自适应调节的打磨方法及装置与流程
1.本发明涉及打磨技术领域,特别是涉及一种自适应调节的打磨方法及装置。
背景技术:
2.在cnc设备的打磨过程中,由于产品来料水平度不一致,使得在打磨过程中,需要反复对打磨装置进行调机,技术员在调机时,通常是依靠经验和目测的方式对打磨点位、打磨压力以及打磨姿态进行调节,调机速度慢,生产率低,且且无法精准控制打磨点位、打磨压力和打磨姿态,导致打磨后,造成产品表面水平度不良、打磨不透、塌边、磨痕等问题,良品率低。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种自适应调节的打磨方法,以解决现有技术中调机难、调机慢且打磨产品表面水平度不良、打磨不透、塌边磨痕的问题。
4.为达到上述目的,本发明的第一方面提供方一种自适应调节的打磨方法,具体包括以下步骤:
5.s1:初始化打磨装置,获取打磨组件的初始位置坐标、探头位置坐标以及产品位置,其中,所述产品位置包括至少一个产品轮廓点位,所述打磨组件的初始位置坐标、探头位置坐标以及产品轮廓点位的参考坐标均位于同一参考坐标系中;
6.s2:根据所述打磨组件的初始位置坐标、探头位置坐标和产品轮廓点位,控制所述打磨组件拾取并携带探头移动至产品位置,逐一探测所述产品轮廓点位的轮廓点坐标并赋值给程序打磨点位生成打磨点参数序列;
7.s3:获取打磨基准参数,基于所述打磨基准参数和打磨点参数序列拟合出打磨路径并确定打磨组件的打磨姿态;
8.s4:打磨组件带动探头复位,并按照所述打磨路径及对应的打磨姿态进行打磨作业。
9.进一步的,所述步骤s2包括以下子步骤:
10.s201:根据所述打磨组件的初始位置坐标和探头位置坐标计算打磨组件自初始位置移动至探头位置的第一移动路径,并控制打磨组件按照第一移动路径移动至探头位置,拾取探头;
11.s202:根据所述探头位置坐标和产品位置计算打磨组件自探头位置移动至第一产品轮廓点位的第二移动路径,并控制打磨组件携带探头按照第二移动路径移动至第一产品轮廓点位的上方;
12.s203:控制打磨组件携带探头自第一产品轮廓点位开始依序探测各产品轮廓点的轮廓点坐标并赋值给打磨装置的程序打磨点位得到打磨点参数,于探测完成后生成打磨点参数序列。
13.进一步的,在步骤s203中,探测各产品轮廓点的具体方法为:
14.控制所述打磨组件携带探头竖直下移靠近第一产品轮廓点位,并于所述探头接触第一产品轮廓点位时产生一停止信号,控制所述打磨组件停止动作;探头读取第一产品轮廓点的第一轮廓点坐标并赋值给打磨装置的程序打磨点位得到第一打磨点参数;控制所述打磨组件携带探头移动至下一产品轮廓点位的上方,重复探测过程探测第二轮廓点坐标并赋值给打磨装置的程序打磨点位得到第二打磨点参数,直至所有产品轮廓点均探测完后依序生成打磨点参数序列。
15.进一步的,在步骤s203中,当所述打磨组件携带探头下移靠近产品轮廓点位时,所述打磨组件携带探头以一小于预设速度的运动速度均减速靠近产品轮廓点位,并于探头接触到产品轮廓点位时向一信号接收器发送停止信号,以控制所述打磨组件的运动速度减为零而停止动作。
16.进一步的,在步骤s203中,所述打磨点参数至少包括平面参数和角度参数,所述平面参数为对应产品轮廓点位在参考坐标系中三维坐标的值,所述角度参数为所述探头的中心线与对应产品轮廓点位在参考坐标系的xy平面、yz平面和zx平面之间的角度偏移值。
17.进一步的,所述步骤s3包括以下子步骤:
18.s301:确定并获取打磨基准参数,其中,所述打磨基准参数至少包括分别与所述平面参数和角度参数对应的平面基准参数和角度基准参数;
