆,旋转螺杆与前挡板螺纹连接,旋转螺杆的一端转动连接有夹紧片,旋转螺杆的另一端固定安装有转盘,转盘上固定安装有摇柄;
16.底板上安装有限位块,限位块的中心区域开设有限位槽;
17.所述底座上安装有固定块,固定块的中心区域开设有凹槽,第一驱动组件安装在凹槽内,底板的两侧分别与固定块的两侧边缘滑动连接。
18.进一步地,所述粗模组件包括第一驱动电机和粗磨砂轮,第一驱动电机与驱动机构驱动连接,第一驱动电机与粗磨砂轮驱动连接,第一驱动电机与控制器电连接;所述精磨组件包括第二驱动电机和精磨砂轮,第二驱动电机与驱动机构驱动连接,第二驱动电机与精磨砂轮驱动连接,第二驱动电机与控制器电连接;
19.所述龙门架的横梁上开设有安装槽,所述驱动机构包括水平驱动组件和垂直驱动组件,水平驱动组件固定在安装槽内,水平驱动组件上固定安装有第一固定板,垂直驱动组件固定安装在第一固定板的中心区域,垂直驱动组件上固定安装有第二固定板,第一驱动电机或第二驱动电机固定安装在第二固定板上。
20.进一步地,所述第一固定板位于垂直驱动组件的一侧固定安装有滑轨,第二固定板上安装有滑块,滑块与滑轨滑动连接;
21.所述龙门架的横梁位于安装槽的中心区域上安装有盖板,所述龙门架的横梁位于安装槽的两端固定安装有封挡板,封挡板上安装有防尘板;
22.所述第二固定板上安装有第一钣金保护罩,第一钣金保护罩罩设在第一驱动电机或第二驱动电机上,第一驱动电机或第二驱动电机的输出轴穿过第一钣金保护罩上的通孔,第一钣金保护罩通过连接件连接第二钣金保护罩,第二钣金保护罩罩设在粗磨砂轮或精磨砂轮上;
23.所述龙门架的横梁上设有坦克链,坦克链的一端与龙门架连接,坦克链的另一端与第一钣金保护罩连接,垂直驱动组件的连接线置于坦克链内。
24.本发明还提供一种晶圆notch定位槽的加工装置,包括定位组件、粗模组件和精磨组件,定位组件的下方设有第一驱动组件,第一驱动组件安装在底座上,第一驱动组件与定位组件驱动连接,定位组件的两侧对称地设置有可调节宽度的限位组件,定位组件的前端设置有夹紧组件,第一驱动组件与控制器电连接;
25.粗模组件和精磨组件位于龙门架的上方,龙门架与底座固定连接,龙门架的横梁上安装有两个可进行水平和垂直方向移动的驱动机构,一个驱动机构与粗磨组件驱动连接,另一个驱动机构与精磨组件驱动连接,粗模组件、精磨组件和两个驱动机构均与控制器电连接。
26.进一步地,所述定位组件包括底板,底板与驱动机构驱动连接,底板上安装有前挡板和后挡板,限位组件位于前挡板和后挡板的之间;
27.所述限位组件包括第一限位杆和第二限位杆,第一限位杆位于第二限位杆的下方,第一限位杆的两端分别与前挡板和后挡板固定连接,第二限位杆的两端分别与前挡板和后挡板活动连接;
28.前挡板和后挡板与第二限位杆对应的位置均开设有活动槽,活动槽包括横槽和竖槽,横槽和竖槽相连通,竖槽的顶壁上螺纹连接有压紧螺杆;
29.所述夹紧组件包括旋转螺杆,旋转螺杆与前挡板螺纹连接,旋转螺杆的一端转动
连接有夹紧片,旋转螺杆的另一端固定安装有转盘,转盘上固定安装有摇柄;
30.底板上安装有限位块,限位块的中心区域开设有限位槽;
31.所述底座上安装有固定块,固定块的中心区域开设有凹槽,第一驱动组件安装在凹槽内,底板的两侧分别与固定块的两侧边缘滑动连接。
32.进一步地,所述粗模组件包括第一驱动电机和粗磨砂轮,第一驱动电机与驱动机构驱动连接,第一驱动电机与粗磨砂轮驱动连接,第一驱动电机与控制器电连接;所述精磨组件包括第二驱动电机和精磨砂轮,第二驱动电机与驱动机构驱动连接,第二驱动电机与精磨砂轮驱动连接,第二驱动电机与控制器电连接;
33.所述龙门架的横梁上开设有安装槽,所述驱动机构包括水平驱动组件和垂直驱动组件,水平驱动组件固定在安装槽内,水平驱动组件上固定安装有第一固定板,垂直驱动组件固定安装在第一固定板的中心区域,垂直驱动组件上固定安装有第二固定板,第一驱动电机或第二驱动电机固定安装在第二固定板上。
