一种降低热喷涂非晶合金涂层氧化的装置
1.本发明涉及热喷涂用装置技术领域,具体涉及一种降低热喷涂非晶合金涂层氧化的装置。
背景技术:
2.热喷涂技术是利用某种热源(如电弧、燃烧火焰等)将喷涂材料(粉末或丝材) 迅速加热到熔化或者半熔化状态,再经过高速的气流或焰流加速,喷射沉积在经过预处理的基体表面,使其获得具有某些功能(如防腐、耐磨、抗高温、抗氧化)的材料表面复合技术。热喷涂技术是表面过程技术的重要组成部分之一,约占表面工程技术的三分之一。已经在航空航天、海洋化工、生物工程以及工程机械等领域得到了广泛应用。
3.非晶合金具有更高的硬度、耐磨性、耐腐蚀性等优异性能,但形成非晶结构需要苛刻的条件,如合适的材料成分、较高的冷却速率和低的杂质。非晶合金涂层的氧含量对涂层性能具有很大影响,在热喷涂过程中,有三个阶段发生氧化,一是喷枪内部,二是飞行焰流中,三是基板冷却沉积过程。热喷涂焰流具有很高的温度(一般≥1500℃),喷涂过程中,喷涂材料以熔融或半熔融颗粒的形式在焰流中高速飞行,高温合金颗粒遇到空气中的氧气发生剧烈的氧化反应,从而造成飞行过程氧化问题;熔融或半熔融颗粒高速撞击基板凝固过程,由于材料导热率、接触热阻等因素的影响,凝固冷却过程中,遇到焰流裹挟来的空气,造成凝固过程氧化问题。本发明拟解决飞行焰流和沉积过程中的氧化问题,从而降低涂层最终的氧含量。
技术实现要素:
4.为了解决在热喷涂飞行和沉积过程喷涂材料氧化的问题,本发明的目的在于提供一种降低热喷涂非晶合金涂层氧化的装置,通过该装置提供惰性气体保护环境,使得熔融或半熔融颗粒在飞行和沉积过程中,隔离与氧气的接触,从而达到降低非晶合金涂层氧化地目的。
5.为实现上述目的,本发明所采用的技术方案如下:
6.一种降低热喷涂非晶合金涂层氧化的装置,其包括一个主保护管、一个延长管和基板,所述主保护管的前端伸入所述延长管中并固定,所述延长管前端至基板的距离≤10mm。
7.所述主保护管的后端封闭,前端开放;其为内外双层结构,外层结构的前端面中心设有固定管,固定管用于喷枪枪管的接入;外层结构的前端面上还设有若干保护气进气管,各保护气进气管环绕固定管呈等间距排布;保护气进气管用于输入保护气体。
8.所述喷枪枪管经由固定管伸入所述主保护管后,通过枪管固定顶丝将喷枪枪管固定。
9.所述主保护管的内层前端面上开设若干主进气孔,内层结构与外层结构后端的连接面上开设远端进气孔,远端进气孔的数量优选3-8个;通入的保护气能够保护热喷涂焰流
中的熔融/半熔融喷涂材料不受氧化。
10.所述主保护管的前端伸入所述延长管中所需长度后,采用延长管固定顶丝进行固定。
11.通过枪管固定顶丝将枪管与主保护管稳定连接,主保护管和延长管再通过延长管固定顶丝固定,并能够按照喷涂距离要求,调节主保护管与延长管二者相对位置,实现整个装置的伸缩。
12.所述延长管的前段外周设置冷却气管,冷却气管中通入的惰性气体吹向基板,可用于保护基板上的涂层冷凝不接触空气,同时能够给涂层降温,起到冷却气体的作用。
13.本发明的优点和有益效果如下:
14.1、针对热喷涂过程喷涂材料在飞行和沉积过程中与空气接触发生氧化从而导致非晶合金涂层性能下降的问题,提供了保护气喷涂方式,能够避免熔融或半熔融的喷涂材料与氧气接触,大大降低涂层氧含量,极大地提升了非晶合金涂层的性能。
15.2、本发明装置结构简单,能够随着喷涂参数(喷涂距离)的改变而改变装置长度,始终将熔融半熔融喷涂材料纳入保护气氛中。
16.3、本发明装置可用于超音速火焰喷涂、等离子喷涂、火焰喷涂等各种热喷涂过程。
