一种轴类零件全自动淬火系统的制作方法
1.本发明涉及淬火技术领域,具体是涉及一种轴类零件全自动淬火系统。
背景技术:
2.淬火是指利用高频电流(30k-1000khz)使工件表面局部进行加热、冷却,获得表面硬化层的热处理方法。这种方法只是对工件一定深度的表面进行强化,而心部基本上保持处理前的组织和性能,因而可获得高强度,高耐磨性和高韧性的综合。又因是局部加热,所以能显著减少淬火变形,降减能耗。
3.传统手工的淬火方式是,工人直接手持工件,将工件需要淬火的部分放入具有高频电流的感应线圈中,待工件加热至一定程度,再将工件放入水中冷却。然而,这种传统手工淬火方式,一方面,生产效率低,工作强度大,易对工人皮肤、眼睛等产生损害,另一方面,感应线圈加热的时间不好控制,淬火的质量完全取决于工人的技艺水平,每个工件的淬火质量也不尽相同。
4.中国专利cn201510124574.4公开了一种自动淬火设备,包括机架及与高频电源电路连接的感应线圈,包括:一旋转升降机构,包括纵向设置的用于夹持轴类工件的气爪,该气爪能以自身轴线旋转和进行纵向升降;一自动送料机构,位于旋转升降机构旁边,将轴类工件从排料箱送至旋转升降机构,供旋转升降机构中的气爪夹持;一接料机构,位于旋转升降机构的下方,用来接受淬火后的轴类工件;所述感应线圈横向设置,与旋转升降机构中气爪夹持轴类工件配合,并使冷却液流经该感应线圈位置处。
5.该淬火设备在停止淬火后,其轴件表面易残留冷却液,现有的吹风装置仅能够吹干被夹持轴件的迎风侧,轴件的背风侧和夹持位置的冷却液无法被吹干。
技术实现要素:
6.基于此,有必要针对现有技术问题,提供一种轴类零件全自动淬火系统。
7.为解决现有技术问题,本发明采用的技术方案为:
8.一种轴类零件全自动淬火系统,包括淬火机构、定位机构、吹气除水机构、移动机构和夹持机构,淬火机构具有感应线圈,定位机构设置在淬火机构上用以将轴件同轴固定在感应线圈中,吹气除水机构设置在淬火机构的加工位的一侧,移动机构设置在淬火机构的外侧,移动机构具有能够自淬火机构的加工位移动至吹气除水机构的吹气区的第一执行部,夹具机构设置在移动机构的第一执行部上,夹持机构具有以释放的方式沿径向夹持轴件的第二执行部,第二执行部上设置有两个夹具,夹具的夹持侧设置有至少两个转辊,转辊与夹持状态下的轴件同轴向,转辊的圆周面上设置有与其同轴的单向螺纹片,两个夹具沿径向夹持轴件时,单向螺纹片先于夹具的夹持侧抵接在轴件的圆周面上,夹具上还设置有用于驱动转辊自行转动的第一驱动器。
9.优选地,转辊有两个,夹具还包括第一夹板、第二夹板、连接板、光杆、双向丝杆、第一移动架和第二移动架,第一夹板和第二夹板,第一夹板和第二夹板通过连接板对称固定
设置在夹持机构的第二执行部上,光杆设置在第一夹板和第二夹板之间,光杆沿垂直于轴件的被夹持径向的方向延伸,双向丝杆转动设置在第一夹板和第二夹板之间,双向丝杆与光杆同轴向,第一移动架和第二移动架沿轴向滑动设置在光杆上,且第一移动架和第二移动架分别与双向丝杆上的两段螺纹同轴拧接,两个转辊分别转动设置在第一移动架和第二移动架上。
10.优选地,第一驱动器包括双轴伺服电机和同步链,双轴伺服电机固定设置在第一夹板和第二夹板之间,双轴伺服电机的输出轴通过同步链与两个转辊同步传动连接。
