抽真空系统、半导体工艺设备及抽真空的方法与流程
1.本技术属于半导体技术领域,具体涉及一种抽真空系统、半导体工艺设备及抽真空的方法。
背景技术:
2.卧式等离子体增强化学气相沉积(plasma enhanced chemical vapor deposition,pecvd)设备,能够在高真空石英腔室内利用高频电场激发工艺气体,以分解工艺气体sih4、nh3,从而在样品的表面沉积形成si3n4薄膜。该pecvd设备的自动化程度相对较高,能够满足太阳能电池生产线需求。在管式的pecvd设备中,抽真空系统是设备的关键部件。
3.然而,当前管式的pecvd设备为多套设备组合在一起运行,每套设备分别包括真空泵,从而导致多个真空泵的占地面积较大、能源消耗多、运行成本较高等问题。
技术实现要素:
4.本技术实施例的目的是提供一种抽真空系统、半导体工艺设备及抽真空的方法,至少能够解决管式的pecvd设备包括多个真空泵导致占用面积大的问题。
5.为了解决上述技术问题,本技术是这样实现的:
6.本技术实施例提供了一种抽真空系统,用于对半导体工艺设备的多个工艺腔室抽真空,多个所述工艺腔室分为多组工艺腔室组,每组所述工艺腔室组包括多个所述工艺腔室,所述抽真空系统包括:多组第一抽真空组件,以及第二抽真空组件;
7.多组所述第一抽真空组件用于与多组工艺腔室组一一对应连接,所述第一抽真空组件包括第一真空泵和多条第一抽真空管路,每组所述第一抽真空组件中的多条所述第一抽真空管路的出口端均与所述第一真空泵连接,每组所述第一抽真空组件中的多条所述第一抽真空管路的入口端分别用于与一组所述工艺腔室组中的多个所述工艺腔室一一对应连接;
8.所述第二抽真空组件包括第二真空泵和第二抽真空管路,所述第二抽真空管路的出口端与所述第二真空泵连接,所述第二抽真空管路的入口端用于与多个所述工艺腔室分别连接。
9.本技术实施例还提供了一种半导体工艺设备,包括上述抽真空系统。
10.本技术实施例还提供了一种抽真空的方法,应用于上述半导体工艺设备,所述方法包括:
11.当每组所述工艺腔室组中的所述工艺腔室进行工艺时,开启所述第一抽真空管路对与其对应连接的所述工艺腔室进行抽真空;
12.当每组所述工艺腔室组中的一个或多个所述工艺腔室在工艺过程中出现异常报警,且同一组所述工艺腔室组中的其它所述工艺腔室正常进行工艺时,关闭与异常报警的所述工艺腔室对应连接的所述第一抽真空管路,同时开启所述第二抽真空管路,以对异常
报警的所述工艺腔室进行抽真空。
13.在本技术实施例中,通过多组第一抽真空组件可以分别对多组工艺腔室组抽真空,且每组第一抽真空组件包括第一真空泵和多条第一抽真空管路,而每组第一抽真空组件中的多条第一抽真空管路共用一个第一真空泵,每组第一抽真空组件中的多条第一抽真空管路的入口与一组工艺腔室中的多个工艺腔室一一对应连接,如此,通过每组第一抽真空组件中的一个第一真空泵可以对每组工艺腔室组中的多个工艺腔室抽真空,相比于每一个工艺腔室对应一个真空泵的方式,本技术实施例能够减少抽真空系统所包括的第一真空泵的数量,从而可以减小多个第一真空泵的占地面积,提高第一真空泵的使用率,进而可以降低能耗和运行成本。
14.除此以外,第二抽真空组件包括第二真空泵和第二抽真空管路,第二真空泵通过第二抽真空管路与多个工艺腔室分别连接,从而可以保证每组工艺腔室组中异常工艺腔室出现报警,且同一组工艺腔室组中的其它工艺腔室正常进行工艺时,可以通过第二抽真空管路和第二真空泵对异常工艺腔室抽真空,以防止出现异常工艺腔室与正在进气工艺的其它工艺腔室共用后端管道,且共同连接第一抽真空泵,从而影响正常工艺的工艺腔室的工艺环境;且通过第二抽真空管路和第二真空泵对异常工艺腔室抽真空,可以避免异常的工艺腔室需要等正常的工艺腔室完成工艺过程后才能同时进行抽真空处理,进而减少了等待时间,增加了设备的灵活性,提高了生成效率,降低了工艺异常导致的产能损失。