19.s302:根据所述打磨点参数序列中各打磨点参数的平面参数和角度参数,依次对相邻两个程序打磨点位的打磨点参数进行拟合得到若干子路径,并对所述子路径依序拟合形成所述打磨路径;
20.s303:依次计算所述打磨点参数序列中每一打磨点参数的平面参数和角度参数与打磨基准参数的平面基准参数和角度基准参数间的第一差值以及依次计算相邻打磨点参数的第二差值,根据所述第一差值确定打磨组件在每一程序打磨点位的打磨姿态,以及根据所述第二差值和对应的两个程序打磨点位的打磨姿态确定打磨组件自前一程序打磨点位至后一程序打磨点位间的姿态变化参数。
21.进一步的,在步骤s4之后,还包括以下步骤:
22.s5:当打磨组件按照当前打磨路径完成打磨作业后,判断所述打磨组件的各打磨头是否均完成打磨作业,若是,则结束打磨,否则继续执行步骤s6;
23.s6:控制打磨组件转动预设角度,调换打磨组件后重复执行步骤s1~s5。
24.本发明的第二方面提供一种自适应调节的打磨装置,包括:
25.打磨机构,用于执行打磨作业;
26.安装于所述打磨机构上的探测机构,用于探测待打磨产品上的产品轮廓点位的轮廓点坐标;以及
27.与所述打磨机构和探测机构电连接的控制机构,用于根据所述轮廓点坐标生成打磨点参数序列,并根据所述打磨点参数序列和一打磨基准参数拟合出打磨路径和确定打磨姿态,控制所述打磨机构按照所述打磨路径和打磨姿态动作以进行打磨作业。
28.进一步的,所述打磨机构包括一与控制机构电连接的机械臂以及一通过一连接轴转动连接于所述机械臂末端的打磨组件,所述打磨组件包括一与所述转动轴连接且具有至少一个第一安装部的打磨安装座、安装于所述第一安装部上且与所述控制机构电连接的气动马达以及转动安装于所述气动马达输出轴的打磨头,所述打磨头背离启动马达的一侧形
成有打磨面;所述打磨安装座上还具有一第二安装部,所述探测机构固定安装于所述第二安装部上,且所述探测机构的中心线垂直于所述打磨面。
29.进一步的,所述探测机构包括一固置于所述打磨机构上的探测安装座、一与所述控制机构电连接的信号接收器以及一可拆卸安装于所述探测安装座上并与所述信号接收器通信连接的探头;所述探测安装座具有与所述第一安装部一一对应的第三安装部,所述第三安装部上固定安装有快速接头,所述探头择一安装于所述快速接头上,所述探头的中心线垂直于所述打磨面。
30.本发明通过建立参考坐标系,利用探头对产品上预先选取的产品轮廓点位的轮廓点坐标进行探测,并将探测到的轮廓点坐标按顺序赋值给打磨机构的程序打磨点位形成若干组打磨点参数,并基于所述打磨点参数和预设的打磨基准参数识别出产品表面的水平度,并确定打磨路径及其对应的打磨姿态,控制打磨组件按照确定的打磨路径和打磨姿态进行打磨作业,无需人工调机,可有效解决调机慢的问题,有利于提高打磨效率;并且,每次打磨可针对单一产品单独规划的打磨路径和打磨姿态,可有效解决调机难的问题,进而避免因不同产品应水平面不均造成的刀纹重、打磨不透、磨痕等问题,有利于提高良品率。
附图说明
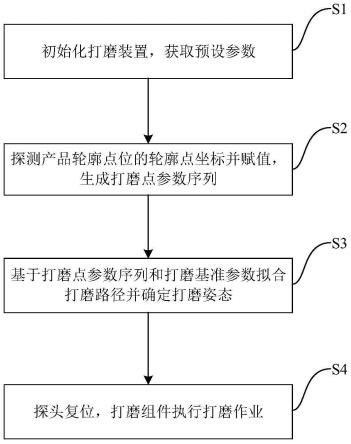
31.图1为本发明实施例1的自适应调节的打磨方法的流程图。
32.图2为图1中步骤s1中产品轮廓点位示意图。
33.图3为图1中步骤s2的流程图。
34.图4为图1中步骤s3的流程图。
35.图5为图1的另一实施例的流程图。
36.图6为本发明实施例2的自适应调节的打磨装置的结构框图。
37.图7为图6中打磨机构和探测机构的结构示意图。
具体实施方式
38.下面通过具体实施方式进一步详细说明:
39.实施例1