11.优选地,转辊外套设有柔性套。
12.优选地,夹具还包括固定销和弹簧,固定销,抵接板设置在第一夹板和第二夹板的夹持侧,固定销垂直固定设置在抵接板的一侧,夹持机构的第二执行部通过固定销与抵接板滑动配合,弹簧套设在固定销上,弹簧的两端分别抵接在抵接板和夹持机构的第二执行部的相对端,第二执行部夹持轴件时,两个夹具克服弹簧的弹性而夹持轴件。
13.优选地,淬火系统还包括上料机构和下料机构,上料机构和下料机构分别设置在淬火机构的两侧,吹气除水机构位于淬火机构的淬火区和下料机构之间,上料机构具有向夹持机构输送轴件的上料位,下料机构具有用于盛放轴件的下料位;移动机构包括第一横移伺服电机、第一纵移伺服电机、第二横移伺服电机和第二纵移伺服电机,第一横移伺服电机水平设置在上料机构和淬火机构的淬火区的顶部,第一纵移伺服电机沿竖直方向设置在第一横移伺服电机的横移部,第二横移伺服电机水平设置在淬火机构的淬火区和手指气缸的顶部,第二纵移伺服电机沿竖直方向设置在第二横移伺服电机的横移部,夹持机构具有两个,两个夹持机构分别设置在第一纵移伺服电机和第二纵移伺服电机的纵移部。
14.优选地,夹持机构还包括用以形成第二执行部的手指气缸,夹具设置在手指气缸的夹爪上。
15.优选地,定位机构具有可沿竖直方向固定轴件两端的定位部,移动机构还包括第一翻转气缸和第二翻转气缸,第一翻转气缸和第二翻转气缸分别设置在第一纵移伺服电机和第二纵移伺服电机的纵移部,第一翻转气缸和第二翻转气缸分别具有能够沿竖直方向翻转九十度的第一翻转部和第二翻转部,手指气缸设置在第一翻转部和第二翻转部上。
16.优选地,定位机构包括下压驱动器和第二驱动器,所述下压驱动器和第二驱动器的工作端相对且同轴向设置在淬火机构的淬火区,下压驱动器的工作端具有尖端朝下的压尖,第二驱动器的工作端具有尖端朝上的顶尖。
17.优选地,吹气除水机构包括总气管和气嘴,总气管沿竖直方向设置在淬火机构上,气嘴沿轴向等间距设置在总气管上,且气嘴的出风口沿水平方向延伸,总气管与气泵的输出口连通。
18.本技术相比较于现有技术的有益效果是:
19.1.本技术通过夹持机构上的夹具沿径向夹持轴件,使转辊和单向螺纹片相对夹具同步旋转,夹持状态下的轴件在被转动的单向螺纹片抵接时螺旋升降,从而使轴件的圆周面能够被单向的气流吹到,以防止轴件局部因夹持或背风无法被吹除冷却液;
20.2.本技术通过相对连接板转动双向丝杆,使第一移动架和第一夹板在光杆上相向或背向移动,从而能够调节两个转辊之间的距离,使得四个转辊能够沿径向夹持住不同直径的轴件;
21.3.本技术通过启动双轴伺服电机时,使双轴伺服电机能够带动转辊在第一夹板和第一驱动器上稳定转动,从而便于引导轴件沿竖直方向螺旋升降;
22.4.本技术通过在转辊外套设柔性套,使得单向螺纹片通过柔性套间接抵接在轴件的圆周面上,从而在不影响转动的单向螺纹片对轴件作用的同时,能够避免单向螺纹片刮花轴件;
23.5.本技术通过将夹持机构的第二执行部需克服弹簧的弹力而夹持轴件,避免夹持机构刚性夹持轴件,使得夹持过程更加稳定;
24.6.本技术通过在淬火机构的两侧设置上料机构和下料机构,以及第一横移伺服电机、第一纵移伺服电机、第二横移伺服电机和第二纵移伺服电机,能够使得轴件背自动送至定位机构上,且在淬火完成后,轴件能够被自行下料送至指定地点;
