一种高强高塑粉末钛合金的烧结方法
1.本发明涉及一种高强高塑粉末钛合金的烧结制备方法,具体涉及注射成形领域,采用该方法可在相对低温条件下烧结制得高强度高塑性的钛合金烧结产品。本发明属于粉末冶金技术领域,是一种高强高塑粉末钛合金的烧结制备方法。
技术背景
2.钛及钛合金因其轻质、高强、难腐蚀、生物相容性好等特点,在航空航天、生物医疗、能源化工等领域具有广阔的应用前景。然而,由于钛合金的加工性能差,熔炼铸造、挤压锻造等传统加工技术难以实现钛材的高效、低能耗和低成本的稳定生产。
3.金属粉末近净成形是一种以粉末为原料,基本无需加工即能实现制件近净成形的技术,属于粉末冶金技术,通常包括粉末制备、成形、烧结、后处理等工艺流程,相对于传统工艺而言,具有工艺简单、原料利用率高、成本低等优点。
4.但是,除了在高端领域得到有限应用之外,钛合金制品仍未实现大规模产业化,究其原因主要归结于:(1)制件力学性能不够;(2)成本较高。当前,高品质钛合金粉末主要通过雾化技术制得,而由于技术的局限性,造成了高品质钛合金粉末的价格居高不下。氢化脱氢等工艺可批量制备低成本钛合金粉末,但因其品质低,致使制件的力学性能不佳。此外,现有近净成形工艺难以实现钛及钛合金制件的组织与性能的有效调控,无法平衡其性能与成本。
技术实现要素:
5.本发明提供了一种降低烧结温度制得高强高塑粉末钛合金制品的烧结方法。
6.一种高强高塑粉末钛合金的烧结方法,特征在于,包括以下步骤:
7.(1)称取一定量的市售氢化脱氢tc4钛合金粉末,通过采用气流磨对其进行粉体活化改性处理;
8.(2)将处理后的钛合金粉末与粘结剂经过混练、造粒得到喂料;
9.(3)将所述喂料注射成形,得到坯料;
10.(4)将获得的坯料进行溶剂脱脂以及热脱脂;
11.(5)采用高真空钨丝炉或高真空钼丝炉在最高温度950℃~1050℃进行高真空烧结10min~360min,随炉冷却,得到抗拉强度大于950mpa,延伸率大于15%的钛合金烧结制品。
12.上述方法步骤(1)中,所述市售钛合金粉为不规则形貌、近球形或球形粉末中的一种或多种;称取粉末质量优选500g~1000g;
13.上述方法步骤(1)中,所述气流磨为扁平式气流磨、对喷式气流磨中的一种或多种,优选对喷式气流磨;
14.上述方法步骤(1)中,所述粉体活化改性处理包括:气流磨破碎、研磨、分散、整形工艺;
15.上述方法步骤(1)中,气流磨破碎、研磨、整形工艺所用气体为氮气、氩气、氦气、氮氩混合气中的一种或多种,所用研磨气压为0.1mpa~10mpa之间,气流磨研磨时间为1min~20min;
16.上述方法步骤(2)中,注射成形的粘结剂体系选用由微晶蜡、聚乙烯、聚丙烯、硬脂酸组成的蜡基粘结剂,原料粉末与粘结剂按1:1~13:7的体积比进行机械混合,然后将机械混合后的粉末与粘结剂加入密炼机中进行密炼,密炼出的混合均匀的膏状喂料经造粒机挤出造粒或破碎机破碎,得到直径2~3mm的颗粒状喂料。
17.上述方法步骤(4)中,溶剂脱脂溶剂为三氯乙烯或者己烷的一种。
18.上述方法步骤(4)中,溶剂脱脂选择在30~60℃进行,脱脂时间720~1440min。上述方法步骤(4)中,热脱脂过程全程在ar气氛中,脱脂温度分别为250℃和450℃,脱脂时间55-65min。
19.上述方法步骤(5)中,所述高真空烧结工艺优选为:升温速率15℃/min,烧结温度1000-1100℃,保温时间110-130min,随炉冷却。
20.本工艺方法采用低成本的氢化脱氢粉末原料,通过压制成形烧结方法制得粉末钛合金产品,其特点在于烧结温度为α/β钛合金两相温度区间(950℃~1050℃),利用两相转变化学势差较高,瞬时加快原子自扩散的原理,从而能在较低温度和较短时间内实现钛合金粉末的致密化,从而获得等轴细晶组织的钛合金,实现高强度、高塑性、晶粒均匀的粉末钛合金制品,是一种提高产品质量、节约能源、降低成本的钛合金制件制备方法。
21.本发明的优点在于:
22.(1)通过气流磨技术可获得球形度好,比表面积小、氧含量低的低成本氢化脱氢高活性钛合金粉;
23.(2)与未选择该工艺,直接高温烧结(普遍高于1200℃)的钛合金注射成形制件相比,采用α/β钛合金两相区(950℃~1050℃)烧结的钛合金烧结件无需经过热处理,具有抗拉强度高,塑性较好,组织均匀,晶粒细小等特点。