34.进一步地,所述第一固定板位于垂直驱动组件的一侧固定安装有滑轨,第二固定板上安装有滑块,滑块与滑轨滑动连接;
35.所述龙门架的横梁位于安装槽的中心区域上安装有盖板,所述龙门架的横梁位于安装槽的两端固定安装有封挡板,封挡板上安装有防尘板;
36.所述第二固定板上安装有第一钣金保护罩,第一钣金保护罩罩设在第一驱动电机或第二驱动电机上,第一驱动电机或第二驱动电机的输出轴穿过第一钣金保护罩上的通孔,第一钣金保护罩通过连接件连接第二钣金保护罩,第二钣金保护罩罩设在粗磨砂轮或精磨砂轮上;
37.所述龙门架的横梁上设有坦克链,坦克链的一端与龙门架连接,坦克链的另一端与第一钣金保护罩连接,垂直驱动组件的连接线置于坦克链内。
38.由上述技术方案可知,本发明的有益效果:通过定位组件一次性对多个晶圆进行固定,增加了定位组件的容纳量,通过粗磨组件一次性对多个晶圆进行粗磨以及通过精磨组件一次性对多个晶圆进行精磨,提高了对于晶圆notch定位槽的打磨精度,从而提高了晶圆的生产品质,另外,一次性对多个晶圆进行打磨,提高了晶圆的生产效率。
附图说明
39.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
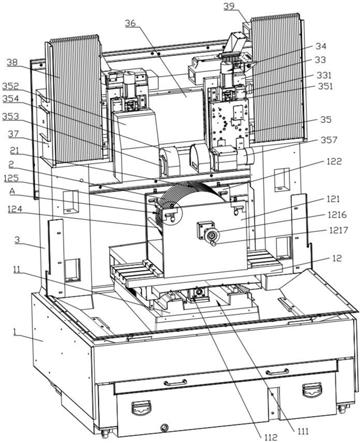
40.图1为本发明的结构示意图;
41.图2为本发明安装槽的结构示意图;
42.图3为本发明a处的放大图;
43.图4为本发明b处的放大图。
44.附图标记:
45.1-底座;2-晶圆;3-龙门架;
46.11-固定块;12-底板;21-notch定位槽;31-安装槽;32-水平驱动组件;33-第一固定板;34-垂直驱动组件;35-第二固定板;36-盖板;37-封挡板;38-防尘板;39-坦克链;
47.111-凹槽;112-第一驱动组件;121-前挡板;122-后挡板;123-限位块;124-第一限位杆;125-第二限位杆;331-滑轨;351-滑块;352-第一钣金保护罩;353-连接件;354-第二钣金保护罩;355-第一驱动电机;356-粗磨砂轮;357-第二驱动电机;358-精磨砂轮;
48.1211-横槽;1212-竖槽;1213-压紧螺杆;1214-旋转螺杆;1215-夹紧片;1216-转盘;1217-摇柄;1231-限位槽。
具体实施方式
49.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
50.参阅图1-图4所示,本实施例提供的一种晶圆notch定位槽的加工方法,包括:
51.通过定位组件对多个晶圆2进行固定。
52.通过粗磨组件对多个晶圆2进行粗磨。
53.通过精磨组件对多个晶圆2进行精磨。
54.在实际使用中,通过定位组件一次性对多个晶圆2进行固定,增加了定位组件的容纳量,通过粗磨组件一次性对多个晶圆2进行粗磨以及通过精磨组件一次性对多个晶圆2进行精磨,提高了对于晶圆2notch定位槽21的打磨精度,从而提高了晶圆2的生产品质,另外,一次性对多个晶圆2进行打磨,提高了晶圆2的生产效率。
55.在本实施例中,定位组件的下方设有第一驱动组件112,第一驱动组件112安装在底座1上,第一驱动组件112与定位组件驱动连接,定位组件的两侧对称地设置有可调节宽度的限位组件,定位组件的前端设置有夹紧组件,第一驱动组件112与控制器电连接,控制器为cnc控制器。第一驱动组件112是由伺服电机和丝杆组成的驱动模组。伺服电机的设置有利于提高定位组件移动过程中的精确性。