40.如图1所示,为实施例的自适应调节的打磨方法的流程图。本实施例的自适应调节的打磨方法以打磨笔记本电脑外壳为例进行说明,可理解的,本实施例的自适应调节的打磨方法不仅限于用于笔记本电脑外壳的打磨,还适用于其他一切需要进行打磨的平板状或非平板状的产品。具体的,结合图7中打磨装置的结构示意图,本实施例的自适应调节的打磨方法具体包括以下步骤:
41.s1:初始化打磨装置,获取预设参数。
42.首先,以打磨装置的中心点为原点,建立一参考坐标系,所述参考坐标系具有一平行于打磨平面的x轴和y轴以及一垂直于打磨平面的z轴(所述打磨平面为打磨装置在进行的打磨作业时其与产品接触的打磨面123a所在平面),所述参考坐标系具有xy平面、yz平面和zx平面三个坐标面,其中,xy平面与所述打磨平面平行,yz平面和zx平面均与打磨平面垂直。
43.然后,初始化打磨装置,获取打磨组件12在参考坐标系中的初始位置坐标、探头位
置坐标以及产品位置对应在参考坐标系的xy平面的参考坐标;所述产品位置。在本实施例中,所述打磨组件12的初始位置坐标可根据机械臂相对于初始状态的转动角度与打磨装置的中心点计算得到;由于所述探头位置和产品位置固定,二者对应的探头位置坐标和产品位置的参考坐标均预先存储于打磨装置的控制机构3中。由于待打磨产品的表面在打磨前各处的水平度不一但其在xy平面(也即平行于打磨平面)上的位置固定,而本实施例的目的在于识别待打磨产品的表面水平度,因此,只需预先存储产品位置在xy平面的参考坐标即可确定探头23在后续获取轮廓点坐标的过程中的在xy平面移动的位置。
44.在本实施例中,所述产品位置包括有至少一个产品轮廓点位,所述产品位置的参考坐标即为各产品轮廓点位对应在参考坐标系的xy平面的参考坐标。所述产品轮廓点位的数量根据待打磨产品的待打磨面123a尺寸和打磨组件12的打磨面123a面积(也即打磨组件12与待打磨产品的接触面积)以及打磨的精度确定;通常情况下,相邻两个产品轮廓点位间的间距以小于或等于打磨面123a直径为宜,以便打磨过程中完全覆盖所述待打磨面123a,且通常情况下,选取的产品轮廓点位越多,打磨精度越高。如图2所示,为本实施例示出的产品轮廓点位在产品上的位置示意图,本实施例中的包括两排共六个产品轮廓点位p1~p6(后续均以六个产品轮廓点位进行描述说明)。可理解的,在其他的一些实施例中,所述产品轮廓点位还可以是三排九个或者三排十二个甚至更多的产品轮廓点位。
45.s2:探测产品轮廓点位的轮廓点坐标并赋值,生成打磨点参数序列。
46.根据所述打磨组件12的初始位置坐标、探头位置坐标和产品轮廓点位在xy平面的参考坐标,控制所述打磨组件12移动至探头位置处拾取后携带探头23一并移动至产品位置,按照设置的顺序逐一探测所述产品轮廓点位的轮廓点坐标,并将探测到的轮廓点坐标逐一赋值给程序打磨点位得到各程序打磨点位的打磨点参数,最终按照探测顺序生成打磨点参数序列。
47.如图3所示,所述步骤s2包括以下子步骤:
48.s201:控制打磨组件12移动并拾取探头23。
49.具体的,根据所述打磨组件12的初始位置坐标和探头位置坐标计算打磨组件12自初始位置到探头中心线上方任意位置的距离以及打磨组件12自该任意位置下移至探头位置的距离得到打磨组件12移动的第一移动路径,并控制机械臂各转动副配合动作使打磨组件12沿第一移动路径移动至探头位置并拾取探头23。更为具体的,首先,控制机械臂的各转动副配合动作将打磨组件12自初始位置移动至探头中心线上方的任意位置,使打磨组件12连接探头23的快速接头24的中心线与探头中心线重合;然后,控制机械臂带动打磨组件12沿探头中心线垂直下移直至与探头23对应位置接触后,利用真空吸附探头23,实现探头23的吸取。