附图说明
15.图1为相关技术中的pecvd设备中的工艺腔室与真空泵的平面布置示意图;
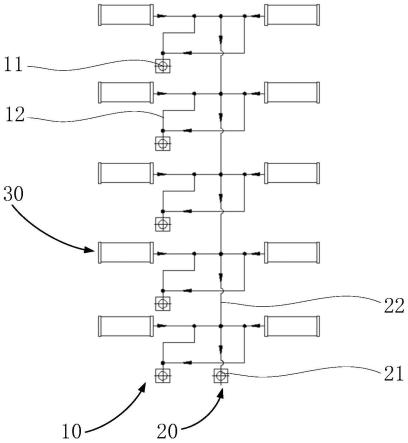
16.图2为本技术实施例公开的抽真空系统及多个工艺腔室的连接示意图;
17.图3为本技术实施例公开的第一抽真空组件、第二抽真空组件及工艺腔室的连接示意图;
18.图4为本技术实施例公开的每组第一抽真空组件、第二抽真空组件及其对应的工艺腔室的平面布置示意图;
19.图5为本技术实施例公开的控制阀处于第一状态的示意图;
20.图6为本技术实施例公开的控制阀处于第二状态的示意图。
21.附图标记说明:
22.01-石英腔室;02-真空泵;
23.10-第一抽真空组件;11-第一真空泵;12-第一抽真空管路;120-主管道;121-控制阀;1211-阀体;12110-贯通腔体;1212-阀板;122-第一开关阀;123-旁路管道;124-第二开关阀;125-调节阀;126-压力开关;127-压力传感器;128-泄压管道;129-第三开关阀;130-单向阀;
24.20-第二抽真空组件;21-第二真空泵;22-第二抽真空管路;220-共用管道;221-分支管道;222-第四开关阀;
25.30-工艺腔室。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
27.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
28.下面结合附图,通过具体的实施例及其应用场景对本技术实施例进行详细地说明。
29.参考图1,相关技术提供一种十管太阳能电池生产设备,其包括两台五管太阳能电池生产设备,且两台五管太阳能电池生产设备放置在厂房内。十管太阳能电池生产设备包括十个石英腔室01和十套抽真空系统,每套抽真空系统包括一个真空泵02,如此,真空泵02与石英腔室01一一对应,以通过每个真空泵02对与其对应的石英腔室01抽真空,且各个石英腔室01的抽真空过程相互独立、互不影响。
30.在布置十套真空系统时,相邻的两套真空系统各自的真空泵02之间需留有一定的安全距离和维护空间,方便二次配管和后续的维护,如此,导致十套真空系统各自的真空泵02的占地面积较大,从而导致厂房的部分面积被浪费。并且,每管的工艺时间相对较短,如,工艺时间为43min,而沉积步骤时间约为20min,仅占工艺时间的46%,而除去进出舟和升温这些不需要真空泵02参与的过程,剩余约23min的时间为真空泵02闲置的时间,如此,真空泵02的实际利用率相对较低,而大部分时间真空泵02处于闲置状态,从而造成了资源的浪费。
31.基于上述情况,本技术实施例提供了一种新型的抽真空系统,该抽真空系统可以降低真空泵的占地面积,以减少资源浪费。
32.参考图2至图6,本技术公开了一种抽真空系统,应用于半导体工艺设备中,其中,半导体工艺设备包括多个工艺腔室30,通过抽真空系统可以对半导体工艺设备的多个工艺腔室30进行抽真空。其中,多个工艺腔室30可以分为多组工艺腔室组,每组工艺腔室组包括多个工艺腔室30。
33.可选地,工艺腔室30可以为十个,分为五组,每组两个,且每组的两个工艺腔室30背靠背设置。当然,本技术实施例对于工艺腔室30的具体数量及其布置方式不作具体限制。例如,工艺腔室30可以为9个,分为三组,每组三个;或者,工艺腔室30为16个,分为四组,每组四个,等等。