56.在实际使用中,通过控制器控制第一驱动组件112带动定位组件移动,实现定位组件的前后位置调节,方便定位组件与粗模组件和精磨组件的前后位置对应;通过调节夹紧组件的长度,改变夹紧组件的夹紧端与定位组件前端的距离,从而增大定位组件中晶圆2的放置空间,增加放置晶圆2的数量,有利于提高生产效率,同时,通过夹紧组件的前端对定位组件中放置的晶圆2进行夹紧固定,限制晶圆2前后两端的位置;通过调整限位组件的宽度改变定位组件的容纳宽度,当限位组件的宽度调节到最宽时,方便晶圆2的放置和拿取,当限位组件的宽度调节到最窄时,限制晶圆2左右两侧的位置,加强对晶圆2的固定性。
57.粗模组件和精磨组件位于龙门架3的上方,龙门架3与底座1固定连接,龙门架3的横梁上安装有两个可进行水平和垂直方向移动的驱动机构,一个驱动机构与粗磨组件驱动连接,另一个驱动机构与精磨组件驱动连接,粗模组件、精磨组件和两个驱动机构均与控制器电连接。控制器为cnc控制器。
58.在实际使用中,将多个晶圆2一次性放置在定位组件内,通过控制器控制驱动机构进行水平移动带动粗磨组件置于多个晶圆2的正上方,通过控制器控制驱动机构进行垂直移动带动粗磨组件下降,同时控制器控制粗模组件工作多个晶圆2进行粗磨,粗磨完成后,通过控制器控制驱动机构带动粗磨组件远离多个晶圆2,然后,控制器控制驱动机构进行水平移动带动精磨组件置于多个晶圆2的正上方,通过控制器控制驱动机构进行垂直移动带
动精磨组件下降,同时控制器控制精模组件工作对多个晶圆2进行细磨,在打磨过程中,粗磨组件和细磨组件相互切换,提高了产品的打磨精度和生产效率。
59.在本实施例中,定位组件包括底板12,底板12与驱动机构驱动连接,底板12上安装有前挡板121和后挡板122,限位组件位于前挡板121和后挡板122的之间。
60.限位组件包括第一限位杆124和第二限位杆125,第一限位杆124位于第二限位杆125的下方,第一限位杆124的两端分别与前挡板121和后挡板122固定连接,第二限位杆125的两端分别与前挡板121和后挡板122活动连接。
61.在实际使用中,第一限位杆124安装在定位组件的下方,第二限位杆125安装在定位组件的上方,且将多个晶圆2放置在定位组件的内部时,第一限位杆124位于多个晶圆2圆心的下方,且与多个晶圆2的边缘接触;第二限位杆125位于多个晶圆2圆心的上方,当改变第二限位杆125的位置时,使两个第二限位杆125之间的距离最宽时,方便多个晶圆2的放置和拿取,当两个第二限位杆125之间的距离最窄时,第二限位杆125与多个晶圆2的边缘接触,有利于限制多个晶圆2左右两侧的位置。
62.前挡板121和后挡板122与第二限位杆125对应的位置均开设有活动槽,活动槽包括横槽1211和竖槽1212,横槽1211和竖槽1212相连通,竖槽1212的顶壁上螺纹连接有压紧螺杆1213。
63.在实际使用中,前挡板121两侧的活动槽对称设置,后挡板122两侧的活动槽对称设置,当第二限位杆125位于横槽1211靠近前挡板121或后挡板122的侧边缘一端时,两个第二限位杆125之间的距离最宽,当第二限位杆125位于竖槽1212的底部时,两个第二限位杆125之间的距离最窄,且旋转压紧螺杆1213对第二限位杆125进行按压,使第二限位杆125与多个晶圆2的边缘接触,从而限制多个晶圆2左右侧和上下侧的位置。
64.夹紧组件包括旋转螺杆1214,旋转螺杆1214与前挡板121螺纹连接,旋转螺杆1214的一端转动连接有夹紧片1215,旋转螺杆1214的另一端固定安装有转盘1216,转盘1216上固定安装有摇柄1217。
65.在实际使用中,通过转动摇柄1217,带动旋转螺杆1214的转动改变夹紧片1215与前挡板121之间的距离,从而增大定位组件中晶圆2的放置空间,同时,夹紧片1215与晶圆2接触时,便于对多个晶圆2进行夹紧固定,限制多个晶圆2的前后位置。
66.底板12上安装有限位块123,限位块123的中心区域开设有限位槽1231,限位槽1231的形状为倒置的“梯形”,将多个晶圆2置于限位槽1231内时,限位槽1231的两侧与多个晶圆2的边缘接触,具有对多个晶圆2限位的作用。