25.7.本技术通过为手指气缸的夹持机构,使得手指气缸能够稳定的沿径向夹持轴件;
26.8.本技术通过第一翻转气缸和第二翻转气缸,通过启动第一翻转气缸或第二翻转气缸后,手指气缸能够带动轴件由水平姿态转为竖直姿态,或带动轴件由竖直姿态转为水平姿态;
27.9.本技术通过压尖和顶尖对轴件的两端进行定位,在淬火时,通过启动第二驱动器,使得轴件能够在压尖和顶尖之间同轴转动,而感应线圈能够相对静止的轴件沿竖直方向升降,以此便于均匀淬火;
28..本技术通过将设置有多个气嘴的总气管设置在淬火机构上,使得高压气体通过气嘴吹向螺旋升降的轴件,从而对轴件快速吹干。
附图说明
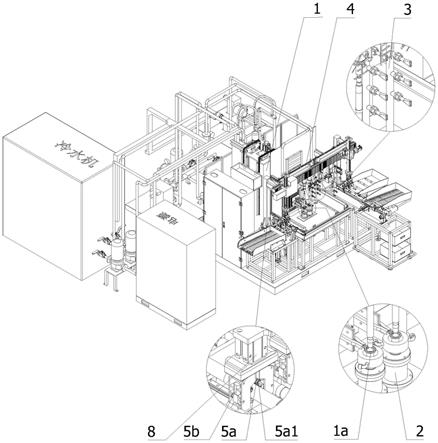
29.图1是本技术的淬火系统的立体图;
30.图2是本技术的淬火系统的正视图;
31.图3是图2的a处局部放大图;
32.图4是图2的b处局部放大图;
33.图5是图2的c处局部放大图;
34.图6是图2的d处局部放大图;
35.图7是图2的e处局部放大图;
36.图8是本技术的夹持机构夹持状态下的立体图;
37.图9是本技术的夹持机构夹持状态下的俯视图;
38.图10是本技术的夹具的局部立体分解图;
39.图11是本技术的转辊在套设柔性套后的轴向剖视图。
40.图中标号为:
41.1-淬火机构;1a-感应线圈;2-定位机构;2a-下压驱动器;2a1-压尖;2b-第二驱动器;2b1-顶尖;3-吹气除水机构;3a-总气管;3b-气嘴;4-移动机构;4a-第一横移伺服电机;4b-第一纵移伺服电机;4c-第二横移伺服电机;4d-第二纵移伺服电机;4e-第一翻转气缸;4f-第二翻转气缸;8-手指气缸;5-夹具;5a-转辊;5a1-单向螺纹片;5a2-柔性套;5b-第一驱动器;5b1-双轴伺服电机;5b2-同步链;5c-第一夹板;5d-第二夹板;5e-连接板;5f-光杆;
5g-双向丝杆;5h-第一移动架;5i-第二移动架;5j-固定销;5k-弹簧;5m-抵接板;6-上料机构;7-下料机构。
具体实施方式
42.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
43.如图1-11所示,本技术提供:
44.一种轴类零件全自动淬火系统,包括淬火机构1、定位机构2、吹气除水机构3、移动机构4和夹持机构,淬火机构1具有感应线圈1a,定位机构2设置在淬火机构1上用以将轴件同轴固定在感应线圈1a中,吹气除水机构3设置在淬火机构1的加工位的一侧,移动机构4设置在淬火机构1的外侧,移动机构4具有能够自淬火机构1的加工位移动至吹气除水机构3的吹气区的第一执行部,夹具机构设置在移动机构4的第一执行部上,夹持机构具有以释放的方式沿径向夹持轴件的第二执行部,第二执行部上设置有两个夹具5,
45.夹具5的夹持侧设置有至少两个转辊5a,转辊5a与夹持状态下的轴件同轴向,转辊5a的圆周面上设置有与其同轴的单向螺纹片5a1,两个夹具5沿径向夹持轴件时,单向螺纹片5a1先于夹具5的夹持侧抵接在轴件的圆周面上,夹具5上还设置有用于驱动转辊5a自行转动的第一驱动器5b。