34.所公开的抽真空系统包括多组第一抽真空组件10,以及第二抽真空组件20,其中,多组第一抽真空组件10与多组工艺腔室组一一对应连接,以通过多组第一抽真空组件10分别对多组工艺腔室组进行抽真空。另外,第二抽真空组件20也可以用于对工艺腔室30抽真空。
35.其中,每组第一抽真空组件10包括第一真空泵11和多条第一抽真空管路12,每组第一抽真空组件10中的多条第一抽真空管路12的出口端均与第一真空泵11连接,每组第一
抽真空组件10中的多条第一抽真空管路12的入口端分别用于与一组工艺腔室组中的多个工艺腔室30一一对应连接。
36.具体为,每组第一抽真空组件10中的多条第一抽真空管路12的出气口均与第一真空泵11的进气口连通,多条第一抽真空管路12各自的进气口分别与一组工艺腔室组中的多个工艺腔室30尾部的出气口一一对应连通。如此,在每组第一抽真空组件10中的第一真空泵11启动时,可以通过多个第一抽真空管路12将一组工艺腔室组中的多个工艺腔室30内的气体抽出,从而可以清除工艺腔室30内的残余工艺气体,以便于进行工艺的延续。
37.可选地,每组第一抽真空组件10可以包括一个第一真空泵11和两条第一抽真空管路12,相应地,每组工艺腔室组包括两个工艺腔室30,此时,两条抽真空管路12各自的进气口分别与两个工艺腔室30的出气口连通,以对两个工艺腔室30分别抽真空。
38.本技术实施例中,每组第一抽真空组件10中的多条第一抽真空管路12共用一个第一真空泵11,以通过共用的第一真空泵11分别对一组工艺腔室组中的多个工艺腔室30进行抽真空。此处需要说明的是,可以通过控制其中一条第一抽真空管路12的通断,优先对每组工艺腔室组中的其中一个工艺腔室30抽真空,而后对其他工艺腔室30抽真空,当然,还可以通过控制每组第一抽真空组件10中的多条第一抽真空管路12同时接通,以同时对每组工艺腔室组中的多个工艺腔室30抽真空,具体情况可以根据实际工况而选定。
39.一些实施例中,第二抽真空组件20包括第二真空泵21和第二抽真空管路22,第二抽真空管路22的出口端与第二真空泵21连接,第二抽真空管路22的入口端用于与多个工艺腔室30分别连接。
40.具体为,第二抽真空管路22的出气口与第二真空泵21的进气口连通,第二抽真空管路22的进气口与多个工艺腔室30的尾部的出气口分别连通。如此,在第二真空泵21启动时,可以通过第二抽真空管路22将任一工艺腔室30内的气体抽出,从而可以提高抽真空过程的灵活性,并保证工艺需求。
41.此处需要说明的是,为了使第二抽真空管路22与多个工艺腔室30分别连接,可以在第二抽真空管路22的进气口端设置多个分支管(如,下述的分支管道221),每个分支管对应连接一个工艺腔室30。另外,为了有针对性地对某一个或多个工艺腔室30抽真空,可以在分支管设置开关阀(如,下述的第四开关阀222),以控制分支管的连通或切断,从而可以根据实际情况对多个工艺腔室30中的一部分进行抽真空。
42.本技术实施例可以采用多组第一抽真空组件10对多个工艺腔室组抽真空,并且,每组第一抽真空组件10可以对每组工艺腔室组中的多个工艺腔室30分别或同时抽真空,而每组第一抽真空组件10包括一个第一真空泵11,通过一个第一真空泵11可以对每组工艺腔室组中的多个工艺腔室30抽真空,也即,采用一拖多的模式,相比于每个工艺腔室30对应一个第一真空泵11的方式,可以减少第一真空泵11的使用数量。如此,可以减小多个第一真空泵11的占地面积,提高第一真空泵11的使用率,进而可以降低能耗和运行成本。
43.除此以外,第二抽真空组件20包括第二真空泵21和第二抽真空管路22,第二真空泵21通过第二抽真空管路22与多个工艺腔室30分别连接,从而可以通过第二真空泵21对多个工艺腔室30抽真空,从而可以避免出现异常工艺腔室30需要等正常的工艺腔室30完成工艺过程后才能同时进行抽真空处理,进而减少了等待时间,增加了设备的灵活性,提高了生成效率,降低了工艺异常导致的产能损失。