67.底座1上安装有固定块11,固定块11的中心区域开设有凹槽111,第一驱动组件112安装在凹槽111内,底板12的两侧分别与固定块11的两侧边缘滑动连接。
68.在实际使用中,第一驱动组件112带动底板12移动的过程中,底板12的两侧沿固定块11的两侧边缘滑动,加强底板12滑动过程中的稳定性。
69.在本实施例中,粗模组件包括第一驱动电机355和粗磨砂轮356,第一驱动电机355与驱动机构驱动连接,第一驱动电机355与粗磨砂轮356驱动连接,第一驱动电机355与控制器电连接;精磨组件包括第二驱动电机357和精磨砂轮358,第二驱动电机357与驱动机构驱动连接,第二驱动电机357与精磨砂轮358驱动连接,第二驱动电机357与控制器电连接。
70.在实际使用中,通过控制器控制第一驱动电机355高速转动,带动粗磨砂轮356转
动,对晶圆2上的notch定位槽21进行打磨;通过控制器控制第二驱动电机357高速转动,带动精磨砂轮358转动,对晶圆2上的notch定位槽21进行打磨。第一驱动电机355和第二驱动电机357的转速至少为10000r/min。
71.龙门架3的横梁上开设有安装槽31,驱动机构包括水平驱动组件32和垂直驱动组件34,水平驱动组件32固定在安装槽31内,水平驱动组件32上固定安装有第一固定板33,垂直驱动组件34固定安装在第一固定板33的中心区域,垂直驱动组件34上固定安装有第二固定板35,第一驱动电机355或第二驱动电机357固定安装在第二固定板35上。
72.在实际使用中,水平驱动组件32和垂直驱动组件34均为伺服电机和丝杆组成的驱动模组。伺服电机的设置有利于提高粗磨组件和精模组件位置移动的精确性。
73.在本实施例中,第一固定板33位于垂直驱动组件34的一侧固定安装有滑轨331,第二固定板35上安装有滑块351,滑块351与滑轨331滑动连接,在垂直驱动组件34驱动第二固定板35升降的过程中,滑块351沿滑轨331移动,保证第二固定板35移动过程中的平稳性,有利于提高粗磨组件或精磨组件工作过程中的平稳性。
74.龙门架3的横梁位于安装槽31的中心区域上安装有盖板36,龙门架3的横梁位于安装槽31的两端固定安装有封挡板37,封挡板37上安装有防尘板38,垂直驱动组件34位于盖板36和防尘板38之间的位置,且盖板36与防尘板38之间为垂直驱动组件34的水平移动留有足够的空间。防尘板38具有防尘和防水作用,减少水平驱动组件32落灰尘或进水的概率。
75.第二固定板35上安装有第一钣金保护罩352,第一钣金保护罩352罩设在第一驱动电机355或第二驱动电机357上,具有保护第一驱动电机355或第二驱动电机357的作用;第一驱动电机355或第二驱动电机357的输出轴穿过第一钣金保护罩352上的通孔,第一钣金保护罩352通过连接件353连接第二钣金保护罩354,第二钣金保护罩354罩设在粗磨砂轮356或精磨砂轮358上,具有保护粗磨砂轮356或精磨砂轮358的作用。连接件353为筒状,罩设在第一驱动电机355或第二驱动电机357的输出轴上,能够对第一驱动电机355或第二驱动电机357的输出轴进行保护。
76.龙门架3的横梁上设有坦克链39,坦克链39的一端与龙门架3连接,坦克链39的另一端与第一钣金保护罩352连接,垂直驱动组件34的连接线置于坦克链39内,坦克链39的设置具有保护连接线的作用。
77.本发明还提供一种晶圆notch定位槽的加工装置,包括定位组件、粗模组件和精磨组件,定位组件的下方设有第一驱动组件112,第一驱动组件112安装在底座1上,第一驱动组件112与定位组件驱动连接,定位组件的两侧对称地设置有可调节宽度的限位组件,定位组件的前端设置有夹紧组件,第一驱动组件112与控制器电连接。控制器为cnc控制器。第一驱动组件112是由伺服电机和丝杆组成的驱动模组。伺服电机的设置有利于提高定位组件移动过程中的精确性。
