高强韧超级马氏体不锈钢特厚板及其热处理方法和应用与流程
1.本发明属于不锈钢热处理技术领域,具体涉及一种高强韧超级马氏体不锈钢特厚板及其热处理方法和应用。
背景技术:
2.水利发电是技术成熟且可大规模开发的清洁可再生能源。2020年我国水电总装机容量达到3.8亿千瓦,水力发电新增设备容量为1323万千瓦,水利发电潜能的利用率逐年提高。水轮机转轮及叶片等过流部件是水电机组中最重要的部件,直接关系到水电厂发电量和机组的正常运行。过流部件在水下长期承受含泥砂水流的强烈冲刷,常常由于严重磨蚀问题而过早失效,导致水轮机检修周期缩短,发电效率降低。为保证水电站安全经济运行,要求转轮及叶片材料具有较高强度和硬度、良好的韧性和焊机性能以及优异的耐磨蚀性能。超级马氏体不锈钢s-135是制造水电设备过流部件—转轮及叶片的关键材料,超级马氏体不锈钢s-135摒弃传统高碳马氏体强化及碳化物强化机理,通过形成高强、高韧超低碳板条马氏体作为主要强化手段。通过适当的热处理工艺获得低碳板条状马氏体与逆转变奥氏体的复相组织,使材料兼具高强度、高韧性及良好的焊接性能。
3.随着水电行业朝大容量和高落差方向发展,采用超级马氏体不锈钢s-135特厚板(厚度≥80mm)制造过流部件,由于具有内部组织致密、通过厚度薄化而节约材料、型线好、加工余量小、可焊性好等方面的优点,已成为当今国际上主要发展方向。但与薄规格钢板相比,特厚板压缩比小、组织均匀性差,在生产过程中容易出现力学性能恶化,塑韧性降低等问题,难以实现强韧性合理匹配及稳定控制。
技术实现要素:
4.本发明的目的是针对现有技术的缺陷,提供了一种高强韧超级马氏体不锈钢特厚板及其热处理方法和应用。
5.具体的,本发明的高强韧超级马氏体不锈钢特厚板高效热处理方法,包括:热轧时控制钢板终轧温度≥1000℃,热轧结束后,对钢板依次进行余热正火和回火热处理。
6.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,所述余热正火包括:将钢板放置在堆冷区进行堆冷处理;其中,堆冷层厚度为100-400mm,各层间距离为50-80mm。
7.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,所述堆冷区的地面采用保温隔热耐火材料。
8.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,当室温≤10℃时,所述钢板顶部采用轻质保温材料覆盖。
9.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,热轧时,铸坯加热温度为1220-1240℃,开轧温度≥1180℃,每道次轧制变形率≥8%。
10.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,所述回火热处理在室式加热炉内进行。
11.上述的高强韧超级马氏体不锈钢特厚板高效热处理方法,所述回火热处理工艺的加热温度为590-610℃,保温时长为5-7min/mm厚度,钢板出炉后空冷。
12.另一方面,本发明还提供了一种高强韧超级马氏体不锈钢特厚板,其采用上述的高强韧超级马氏体不锈钢特厚板高效热处理方法进行处理。
13.上述的高强韧超级马氏体不锈钢特厚板,包括:c≤0.080%、si≤0.60%、mn≤1.00%、p≤0.035%、s≤0.030%、cr 13.00%-14.00%、ni 4.00%-6.00%、mo 0.50%-1.00%,余量为fe和不可避免的杂质。
14.上述的高强韧超级马氏体不锈钢特厚板,所述超级马氏体不锈钢为s-135不锈钢。
15.又一方面,本发明还提供了上述高强韧超级马氏体不锈钢特厚板在制造水电设备过流部件中的应用。
16.本发明的技术方案具有如下的有益效果:
17.本发明采用“热轧后余热正火+回火”热处理工艺生产超级马氏体不锈钢特厚板,与传统的“离线正火+回火”工艺相比,不仅简化了工艺流程,提高了生产效率,还降低了生产成本,更重要的是改善了超级马氏体不锈钢特厚板的组织均匀性,强韧性匹配良好,综合性能优异,满足行业技术要求。
附图说明
18.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。
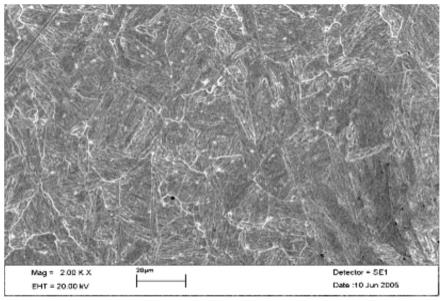
19.图1为实施例1中80mm厚s-135不锈钢特厚板经轧后余热正火处理后的微观组织图;
20.图2为实施例1中80mm厚s-135不锈钢特厚板经“轧后余热正火+回火处理”后的微观组织图;
21.图3为s-135不锈钢室状炉回火热处理工艺曲线图;
22.图4为对比例中80mm厚s-135不锈钢特厚板经离线正火处理后的微观组织图;
23.图5为对比例中80mm厚s-135不锈钢特厚板经“离线正火+回火处理”后的微观组织图。
具体实施方式
24.为了充分了解本发明的目的、特征及功效,通过下述具体实施方式,对本发明作详细说明。本发明的工艺方法除下述内容外,其余均采用本领域的常规方法或装置。下述名词术语除非另有说明,否则均具有本领域技术人员通常理解的含义。
25.本文使用的术语“该”“所述”“一个”和“一种”不表示数量的限制,而是表示存在至少一个所提及的对象。术语“优选的”“更优选的”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。此外,对一个或多个实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
26.当本文中公开一个数值范围时,上述范围视为连续,且包括该范围的最小值及最
大值,以及这种最小值与最大值之间的每一个值。进一步地,当范围是指整数时,包括该范围的最小值与最大值之间的每一个整数。此外,当提供多个范围描述特征或特征时,可以合并该范围。换言之,除非另有指明,否则本文中所公开的所有范围应理解为包括其中所归入的任何及所有的子范围。
27.本发明根据水轮机过流部件的使用环境及对材料的性能要求,针对超级马氏体不锈钢特厚板强韧性能匹配不佳等问题,发明了一种可获得良好综合性能的“热轧后余热正火+回火”高效热处理工艺技术。
28.具体的,本发明的一种高强韧超级马氏体不锈钢特厚板高效热处理方法,包括:热轧时控制钢板终轧温度≥1000℃,热轧结束后,对钢板依次进行余热正火和回火热处理。
29.本发明通过将热轧时钢板终轧温度控制在1000℃以上,使热轧后钢板通过余热正火获得与离线正火基本相近的低碳板条状马氏体基体组织,然后再通过回火热处理使组织由单一的板条马氏体转变为一定数量的逆变奥氏体+回火马氏体复相组织,从而使超级马氏体不锈钢特厚板具有优良的综合性能。
30.在一些优选的实施方式中,本发明的高强韧超级马氏体不锈钢特厚板高效热处理方法,包括:
31.s1热轧
32.优选的,为了防止由于加热温度偏高而使δ-铁素体数量迅速增加,以降低热轧过程中板坯的开裂倾向,热轧时严格控制连铸坯加热温度在1220-1240℃范围内。
33.进一步优选的,为了确保轧件在最佳热塑性温度范围内进行轧制,控制开轧温度≥1180℃,终轧温度≥1000℃。通过抢温快轧使轧制过程钢板温度得到合理控制。
34.进一步优选的,由于连铸坯到特厚板的压缩比较小,为保证钢板内部组织均匀性,要求热轧时尽量减小轧制道次,增加每道次压下量,规定每道次变形率≥8%,确保每道次变形量均超过静态再结晶临界变形率。
35.可选的,所述连铸坯厚度为200mm、宽度为1000-1240mm、长度为8000-9800mm。
36.可选的,所述连铸坯通过“铁水预处理+k-obm-s转炉+vod炉+板坯连铸+修磨”工艺得到。其中,冶炼及连铸的具体工艺均可按照常规技术进行,本发明在此不做具体限定。