44.一些实施例中,第一抽真空管路12可以包括主管道120、控制阀121和第一开关阀122,其中,主管道120用于连接第一真空泵11和工艺腔室30,控制阀121和第一开关阀122均设置于主管道120,且控制阀121位于第一开关阀122与第一真空泵11之间。
45.其中,主管道120用于流通气体,主管道120的进气口与工艺腔室30尾部的出气口连通,主管道120的出气口与第一真空泵11的进气口连通。如此,在第一真空泵11的作用下,工艺腔室30内的气体可以沿着主管道120向第一真空泵11方向流动,从而可以使工艺腔室30内的工艺尾气被排出。
46.控制阀121用于控制主管道120内气体的流量,以控制主管道120内的压力。一些实施例中,控制阀121可以包括阀体1211和阀板1212,阀板1212通过转轴可转动地设置于阀体1211内,转轴可以与驱动部件相连,或者转轴上设有旋转把手。如此,可以通过转轴输入动力,以驱动阀板1212在阀体1211内转动,从而可以改变阀板1212的边缘与阀体1211内壁之间的间隙,也即,通过转动阀板1212来改变控制阀121的开度,进而实现对主管道120内气体流量的控制,以调节抽真空速度。可选地,控制阀121可以是蝶阀,当然不仅限于此,还可以是其他形式。
47.第一开关阀122用于控制主管道120的连通或截断。具体为,在需要对工艺腔室30抽真空时,将第一开关阀122切换至开启状态,此时可以进行抽真空作业;当不需要对工艺腔室30抽真空时,为防止漏气而导致工艺腔室30内无法达到预设的真空度,可以将第一开关阀122切换至关闭状态,从而可以截断主管道120,以避免出现漏气现象。可选地,第一开关阀122可以是截止阀,当然,不仅限于此,还可以是其他形式。
48.基于上述设置,通过控制阀121和第一开关阀122的配合使用,既可以实现对主管道120通断的控制,又可以对主管道120内气体的流量进行控制,从而可以根据工艺需求进行抽真空作业。
49.在另一些实施例中,第一抽真空管路12还可以包括主管道120和第一开关阀122,主管道120连接第一真空泵11和工艺腔室30,第一开关阀122设置于主管道120。基于此,通过第一开关阀122的启闭可以控制主管道120的连通或截断,以满足工艺需求。可选地,第一开关阀122可以是截止阀,当然,不仅限于此,还可以是其他形式。
50.一些实施例中,第一抽真空管路12还可以包括旁路管道123,其中,旁路管道123的入口端与主管道120连接,且连接处位于第一开关阀122的上游,也即,位于第一开关阀122与工艺腔室30之间;旁路管道123的出口端与主管道120连接,且连接处位于控制阀121的下游,也即,位于控制阀121与第一真空泵11之间。另外,旁路管道123的公称通径小于主管道120的公称通径,旁路管道123设有第二开关阀124。基于此,可以使第二开关阀124与第一开关阀122及控制阀121分别并联设置。可以理解的是,上述公称通径即为各管道的通用口径。此处需要说明的是,本技术实施例中的上游具体指在抽真空过程中,沿气体流动方向的前侧,下游指在在抽真空过程中,沿气体流动方向的后侧。
51.其中,第二开关阀124用于控制旁路管道123的连通或截断。在需要通过旁路管道123抽真空时,可以将第二开关阀124切换至开启状态,以使旁路管道123接通,从而使工艺腔室30内的气体可以沿着旁路管道123流向第一真空泵11,以实现抽真空;当不需要通过旁路管道123抽真空时,可以将第二开关阀124切换至关闭状态,以使旁路管道123截断,从而使工艺腔室30内的气体无法沿着旁路管道123流向第一真空泵11。可选地,第二开关阀124