46.基于上述实施例,本技术想要解决的技术问题是轴件在淬火完成后,能够对轴件的圆周面进行全面吹风除水。为此,本技术通过夹持机构上的夹具5沿径向夹持轴件,并通过启动第一驱动器5b,使转辊5a和单向螺纹片5a1相对夹具5同步旋转,使得夹持状态下的轴件在被转动的单向螺纹片5a1抵接时螺旋升降,从而使轴件的圆周面能够被单向的气流吹到,以防止轴件局部因夹持或背风无法被吹除冷却液;
47.如图1所示,具体操作如下,
48.启动夹持机构,使得夹具5沿径向夹持待淬火轴件,即使得单向螺纹片5a1先于夹具5的夹持侧抵接在轴件的圆周面上,从而形成对轴件的夹持;启动移动机构4,使其执行部带动携带有待淬火轴件的夹持机构移动至定位机构2上,然后移动机构4带动夹持机构复位,启动淬火机构1,使得感应线圈1a对轴件进行加热及冷却,从而实现淬火作业;
49.淬火结束后,感应线圈1a复位,移动机构4的执行部带动夹持机构重新夹持轴件,然后移动机构4的执行部带动携有成品轴件的夹持机构移动至吹气除水机构3的吹风区,因吹气除水机构3的吹风区为单侧水平吹风,且夹具5夹持轴件的区域无法被吹到,启动第一驱动器5b,使其带动转辊5a在夹具5上同步转动,因单向螺纹片5a1同轴向抵接在轴件的圆周面上,使得旋转的单向螺纹片5a1能够对轴件的圆周面产生一个螺旋向上或向下的力,使轴件在被夹持的状态下,轴件能够向上或向下移动的同时自转,从而改变轴件的夹持位置和迎风面,以此对轴件进行全面吹风;
50.淬火系统还包括冷水机和水循环处理系统,通过水循环系统能够将淬火时产生的废液重新过滤和清洁,以便于循环利用冷却液,使得冷却液经过冷水机后再对轴件进行淬火,能够有效提高淬火效率。
51.如图8、图9和图10所示,进一步的:
52.转辊5a有两个,夹具5还包括第一夹板5c、第二夹板5d、连接板5e、光杆5f、双向丝
杆5g、第一移动架5h和第二移动架5i,第一夹板5c和第二夹板5d,第一夹板5c和第二夹板5d通过连接板5e对称固定设置在夹持机构的第二执行部上,光杆5f设置在第一夹板5c和第二夹板5d之间,光杆5f沿垂直于轴件的被夹持径向的方向延伸,双向丝杆5g转动设置在第一夹板5c和第二夹板5d之间,双向丝杆5g与光杆5f同轴向,第一移动架5h和第二移动架5i沿轴向滑动设置在光杆5f上,且第一移动架5h和第二移动架5i分别与双向丝杆5g上的两段螺纹同轴拧接,两个转辊5a分别转动设置在第一移动架5h和第二移动架5i上。
53.基于上述实施例,本技术想要解决的技术问题是在实际加工生产的过程中,轴件的直径各不相同,而轴距相同的转辊5a无法满足夹持不同直径的轴件的要求,因此。为此,本技术通过第一夹板5c和第二夹板5d形成了用于支撑两个转辊5a移动的结构,当需要调节两个转辊5a之间的轴距时,相对连接板5e转动双向丝杆5g,因第一移动架5h和第二移动架5i分别与双向丝杆5g上的两段螺纹同轴拧接,使得第一移动架5h和第一夹板5c在光杆5f上相向或背向移动,从而能够调节两个转辊5a之间的距离,使得四个转辊5a能够沿径向夹持住不同直径的轴件。
54.如图10所示,进一步的:
55.第一驱动器5b包括双轴伺服电机5b1和同步链5b2,双轴伺服电机5b1固定设置在第一夹板5c和第二夹板5d之间,双轴伺服电机5b1的输出轴通过同步链5b2与两个转辊5a同步传动连接。