37.在热轧工序中,本发明通过合理控制不锈钢连铸板坯加热温度和轧制过程温度,尽量减小轧制道次,增大每道次变形量,目的是实现抢温快轧,使轧件在高温奥氏体区轧制发生充分再结晶,获得均匀细小的低碳板条状马氏体组织,并确保终轧温度≥1000℃。
38.s2余热正火
39.所述余热正火包括:热轧后钢板调运至堆放区堆冷进行堆冷处理。
40.其中,堆冷期间严禁开风机降温,避免由于冷速过快产生较大的热应力和相变应力造成钢板开裂。
41.优选的,堆冷区地面采用保温隔热耐火材料,所述保温隔热耐火材料包括但不限于:粘土质隔热耐火砖。
42.优选的,堆冷层厚度为100-400mm,各层间距离为50-80mm,借此实现堆冷区域内不同部位钢板及同一钢板厚度方向上温降速率及温度场的均匀性,最大限度降低特厚钢板由于温降造成的内部组织不均匀性。
43.进一步优选的,当室温≤10℃时,所述钢板顶部采用轻质保温材料覆盖。
44.其中,所述轻质保温材料包括但不限于:防火等级b1级矿棉板。
45.s3回火
46.当钢板的温度在堆冷区冷却至室温后,进行回火处理。
47.优选的,所述回火在室式炉加热炉中进行。
48.如图3所示,所述回火热处理工艺的加热温度为590-610℃,保温时长为5-7min/mm厚度,钢板出炉后空冷。
49.其中,回火热处理工艺的升温速度不受限制。
50.其中,钢板出炉后空冷时,严禁开风机降温。
51.优选的,回火工序结束后,对钢板进行探伤、等离子切割取样、酸洗。
52.本发明与普通规格中厚板所采用的“常化炉离线正火+回火”热处理工艺不同,由于钢板终轧温度高,满足正火温度要求(900-1040℃),因此,钢板可以不进入常化炉进行保温加热,而是利用板坯余热来消除钢板的内应力、细化组织,由此工艺获得的钢板基体组织(图1)与离线正火态组织(图4)基本一致,均为单一细小的板条状马氏体。采用室状加热炉对余热正火后的钢板进行回火热处理,使钢板基体组织由单一低碳板条状马氏体转变为低碳板条状马氏体+合适数量逆变奥氏体复相组织(图2),与离线正火+回火处理后钢板的微观组织构成(图5)基本一致,从而确保生产出的特厚钢板具有优良的综合性能。
53.另一方面,本发明还提供了一种高强韧超级马氏体不锈钢特厚板,其采用上述的高强韧超级马氏体不锈钢特厚板高效热处理方法进行处理。
54.优选的,按重量百分比计,包括:c≤0.080%、si≤0.60%、mn≤1.00%、p≤0.035%、s≤0.030%、cr 13.00%-14.00%、ni 4.00%-6.00%、mo0.50%-1.00%,余量为fe和不可避免的杂质。
55.进一步优选的,所述超级马氏体不锈钢为s-135不锈钢。
56.又一方面,本发明还提供了上述高强韧超级马氏体不锈钢特厚板在制造水电设备过流部件中的应用。
57.本发明的高强韧超级马氏体不锈钢特厚板的组织均匀性,强韧性匹配良好,综合性能优异,满足行业技术要求(技术要求:屈服强度≥550mpa、抗拉强度≥730mpa、延伸率≥15%、断面收缩率≥45%、akv(横、纵向,20℃)≥50j、hb硬度240-290)。
58.实施例
59.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件。
60.表1实施例1-3中超级马氏体不锈钢连铸坯成分(wt%)
[0061] csimnpscrnimofe标准≤0.080≤0.06≤1.00≤0.035≤0.03013.00-14.004.00-6.000.50-1.00余实施例10.0570.540.840.0050.00113.354.480.62余实施例20.0520.510.620.0030.00113.204.560.74余实施例30.0660.530.760.0040.00113.304.730.66余对比例0.0550.500.650.0030.00113.264.830.72余
[0062]
实施例1
[0063]
超级马氏体不锈钢连铸坯实际成分见表1。