可以是气动截止阀。
52.基于上述设置,由于旁路管道123的公称通径小于主管道120的公称通径,使得旁路管道123的流导较小,由此,可以通过切换旁路管道123的通断而调节抽真空速度。具体为:在对工艺腔室30抽真空的初始阶段,将第一开关阀122关闭,第二开关阀124开启,此时,在第一真空泵11的抽吸作用下,工艺腔室30内的气体首先沿着主管道120的位于第一开关阀122与工艺腔室30之间的一段流动,而后进入旁路管道123并沿着旁路管道123继续流动,而后由旁路管道123进入主管道120的位于控制阀121与第一真空泵11之间的一段中,并沿其流动,最终由第一真空泵11排出,从而实现了对工艺腔室30的预抽真空过程。
53.在预抽真空过程中,由于旁路管道123的流导相对较小,限制了第一真空泵11对工艺腔室30内气体的抽速,从而可以缓解晶圆在石墨舟上的振动,防止晶圆被划伤,降低了晶圆的碎片率。
54.在预抽真空过程经过一段时间后,将第一开关阀122开启,第二开关阀124关闭,此时主管道120全部畅通,旁路管道123被截断,使工艺腔室30内的气体沿主管道120流动,最终被第一真空泵11排出,从而实现了对工艺腔室30的抽真空,以快速抽出残余的工艺气体。
55.此处需要说明的是,本技术实施例中通过设置旁路管道123进行预抽真空,可以使整个抽真空过程在初始阶段内的抽速有所降低,相比于整个抽真空过程均采用较大抽速的方式,本技术实施例中的抽真空过程,在抽真空初期不易损坏晶圆,保证了晶圆的良率。
56.为了进一步调节旁路管道123的流导,还可以在旁路管道123设置调节阀125,调节阀125位于第二开关阀124的下游,也即,位于旁路管道123的出口端与第二开关阀124之间。基于此,通过控制调节阀125的开度可以调节旁路管道123的流通截面积,从而实现对旁路管道123的流导的调节,进而可以实现多种抽速的抽真空过程,以提升抽真空系统的适应性。可选地,调节阀125可以是手动调节阀,当然不限于此,还可以是其他形式。
57.为了控制工艺腔室30内的工作压力,第一抽真空管路12还可以包括压力传感器127,压力传感器127连接于主管道120,且连接处位于第一开关阀122的上游,也即,位于旁路管道123的进口端及主管道120的连接处与工艺腔室30之间。基于此,可以通过压力传感器127检测主管道120内的真空压力。
58.一些实施例中,在进行预抽真空过程中,启动第一真空泵11,关闭第一开关阀122,开启第二开关阀124,随着第一真空泵11的运转,使工艺腔室30内的气体沿主管道120的一段、旁路管道123以及主管道120的另一段进入第一真空泵11,并由第一真空泵11排出,此过程中,压力传感器127实时检测主管道120内的真空压力;当主管道120内的真空压力达到预设压力值时,即工艺腔室30内的真空压力达到预设压力时,开启第一开关阀122,关闭第二开关阀124,此时工艺腔室30内的气体完全沿主管道120进入第一真空泵11,并由第一真空泵11排出,此过程中,可以根据压力传感器127的检测结果相应地调节控制阀121的开度,从而控制工艺腔室30内的工作压力,以满足工艺需求。
59.在工艺结束后,需要向工艺腔室30内充氮回填,以实现泄压。为了检测工艺腔室30内充氮后的压力,第一抽真空管路12还可以包括压力开关126,压力开关126连接于主管道120,且连接处位于压力传感器127与旁路管道123,用于检测主管道120内的气体压力。基于此,当主管道120(或,工艺腔室30)内的气体压力达到压力开关126限定的压力值时,可以将工艺腔室30的炉门开启,以便于泄压。此处需要说明的是,上述压力开关126的具体结构及