56.基于上述实施例,本技术想要解决的技术问题是第一驱动器5b如何驱动转辊5a在夹具5上旋转。为此,本技术通过将第一驱动器5b固定设置在第一夹板5c和第二夹板5d之间,且使得双轴伺服电机5b1的输出轴通过同步链5b2与两个转辊5a同步传动连接,当启动双轴伺服电机5b1时,双轴伺服电机5b1能够带动转辊5a在第一夹板5c和第一驱动器5b上稳定转动,从而便于引导轴件沿竖直方向螺旋升降。
57.如图11所示,进一步的:
58.转辊5a外套设有柔性套5a2。
59.基于上述实施例,本技术想要解决的技术问题是旋转的单向螺纹片5a1易刮花轴件的圆周面。为此,本技术通过在转辊5a外套设柔性套5a2,使得单向螺纹片5a1通过柔性套5a2间接抵接在轴件的圆周面上,从而在不影响转动的单向螺纹片5a1对轴件作用的同时,能够避免单向螺纹片5a1刮花轴件。
60.如图10所示,进一步的:
61.夹具5还包括固定销5j和弹簧5k,固定销5j,抵接板5m设置在第一夹板5c和第二夹板5d的夹持侧,固定销5j垂直固定设置在抵接板5m的一侧,夹持机构的第二执行部通过固定销5j与抵接板5m滑动配合,弹簧5k套设在固定销5j上,弹簧5k的两端分别抵接在抵接板5m和夹持机构的第二执行部的相对端,第二执行部夹持轴件时,两个夹具5克服弹簧5k的弹性而夹持轴件。
62.基于上述实施例,本技术想要解决的技术问题是夹持组件夹持力过大易使轴件产生形变,或刚性力无法稳定夹持轴件。为此,本技术通过将抵接板5m设置在第一夹板5c和第一夹板5c的夹持侧,并将夹持机构的第二执行部通过固定销5j与抵接板5m滑动配合,而弹簧5k套设在固定销5j上,当夹持机构的第二执行部的夹持间隙减小,转辊5a抵接在轴件的圆周面上时,夹持机构的第二执行部需克服弹簧5k的弹力而夹持轴件,避免夹持机构刚性
夹持轴件,使得夹持过程更加稳定。
63.如图2所示,进一步的:
64.淬火系统还包括上料机构6和下料机构7,上料机构6和下料机构7分别设置在淬火机构1的两侧,吹气除水机构3位于淬火机构1的淬火区和下料机构7之间,上料机构6具有向夹持机构输送轴件的上料位,下料机构7具有用于盛放轴件的下料位;移动机构4包括第一横移伺服电机4a、第一纵移伺服电机4b、第二横移伺服电机4c和第二纵移伺服电机4d,第一横移伺服电机4a水平设置在上料机构6和淬火机构1的淬火区的顶部,第一纵移伺服电机4b沿竖直方向设置在第一横移伺服电机4a的横移部,第二横移伺服电机4c水平设置在淬火机构1的淬火区和手指气缸8的顶部,第二纵移伺服电机4d沿竖直方向设置在第二横移伺服电机4c的横移部,夹持机构具有两个,两个夹持机构分别设置在第一纵移伺服电机4b和第二纵移伺服电机4d的纵移部。