[0064]
铸坯加热温度1225℃,开轧温度1195℃,轧制4道次,各道次变形率分别为
32.56%、9.82%、9.35%、8.83%,终轧温度1030℃,成品板尺寸80
×
1450
×
4480mm。
[0065]
钢板热轧后堆冷进行余热正火,堆冷层厚度340mm,各层间距离50mm。冷却至室温后装入室式加热炉进行回火,回火热处理工艺为595℃,460min。
[0066]
板材力学性能:屈服强度=755mpa、抗拉强度=840mpa、延伸率=19%、断面收缩率=66%,硬度hb=256,冲击韧性akv=230j(横向平均值)。
[0067]
钢板基体组织:钢板热轧后余热正火组织为板条马氏体组织(见图1);钢板热轧后余热正火+回火热处理后组织为低碳板条状马氏体+适量逆变奥氏体复相组织(见图2)。
[0068]
实施例2
[0069]
超级马氏体不锈钢连铸坯实际成分见表1。
[0070]
铸坯加热温度1230℃,开轧温度1200℃,轧制4道次,各道次变形率分别为30.23%、9.58%、9.21%、9.05%,终轧温度1050℃,成品板尺寸80*1670*3800mm。
[0071]
钢板热轧后堆冷进行余热正火,堆冷层厚度340mm,各层间距离50mm。冷却至室温后装入室式加热炉进行回火,回火热处理工艺为605℃,460min。
[0072]
板材力学性能:屈服强度=785mpa、抗拉强度=855mpa、延伸率=21%、断面收缩率=68%,硬度hb=273,冲击韧性akv220 j(横向平均值)。
[0073]
板材基体组织:钢板热轧后余热正火+回火热处理后组织为低碳板条状马氏体+适量逆变奥氏体复相组织。
[0074]
实施例3
[0075]
超级马氏体不锈钢连铸坯实际成分见表1。
[0076]
铸坯加热温度1230℃,开轧温度1210℃,轧制4道次,各道次变形率分别为32.40%、9.47%、9.23%、9.10%,终轧温度1035℃,成品板尺寸90*1000*5000mm。
[0077]
钢板热轧后堆冷进行余热正火,堆冷层厚度390mm,各层间距离60mm。冷却至室温后装入室式加热炉进行回火,回火热处理工艺为600℃,480min。
[0078]
板材力学性能:屈服强度=725mpa、抗拉强度=820mpa、延伸率=20%、断面收缩率=65%,硬度hb=271,冲击韧性akv235 j(横向平均值)。
[0079]
板材组织:钢板热轧后余热正火+回火热处理后组织为低碳板条状马氏体+适量逆变奥氏体复相组织。
[0080]
对比例1
[0081]
超级马氏体不锈钢连铸坯实际成分见表1。
[0082]
铸坯加热温度1220℃,开轧温度1160℃,轧制4道次,各道次变形率分别为25.16%、22.28%、7.68%、7.04%,终轧温度950℃,成品板尺寸80*1550*4600mm。
[0083]
钢板热轧后采用“离线正火+回火”进行热处理,离线正火工艺为1040℃,120min,冷却至室温后装入室式加热炉进行回火,回火热处理工艺为610℃,460min。
[0084]
板材力学性能:屈服强度=742mpa、抗拉强度=835mpa、延伸率=20%、断面收缩率=62%,硬度hb=275,冲击韧性akv221j(横向平均值)。
[0085]
板材组织:钢板热轧后离线正火(1040℃,120min)组织为板条马氏体组织(见图4);钢板热轧后离线正火+回火热处理后组织为低碳板条状马氏体+适量逆变奥氏体复相组织(见图5)。
[0086]
本发明在上文中已以优选实施例公开,但是本领域的技术人员应理解的是,这些
实施例仅用于描绘本发明,而不应理解为限制本发明的范围。应注意的是,凡是与这些实施例等效的变化与置换,均应视为涵盖于本发明的权利要求范围内。因此,本发明的保护范围应当以权利要求书中所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1