其工作原理可参考相关技术,此处不再赘述。
60.一些实施例中,工艺结束后,将第一开关阀122和第二开关阀124均关闭,此时,主管道120被截断;而后可以通过充氮装置向工艺腔室30内充入氮气,以实现充氮回填,从而使工艺腔室30内的真空度逐渐减小,气体压力逐渐增大,当压力达到压力开关126限定的数值时,工艺腔室30的炉门可以开启,从而实现泄压。
61.除此以外,第一抽真空管路12还可以包括泄压管道128、第三开关阀129和单向阀130。其中,泄压管道128的一端连接于主管道120,且连接处位于旁路管道123与压力开关126之间,第三开关阀129和单向阀130均设置于泄压管道128,且单向阀130位于第三开关阀129的下游。
62.基于上述设置,当主管道120内的气体压力达到压力开关126限定的数值时,炉门可以开启,同时,第三开关阀129开启,从而使气体依次通过第三开关阀129和单向阀130外排,以呈现泄压保护状态,并且可以防止外界气体经过泄压管道128进入主管道120和工艺腔室30。
63.在一些实施例中,控制阀121可以是蝶阀,其中,控制阀121可以包括阀体1211和阀板1212,阀体1211具有贯通腔体12110,阀板1212以自身的径向为轴线可翻转地设置于贯通腔体12110内;在阀板1212垂直于贯通腔体12110的轴线的情况下,阀板1212的边缘与贯通腔体12110的内壁之间形成有预设间隙。可选地,预设间隙的范围可以是0.01mm至0.1mm,包括0.01mm、0.03mm、0.05mm、0.08mm、0.1mm等,当然,还可以是其他数值,本技术实施例对此不作具体限定。
64.基于上述设置,可以使阀板1212与阀体1211之间不再摩擦,与此同时,由于预设间隙的存在,使得即使工艺腔室30内的粉尘堆积到控制阀121内,也不易出现阀板1212卡死的问题,从而在保证工艺压力稳定的前提下,进一步保证控制阀121能够正常工作,减少了控制阀121的维护时间,延长了控制阀121的使用寿命。
65.为了使第二抽真空管路22与多个工艺腔室30分别连接,第二抽真空管路22可以包括共用管道220、多个分支管道221和多个第四开关阀222。其中,多个分支管道221的入口端用于与多个工艺腔室30一一对应连接,多个分支管道221的出口端均与共用管道220连接,共用管道220连接于第二真空泵21,多个第四开关阀222一一对应的设置于多个分支管道221。如此,通过多个第四开关阀222的开启或关闭可以控制各自所在的分支管道221的通断。
66.基于上述设置,在第二真空泵21启动时,可以抽取共用管道220内的气体,当需要抽取某一个或多个工艺腔室30内的气体时,可以对应开启工艺腔室30所连接的分支管道221上的第四开关阀222,以实现抽真空。
67.此处需要说明的是,一些情况下,每组第一抽真空组件10中的第一真空泵11为核心泵体,而第二真空泵21可以为备用泵体,也就是说,可以在出现特殊情况(如,工艺出现异常等)时开启第二真空泵21,以进行调度和应急问题处理。
68.在工艺过程中,可能会因为射频报警等异常,导致与每组第一抽真空组件10对应的一组工艺腔室组中的一个或多个工艺腔室30内提前退出工艺,基于连通器原理,一组工艺腔室组中的多个工艺腔室30不能在共用后部管道的情况下保持不同的压力,如此,在一组工艺腔室组中的一个或多个工艺腔室30内的工艺停止(即,异常报警),而其他工艺腔室
30内正常进行工艺的情况下,工艺停止的工艺腔室30与正常进行工艺的工艺腔室30内的压力差值较大。为了使正常工艺的工艺腔室30内的晶圆不会损坏,以保证晶圆良品率,此时与出现异常工艺的工艺腔室30的第一抽真空管路12处于断开状态,出现异常工艺的工艺腔室30需要等待正常工艺的工艺腔室30内完成工艺后才能同时进行抽真空处理,如此,严重影响生产效率。