附图说明
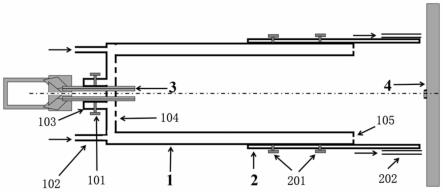
17.图1为本发明降低热喷涂非晶合金涂层氧化的装置结构示意图。
18.图2为本发明装置中主保护管结构示意图。
19.图3为本发明装置中保护气进气管、主进气孔和远端进气孔分布图;其中:(a) 保护气进气管;(b)主进气孔;(c)远端进气孔。
20.图中:1-主保护管;101-枪管固定顶丝;102-保护气进气管;103-固定管;104
‑ꢀ
主进气孔;105-远端进气孔;2-延长管;201-延长管固定顶丝;202-冷却气管;3
‑ꢀ
喷枪枪管;4-基板。
具体实施方式
21.为了进一步理解本发明,以下结合附图和实施例对本发明进行描述,但实施例仅为对本发明的特点和优点做进一步阐述,而不是对本发明权利要求的限制。
22.本发明提供一种降低热喷涂非晶合金涂层氧化的装置,能够隔绝喷涂过程中的熔融或半熔融飞行粒子与氧气的接触,有效减少非晶涂层的氧化。其结构如图1-3 所示。该装置包括一个主保护管1、一个延长管2和基板4,所述主保护管的前端伸入所述延长管中并固定,所述延长管前端至基板的距离≤10mm(前端是指各部件离基板近的一端,后端是指离基板远的一端)。
23.所述主保护管1的后端封闭,前端开放;其为双中空结构,内部空间用来输送保护气体。外层结构的前端面中心焊接有固定管103,喷枪枪管3经由固定管103 伸入所述主保护管后,通过枪管固定顶丝101将喷枪枪管固定。外层结构的前端面上还焊接有若干保护气进气管102,保护气进气管用于向主保护管中输入保护气体,各保护气进气管环绕固定管呈等间距排布;所述主保护管的内层前端面上开设若干主进气孔104,主进气孔的数量优选为12-24个,用来将保护气输入主保护管内部;内层结构与外层结构后端的连接面上开设远端
进气孔105,用来将保护气输入延长管内部,远端进气孔的数量优选3-8个;通入的保护气能够保护热喷涂焰流中的熔融/半熔融喷涂材料不受氧化。
24.所述主保护管的前端伸入所述延长管中所需长度后,采用延长管固定顶丝201 进行固定。通过枪管固定顶丝将枪管与主保护管稳定连接,主保护管和延长管再通过延长管固定顶丝固定,并能够按照喷涂距离要求,调节主保护管与延长管二者相对位置,实现该装置整体长度可伸缩的功能。
25.所述延长管的前段外周设置冷却气管202,冷却气管202用于将冷却用惰性气体吹向所述基板,实现边喷涂边冷却的目的。冷却气管数量和位置根据需要设定,一般为4-8个。
26.该装置使用时,将所述主保护管和所述延长管按照喷涂距离要求组装,使延长管端口距离所述基板≤10mm,将所述保护气进气管通过气体汇流排连接到惰性气瓶上,将所述冷却气管过气体汇流排连接到惰性气瓶上,分别打开气瓶开关,调节出气气压,即可开始喷涂。喷涂完毕后,关闭气瓶开关,撤去装置,清理主保护管和延长管内壁,待下次使用。
27.本发明可以根据喷涂距离调节长度,根据喷涂其他参数调节保护气输入流量,根据喷涂要求调节冷却气体流量。装置功能的实现如下:
28.1、气体保护功能
29.在热喷涂过程中,可实现焰流与空气的隔离,降低熔融半熔融粒子氧化。
30.2、冷却功能
31.本发明装置使用多个惰性气体冷却口,随着喷涂焰流移动而移动,有效隔绝冷却凝固中的涂层与空气的接触,并能够有效增加喷涂涂层表面气体流动,降低涂层温度,提高涂层性能。
32.实施例1:
33.使用超音速火焰喷涂设备制非晶涂层,喷涂原料采用铁基非晶合金粉末,设定的喷涂距离为350mm,主保护管长度为300mm,内径100mm,外径120mm,主进气孔直径3mm,共16个,远端进气孔直径5mm,共4个;延长管长度为250mm,内径121mm,外径125mm。。将主保护管通过枪管固定顶丝安装在喷枪上,安装延长管并调节与主保护管位置,使延长管自由端距离基板10mm。
34.将处理好的基板固定在夹具上,调试机械手自动运行程序,将4个保护气进气管通过汇流排和软管连接到氩气气瓶,打开气瓶开关,调节出气压力为1.2mpa,将4个冷却气管通过汇流排和软管连接到氮气气瓶,打开气瓶开关,调节出气压力为2mpa,待气流稳定后,开始喷涂。喷涂完毕后,取下主保护管,清理保护管内壁待用。喷涂完成,获得低氧含量涂层样品。
35.实施例2:
36.使用超音速火焰喷涂设备制非晶涂层,喷涂原料采用铁基非晶合金粉末,设定的喷涂距离为450mm,主保护管长度为300mm,内径100mm,外径120mm,主进气孔直径3mm,共20个,远端进气孔直径5mm,共4个;延长管长度为250mm,内径121mm,外径125mm。将主保护管通过枪管固定顶丝安装在喷枪上,安装延长管并调节与主保护管位置,使延长管自由端距离基板10mm。
37.将处理好的基板固定在夹具上,调试机械手自动运行程序,将4个保护气进气管通过汇流排和软管连接到氩气气瓶,打开气瓶开关,调节出气压力为1.5mpa,将4个冷却气管
通过汇流排和软管连接到氮气气瓶,打开气瓶开关,调节出气压力为1.5mpa,待气流稳定后,开始喷涂。喷涂完毕后,取下主保护管,清理保护管内壁待用。喷涂完成,获得低氧含量涂层样品。
38.实施例3:
39.使用等离子喷涂设备制非晶涂层,喷涂原料采用铁基非晶合金粉末,设定的喷涂距离为400mm,主保护管长度为300mm,内径100mm,外径120mm,主进气孔直径3mm,共20个,远端进气孔直径5mm,共4个;延长管长度为250mm,内径121mm,外径125mm。。将主保护管通过枪管固定顶丝安装在喷枪上,安装延长管并调节与主保护管位置,使延长管自由端距离基板10mm。
40.将处理好的基板固定在夹具上,调试机械手自动运行程序,将6个保护气进气管通过汇流排和软管连接到氩气气瓶,打开气瓶开关,调节出气压力为2.5mpa,将4个冷却气管通过汇流排和软管连接到氮气气瓶,打开气瓶开关,调节出气压力为3mpa,待气流稳定后,开始喷涂。喷涂完毕后,取下主保护管,清理保护管内壁待用。喷涂完成,获得低氧含量涂层样品.
41.实施例4:
42.使用火焰喷涂设备制非晶涂层,喷涂原料采用铁基非晶合金粉末,设定的喷涂距离为350mm,主保护管长度为300mm,内径100mm,外径120mm,主进气孔直径3mm,共12个,远端进气孔直径5mm,共4个;延长管长度为250mm,内径 121mm,外径125mm。将主保护管通过枪管固定顶丝安装在喷枪上,安装延长管并调节与主保护管位置,使延长管自由端距离基板10mm。
43.将处理好的基板固定在夹具上,调试机械手自动运行程序,将4个保护气进气管通过汇流排和软管连接到氩气气瓶,打开气瓶开关,调节出气压力为1mpa,将 4个冷却气管通过汇流排和软管连接到氮气气瓶,打开气瓶开关,调节出气压力为 2mpa,待气流稳定后,开始喷涂。喷涂完毕后,取下主保护管,清理保护管内壁待用。喷涂完成,获得低氧含量涂层样品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1