一种热轧带肋钢筋细化晶粒的方法与流程
1.本发明涉及一种热轧带肋钢筋细化晶粒的方法。
背景技术:
2.中国钢材需求量从下游行业看,建筑行业钢材的需求量最大,预计2022年建筑行业钢材需求量可达到4亿吨,在建筑行业中,需求量最大品种主要有螺纹钢。
3.随着gb1499.2新国标的颁布实施,穿水钢筋已无市场空间,导致钒氮、钒铁合金持续上涨,大大增加了抗震钢筋的合金成本,为了既少添加合金降低成本,又能满足新国标的要求,将热轧带肋钢筋晶粒细化,从而提高强度成为各钢厂研发的新风向标。
技术实现要素:
4.为了解决上述技术问题,本发明的目的是提供一种热轧带肋钢筋细化晶粒的方法,使其晶粒度比传统钢筋明显细化。
5.为解决上述技术问题,本发明采用如下技术方案:
6.本发明一种热轧带肋钢筋细化晶粒的方法,在常规热轧带肋钢筋轧制的基础上增加轧后控冷工序,即在轧制后增加一段控冷水箱,水箱内供水开启1台水泵,所述水泵型号为d200-43x4/js126-4,流量260m3/h,转数设置为1350转 /min,实现控冷水箱出口温度780℃-810℃范围。
7.进一步的,所述热轧带肋钢筋的化学成分以质量百分含量计算包括:c0.24%,si0.46%,mn1.25%,v0.02%,其余为fe及不可避免的杂质。
8.进一步的,所述热轧带肋钢筋的化学成分以质量百分含量计算包括: c0.24%,si0.47%,mn1.26%,v0.023%,其余为fe及不可避免的杂质。
9.与现有技术相比,本发明的有益技术效果:
10.通过本申请的轧后控冷工艺,热轧带肋钢筋的各项指标均达到目标要求且性能相当,其晶粒度比传统钢筋明显细化。
附图说明
11.下面结合附图说明对本发明作进一步说明。
12.图1为传统钢筋金相组织(晶粒度8.5级);
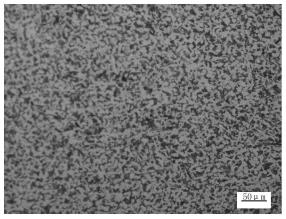
13.图2为实例2金相组织(晶粒度10级)。
具体实施方式
14.常规热轧带肋钢筋轧制后无任何控冷措施,组织晶粒一般较为粗大,因此其性能偏低,无法实现降低合金成本的目的,而本发明是在常规热轧带肋钢筋轧制的基础上增加轧后控冷工序,也就是本发明的技术方案是在轧制后增加一段控冷水箱,水箱内供水开启1台水泵,转数设置为1350转/min,所述水泵型号为d200-43x4/js126-4,流量260m3/h,实现
控冷水箱出口温度780℃-810℃范围。
15.为了摸索出上述工艺,在生产实践时对热轧带肋钢筋轧后控冷工艺研究确定了1#—4#四种工艺,经过工业试验表明1#、2#轧后控冷工艺其金相组织、宏观衬度符合新国标要求,3#、4#轧后控冷工艺不符合新国标要求,但1#工艺与目前现行工艺冷却强度相当,达不到通过轧制控冷实现降低合金成本的目的。
16.因此最终确定了冷却强度更大又符合新国标的2#工艺方案作为批量降本试制的控冷工艺。
17.表1轧制控冷工艺
[0018] 轧后控冷工艺控冷水箱出口温度1#工艺1台水泵800转/min810℃-850℃2#工艺1台水泵1350转/min780℃-810℃3#工艺2台水泵1350转/min,2台增压泵710℃-750℃4#工艺2台水泵1350转/min,3台增压泵700℃-740℃
[0019]
表2金相组织及宏观衬度结果比对
[0020][0021]
表3成品成分(%)
[0022] csimnv传统钢筋0.240.421.260.04实例10.240.461.250.02实例20.240.471.260.023
[0023]
传统钢筋为不进行轧后控冷,其合金元素v含量明显高于实例1和2,但是通过本申请的轧后控冷工艺,其各项指标均达到目标要求且性能相当,其晶粒度比传统钢筋明显细化。
[0024]
表4性能检测结果
[0025][0026]
[0027]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种热轧带肋钢筋细化晶粒的方法,其特征在于,在常规热轧带肋钢筋轧制的基础上增加轧后控冷工序,即在轧制后增加一段控冷水箱,水箱内供水开启1台水泵,转数设置为1350转/min,流量260m3/h,实现控冷水箱出口温度780℃-810℃范围。2.根据权利要求1所述的热轧带肋钢筋细化晶粒的方法,其特征在于,所述热轧带肋钢筋的化学成分以质量百分含量计算包括:c0.24%,si0.46%,mn1.25%,v0.02%,其余为fe及不可避免的杂质。3.根据权利要求1所述的热轧带肋钢筋细化晶粒的方法,其特征在于,所述热轧带肋钢筋的化学成分以质量百分含量计算包括:c0.24%,si0.47%,mn1.26%,v0.023%,其余为fe及不可避免的杂质。4.根据权利要求1所述的热轧带肋钢筋细化晶粒的方法,其特征在于,所述水泵型号为d200-43x4/js126-4。
技术总结
本发明公开了一种热轧带肋钢筋细化晶粒的方法,在常规热轧带肋钢筋轧制的基础上增加轧后控冷工序,即在轧制后增加一段控冷水箱,水箱内供水开启1台水泵,转数设置为1350转/min,流量260m3/h,实现控冷水箱出口温度780℃-810℃范围。本发明的目的是提供一种热轧带肋钢筋细化晶粒的方法,使其晶粒度比传统钢筋明显细化。明显细化。明显细化。
技术研发人员:吕刚 赵晓敏 杨鲁明 王刚 白月琴
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2022.02.17
技术公布日:2022/6/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1