78.在实际使用中,通过控制器控制第一驱动组件112带动定位组件移动,实现定位组件的前后位置调节,方便定位组件与粗模组件和精磨组件的前后位置对应;通过调节夹紧组件的长度,改变夹紧组件的夹紧端与定位组件前端的距离,从而增大定位组件中晶圆2的放置空间,增加放置晶圆2的数量,有利于提高生产效率,同时,通过夹紧组件的前端对定位组件中放置的晶圆2进行夹紧固定,限制晶圆2前后两端的位置;通过调整限位组件的宽度改变定位组件的容纳宽度,当限位组件的宽度调节到最宽时,方便晶圆2的放置和拿取,当
限位组件的宽度调节到最窄时,限制晶圆2左右两侧的位置,加强对晶圆2的固定性。
79.粗模组件和精磨组件位于龙门架3的上方,龙门架3与底座1固定连接,龙门架3的横梁上安装有两个可进行水平和垂直方向移动的驱动机构,一个驱动机构与粗磨组件驱动连接,另一个驱动机构与精磨组件驱动连接,粗模组件、精磨组件和两个驱动机构均与控制器电连接。控制器为cnc控制器。
80.在实际使用中,将多个晶圆2一次性放置在定位组件内,通过控制器控制驱动机构进行水平移动带动粗磨组件置于多个晶圆2的正上方,通过控制器控制驱动机构进行垂直移动带动粗磨组件下降,同时控制器控制粗模组件工作多个晶圆2进行粗磨,粗磨完成后,通过控制器控制驱动机构带动粗磨组件远离多个晶圆2,然后,控制器控制驱动机构进行水平移动带动精磨组件置于多个晶圆2的正上方,通过控制器控制驱动机构进行垂直移动带动精磨组件下降,同时控制器控制精模组件工作对多个晶圆2进行细磨,在打磨过程中,粗磨组件和细磨组件相互切换,提高了产品的打磨精度和生产效率。
81.在本实施例中,定位组件包括底板12,底板12与驱动机构驱动连接,底板12上安装有前挡板121和后挡板122,限位组件位于前挡板121和后挡板122的之间。
82.限位组件包括第一限位杆124和第二限位杆125,第一限位杆124位于第二限位杆125的下方,第一限位杆124的两端分别与前挡板121和后挡板122固定连接,第二限位杆125的两端分别与前挡板121和后挡板122活动连接。
83.在实际使用中,第一限位杆124安装在定位组件的下方,第二限位杆125安装在定位组件的上方,且将多个晶圆2放置在定位组件的内部时,第一限位杆124位于多个晶圆2圆心的下方,且与多个晶圆2的边缘接触;第二限位杆125位于多个晶圆2圆心的上方,当改变第二限位杆125的位置时,使两个第二限位杆125之间的距离最宽时,方便多个晶圆2的放置和拿取,当两个第二限位杆125之间的距离最窄时,第二限位杆125与多个晶圆2的边缘接触,有利于限制多个晶圆2左右两侧的位置。
84.前挡板121和后挡板122与第二限位杆125对应的位置均开设有活动槽,活动槽包括横槽1211和竖槽1212,横槽1211和竖槽1212相连通,竖槽1212的顶壁上螺纹连接有压紧螺杆1213。
85.在实际使用中,前挡板121两侧的活动槽对称设置,后挡板122两侧的活动槽对称设置,当第二限位杆125位于横槽1211靠近前挡板121或后挡板122的侧边缘一端时,两个第二限位杆125之间的距离最宽,当第二限位杆125位于竖槽1212的底部时,两个第二限位杆125之间的距离最窄,且旋转压紧螺杆1213对第二限位杆125进行按压,使第二限位杆125与多个晶圆2的边缘接触,从而限制多个晶圆2左右侧和上下侧的位置。
86.夹紧组件包括旋转螺杆1214,旋转螺杆1214与前挡板121螺纹连接,旋转螺杆1214的一端转动连接有夹紧片1215,旋转螺杆1214的另一端固定安装有转盘1216,转盘1216上固定安装有摇柄1217。
87.在实际使用中,通过转动摇柄1217,带动旋转螺杆1214的转动改变夹紧片1215与前挡板121之间的距离,从而增大定位组件中晶圆2的放置空间,同时,夹紧片1215与晶圆2接触时,便于对多个晶圆2进行夹紧固定,限制多个晶圆2的前后位置。