附图说明
24.通过阅读下文中的优选实施方式详细描述,这使本领域从业者更了解本发明的优点和益处。
25.在附图中:
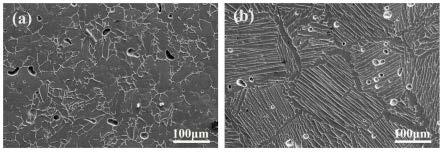
26.图1为本发明实施例1与对比例1的烧结制品光学显微镜微观组织照片。其中,(a)为实施例1中经过气流磨改性处理,两相区温度烧结制品的显微组织照片,(b)为对比例1中常规烧结温度烧结制品的显微组织照片。
27.图2为本发明实施例2中气流磨改性处理前后钛合金粉末的微观形貌照片。其中,(a)为经气流磨处理前粉末微观形貌图,(b)经气流磨处理后粉末微观形貌图。
具体实施方式
28.实施例1
29.1.原料粉末为市售气雾化tc4粉末,中位径为12.7μm,称取1000g,将该合金粉与蜡基粘结剂按照体积比65:35装入密炼机中,在160℃以30r/min的速度混炼90min并造粒,获
得注射成形喂料;
30.2.使用注塑机将上述喂料注入模具,制成拉伸棒坯料;
31.3.将拉伸棒坯料浸入己烷中,温度50℃,浸泡时间1440min;
32.4.将溶剂脱脂后拉伸棒放入高真空钼丝炉内,热脱脂后以2℃/min的升温速率升温至1050℃真空烧结120min获得tc4钛合金拉伸棒;
33.5.将制作的tc4钛合金拉伸棒力学性能进行检测,结果表明,其致密度为97.1%,抗拉强度976mpa,屈服强度904mpa,断裂延伸率19.7%。
34.实施例2
35.1.原料粉末为市售氢化脱氢tc4粉末,中位径为20.1μm,称取1000g,将该粉末置于气流磨研磨腔中,充入高纯氩气作为保护气体并研磨气体,气压为0.8mpa,处理10min后,收集处理后的钛合金粉末。
36.2.将处理后的合金粉末与蜡基粘结剂按照体积比65:35装入密炼机中,在160℃以30r/min的速度混炼90min并造粒,获得注射成形喂料;
37.3.使用注塑机将上述喂料注入模具,制成拉伸棒坯料;
38.4.将拉伸棒坯料浸入三氯乙烯中,温度40℃,浸泡时间720min;
39.5.将溶剂脱脂后拉伸棒放入高真空钼丝炉内,热脱脂后以2℃/min的升温速率升温至1050℃真空烧结120min获得tc4钛合金拉伸棒;
40.6.将制作的tc4钛合金拉伸棒力学性能进行检测,结果表明,其致密度为99.5%,抗拉强度1019mpa,屈服强度958mpa,断裂延伸率21.5%。
41.实施例3
42.1.原料粉末为市售气雾化tc4粉末,中位径为20.1μm,称取1000g,将该合金粉与蜡基粘结剂按照体积比65:35装入密炼机中,在160℃以30r/min的速度混炼90min并造粒,获得注射成形喂料;
43.2.使用注塑机将上述喂料注入模具,制成拉伸棒坯料;
44.3.将拉伸棒坯料浸入己烷中,温度70℃,浸泡时间12小时;
45.4.将溶剂脱脂后拉伸棒放入高真空钨丝炉内,热脱脂后以2℃/min的升温速率升温至1050℃真空烧结120min获得tc4钛合金拉伸棒;
46.5.将制作的tc4钛合金拉伸棒力学性能进行检测,结果表明,其致密度为99.6%,抗拉强度1079mpa,屈服强度1019mpa,断裂延伸率22.5%。
47.对比例1
48.1.原料粉末为市售氢化脱氢tc4粉末,中位径为12.7μm,称取1000g,将该粉末置于流化床式气流磨研磨腔中,充入高纯氩气作为保护气体并研磨气体,气压为0.8mpa,处理10min后,收集处理后的钛合金粉末。
49.2.将处理后的合金粉末与蜡基粘结剂按照体积比65:35装入密炼机中,在160℃以30r/min的速度混炼90min并造粒,获得注射成形喂料;
50.3.使用注塑机将上述喂料注入模具,制成拉伸棒坯料;
51.4.将拉伸棒坯料浸入己烷中,温度60℃,浸泡时间1440min;
52.5.将溶剂脱脂后拉伸棒放入高真空钨丝炉内,热脱脂后以2℃/min的升温速率升温至1300℃真空烧结120min获得tc4钛合金拉伸棒;
53.6.将制作的tc4钛合金拉伸棒力学性能进行检测,结果表明,其致密度为98.7%,抗拉强度974mpa,屈服强度877mpa,断裂延伸率3.4%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1