65.基于上述实施例,本技术想要解决的技术问题是如何自动化上下料。为此,本技术通过在淬火机构1的两侧设置上料机构6和下料机构7,使得上料机构6的上料位上始终有轴件,当启动第一横移伺服电机4a时,第一纵移伺服电机4b能够带动夹持机构在上料机构6和淬火机构1的淬火器的顶部移动,启动第一纵移伺服电机4b,使夹持机构在夹持上料位上的轴件后,能够带动轴件移动至定位机构2上,从而便于淬火机构1对固定状态的淬火机构1进行淬火;淬火完成后,启动第二横移伺服电机4c,使其带动另一夹持机构在淬火机构1的淬火区和手指气缸8的顶部启动,启动第二纵移伺服电机4d,使得该夹持机构能够将淬火后的轴件从定位机构2上取下并移动至下料机构7的下落为下料,在移动过程中,轴件经过吹气除水机构3,由吹气除水机构3对螺旋升降的轴件进行吹干。
66.如图6和图7所示,进一步的:
67.夹持机构还包括用以形成第二执行部的手指气缸8,夹具5设置在手指气缸8的夹爪上。
68.基于上述实施例,本技术想要解决的技术问题是夹持机构如何沿径向夹持轴件。为此,本技术通过为手指气缸8的夹持机构,使得手指气缸8能够稳定的沿径向夹持轴件。
69.如图6和图7所示,进一步的:
70.定位机构2具有可沿竖直方向固定轴件两端的定位部,移动机构4还包括第一翻转气缸4e和第二翻转气缸4f,第一翻转气缸4e和第二翻转气缸4f分别设置在第一纵移伺服电机4b和第二纵移伺服电机4d的纵移部,第一翻转气缸4e和第二翻转气缸4f分别具有能够沿竖直方向翻转九十度的第一翻转部和第二翻转部,手指气缸8设置在第一翻转部和第二翻转部上。
71.基于上述实施例,本技术想要解决的技术问题是轴件在上料位上呈水平姿态,而在淬火时,为保证轴件的轴线稳定且不变形,需要对竖直姿态的轴件进行淬火,水平姿态的轴件如何以竖直姿态被放置在定位机构2上。为此,本技术通过第一翻转气缸4e和第二翻转气缸4f,能够带动手指气缸8沿竖直方向翻转九十度,即手指气缸8能够沿竖直方向夹持轴件后,通过启动第一翻转气缸4e或第二翻转气缸4f后,手指气缸8能够带动轴件由水平姿态转为竖直姿态,或带动轴件由竖直姿态转为水平姿态。
72.如图3和图4所示,进一步的:
73.定位机构2包括下压驱动器2a和第二驱动器2b,所述下压驱动器2a和第二驱动器
2b的工作端相对且同轴向设置在淬火机构1的淬火区,下压驱动器2a的工作端具有尖端朝下的压尖2a1,第二驱动器2b的工作端具有尖端朝上的顶尖2b1。
74.基于上述实施例,本技术想要解决的技术问题是定位机构2如何对轴件进行竖直定位。为此,本技术通过压尖2a1和顶尖2b1对轴件的两端进行定位,当启动下压驱动器2a时,压尖2a1抵接轴件的顶端,使得轴件的地点抵接在顶尖2b1上,在淬火时,通过启动第二驱动器2b,使得轴件能够在压尖2a1和顶尖2b1之间同轴转动,而感应线圈1a能够相对静止的轴件沿竖直方向升降,以此便于均匀淬火。
75.如图5所示,进一步的:
76.吹气除水机构3包括总气管3a和气嘴3b,总气管3a沿竖直方向设置在淬火机构1上,气嘴3b沿轴向等间距设置在总气管3a上,且气嘴3b的出风口沿水平方向延伸,总气管3a与气泵的输出口连通。
77.基于上述实施例,本技术想要解决的技术问题是吹气除水机构3如何吹干轴件圆周面上的冷却液。为此,本技术通过将设置有多个气嘴3b的总气管3a设置在淬火机构1上,使得淬火后的轴件能够经过气嘴3b时,气泵向总气管3a中泵入气体,使得高压气体通过气嘴3b吹向轴件,从而对螺旋升降的轴件进行吹干作业。
78.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1