88.底板12上安装有限位块123,限位块123的中心区域开设有限位槽1231,限位槽1231的形状为倒置的“梯形”,将多个晶圆2置于限位槽1231内时,限位槽1231的两侧与多个
晶圆2的边缘接触,具有对多个晶圆2限位的作用。
89.底座1上安装有固定块11,固定块11的中心区域开设有凹槽111,第一驱动组件112安装在凹槽111内,底板12的两侧分别与固定块11的两侧边缘滑动连接。
90.在实际使用中,第一驱动组件112带动底板12移动的过程中,底板12的两侧沿固定块11的两侧边缘滑动,加强底板12滑动过程中的稳定性。
91.在本实施例中,粗模组件包括第一驱动电机355和粗磨砂轮356,第一驱动电机355与驱动机构驱动连接,第一驱动电机355与粗磨砂轮356驱动连接,第一驱动电机355与控制器电连接;精磨组件包括第二驱动电机357和精磨砂轮358,第二驱动电机357与驱动机构驱动连接,第二驱动电机357与精磨砂轮358驱动连接,第二驱动电机357与控制器电连接。
92.在实际使用中,通过控制器控制第一驱动电机355高速转动,带动粗磨砂轮356转动,对晶圆2上的notch定位槽21进行打磨;通过控制器控制第二驱动电机357高速转动,带动精磨砂轮358转动,对晶圆2上的notch定位槽21进行打磨。第一驱动电机355和第二驱动电机357的转速至少为10000r/min。
93.龙门架3的横梁上开设有安装槽31,驱动机构包括水平驱动组件32和垂直驱动组件34,水平驱动组件32固定在安装槽31内,水平驱动组件32上固定安装有第一固定板33,垂直驱动组件34固定安装在第一固定板33的中心区域,垂直驱动组件34上固定安装有第二固定板35,第一驱动电机355或第二驱动电机357固定安装在第二固定板35上。
94.在实际使用中,水平驱动组件32和垂直驱动组件34均为伺服电机和丝杆组成的驱动模组。伺服电机的设置有利于提高粗磨组件和精模组件位置移动的精确性。
95.在本实施例中,第一固定板33位于垂直驱动组件34的一侧固定安装有滑轨331,第二固定板35上安装有滑块351,滑块351与滑轨331滑动连接,保证第二固定板35移动过程中的平稳性,有利于提高粗磨组件或精磨组件工作过程中的平稳性。
96.龙门架3的横梁位于安装槽31的中心区域上安装有盖板36,龙门架3的横梁位于安装槽31的两端固定安装有封挡板37,封挡板37上安装有防尘板38,垂直驱动组件34位于盖板36和防尘板38之间的位置,且盖板36与防尘板38之间为垂直驱动组件34的水平移动留有足够的空间。防尘板38具有防尘和防水作用,减少水平驱动组件32落灰尘或进水的概率。
97.第二固定板35上安装有第一钣金保护罩352,第一钣金保护罩352罩设在第一驱动电机355或第二驱动电机357上,具有保护第一驱动电机355或第二驱动电机357的作用;第一驱动电机355或第二驱动电机357的输出轴穿过第一钣金保护罩352上的通孔,第一钣金保护罩352通过连接件353连接第二钣金保护罩354,第二钣金保护罩354罩设在粗磨砂轮356或精磨砂轮358上,具有保护粗磨砂轮356或精磨砂轮358的作用。连接件353为筒状,罩设在第一驱动电机355或第二驱动电机357的输出轴上,能够对第一驱动电机355或第二驱动电机357的输出轴进行保护。
98.龙门架3的横梁上设有坦克链39,坦克链39的一端与龙门架3连接,坦克链39的另一端与第一钣金保护罩352连接,垂直驱动组件34的连接线置于坦克链39内,坦克链39的设置具有保护连接线的作用。
99.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进
行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1