69.基于上述情况,可以通过启动第二真空泵21以解决上述问题。具体为:当每组工艺腔室组中的一个或多个工艺腔室30内在工艺过程中异常报警时,而同一组工艺腔室组中的其他工艺腔室30正常进行工艺时,停止对异常报警的工艺腔室30内通入工艺气体,同时关闭与异常报警的工艺腔室30对应连接的第一抽真空管路12中的第一开关阀122(此时,第二开关阀124处于关闭状态),开启与异常报警的工艺腔室30连接的分支管道221上的第四开关阀222,此时,通过第二真空泵21经由共用管道220和对应的分支管道221对异常报警的工艺腔室30进行抽真空处理,保证该异常报警的工艺腔室30内的残余工艺气体被抽吸干净。
70.待上述异常报警的工艺腔室30内的真空压力达到预设压力值时,通过充氮装置向工艺腔室30充氮回填;待工艺腔室30内的气体压力达到限定的数值时,可以开启炉门,并进行泄压;在报警处理完毕后,可以重新进行工艺的延续。
71.在上述过程中,与异常报警的工艺腔室30同一组的其他工艺腔室30内的工艺过程按照正常的步骤进行,而不受异常工艺的影响。
72.基于上述设置,解决了同一组的多个工艺腔室30需要同进同出的要求,从而减少了等待时间,增加了设备的灵活性,降低了因设备或放电异常带来的产能损失。
73.另外,为了实现各种阀件与管道,或者泵体与管道的连接和密封,可以使阀件与管道通过标准卡钳螺钉和密封组件连接,从而既保证连接的可靠性,又保证连接处的密封性。
74.具体为,可以在阀件的端部设置第一法兰,在管道的端部设置第二法兰,在安装时,将第一法兰与第二法兰对接,并在第一法兰和第二法兰之间设置密封垫件,如,密封圈等,而后将卡钳的两端分别放置在第一法兰和第二法兰的外侧,而后旋拧螺钉,以使卡钳的两端相互靠近,从而实现了对第一法兰和第二法兰的夹紧。此处需要说明的是,标准卡钳螺钉还可以参考现有技术。
75.一些实施例中,主管道120与第一开关阀122、控制阀121或第一真空泵11之间分别可以采用标准卡钳螺钉和密封组件连接;旁路管道123与第二开关阀124或调节阀125之间分别可以采用标准卡钳螺钉和密封组件连接;泄压管道128与第三开关阀129之间可以采用标准卡钳螺钉和密封组件连接;共用管道220与第二真空泵21之间、分支管道221与第四开关阀222之间也可以采用标准卡钳螺钉和密封组件连接。
76.基于上述抽真空系统,本技术实施例还公开了一种半导体工艺设备,所公开的半导体工艺设备包括上述抽真空系统。
77.基于上述半导体工艺设备,本技术实施例还公开了一种抽真空的方法,应用于上述半导体工艺设备,该方法包括:
78.当每组工艺腔室组中的工艺腔室进行工艺时,开启第一抽真空管路对与其对应连接的工艺腔室进行抽真空;
79.当每组工艺腔室组中的一个或多个工艺腔室在工艺过程中出现异常报警,且同一组工艺腔室组中的其他工艺腔室正常进行工艺时,关闭与异常报警的工艺腔室对应连接的
第一抽真空管路,同时开启第二抽真空管路,以对异常报警的工艺腔室进行抽真空。
80.此处需要说明的是,本技术实施例中,抽真空的方法的具体实施过程及原理已在上述内容中进行了详细阐述,具体可参考上述内容,在此不再赘述。
81.综上所述,本技术实施例可以减少抽真空系统的占地面积,节能降本,增加单位面积产出;并且,可以减少控制阀121的维护时间,延长控制阀121的使用寿命,提高生产率;并且减少了晶圆的划伤、破碎,提高了晶圆的成品率;另外,还可以在出现工艺异常时减少等待时间,增加设备的灵活性,降低产能损失。
82.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1