50.在本实施例中,所述机械臂在带动打磨组件12下移时以一小于预设值的下降速度均减速靠近探头23,以减小在与探头23接触过程中对探头23的冲击。具体实现时,可根据打磨组件12在移动至探头中心线上方任意位置的坐标与探头位置坐标,计算出打磨组件12下移的距离(也即打磨组件12在z轴上坐标值的变化量),根据该下移的距离和打磨组件12启动时的初速度,计算出打磨组件12的下降速度减为零时的加速度,进而控制打磨组件12均减速靠近探头23。可理解的,在其他的一些实施例中,所述打磨组件12也可以是加速度变化的变减速靠近探头23,只需在其接触探头23时速度减为零即可。
51.s202:控制打磨组件12携带探头23移动至产品位置。
52.具体的,根据所述探头放置位置坐标和产品位置(具体为第一产品轮廓点位p1)计算打磨组件12携带探头23自探头放置位置沿探头中心线上移至探头中心线上任意位置的距离以及打磨组件12自该任意位置移动至至第一产品轮廓点位上方任意位置的距离得到打磨组件12移动的第二移动路径。更为具体的,首先,控制机械臂的带动打磨组件12携带者探头23沿探头中心线方向向上远离探头放置位置;然后控制机械臂的各转动副配合动作将打磨组件12该任意位置移动至第一产品轮廓点位上方的任意位置,使第一产品轮廓点位位于所述探头中心线上。
53.在本实施例中,所述步骤s201和步骤s202中机械臂带动打磨组件12沿第一移动路径和第二移动路径移动至指定位置时,均可通过控制机械臂各转动副的转动或翻转角度实现。
54.s203:控制打磨组件12下移、依序探测轮廓点坐标并生成打磨点参数序列。
55.具体的,控制打磨组件12携带探头23下移靠近第一产品轮廓点开始按照产品轮廓点p1至p6的顺序依序探测各产品轮廓点的轮廓点坐标,并将所述轮廓点坐标依次赋值给打磨装置的程序打磨点位得到对应的打磨点参数,于探测完成后按照探测或者赋值的顺序生成打磨点参数序列。
56.更为具体的,首先,控制所述打磨组件12携带探头23沿探头中心线方向竖直下移靠近第一产品轮廓点位,并于所述探头23接触到第一产品轮廓点位时产生一停止信号,通过一信号接收器22接收所述停止信号,使控制机构3内的打磨组件12动作标志位置1,并通过该控制机构3控制所述打磨组件12停止动作。在本实施例中,当打磨组件12携带探头23下移靠近产品轮廓点位时,所述打磨组件12携带探头23以一小于预设速度的运动速度均减速靠近产品轮廓点位,并于探头23接触到产品轮廓点位时向所述信号接收器22发送停止信号,以控制所述打磨组件12的运动速度减为零而停止动作,避免对待打磨产品的表面造成打磨意外的损伤,同时,有利于提高打磨的精度和质量。
57.然后,通过探头23与第一产品轮廓点位的接触,读取第一产品轮廓点的第一轮廓点坐标,并将所述第一轮廓点坐标赋值给打磨装置的程序打磨点位得到第一打磨点参数。在本实施例中,所述程序打磨点位为打磨组件12在执行打磨作业时作用于待打磨产品上的位置;所述第一打磨点参数至少包括平面参数和角度参数,所述平面参数为对应产品轮廓点位在参考坐标系中三维坐标的值x、y、z,用于在打磨平面时确定程序打磨点位在参考坐标系中的空间位置;所述角度参数为所述探头23的中心线与对应产品轮廓点位在参考坐标系的xy平面、yz平面和zx平面之间的角度偏移值rx、ry、rz,用于在打磨非平面(如侧边、3d面等)时确定程序打磨点位在参考坐标系中相对于xy平面、yz平面和zx平面的偏移角度。
58.最后,控制所述打磨组件12携带探头23沿探头中心线向上远离第一产品轮廓点位,并移动至第二产品轮廓点位上方的任意位置,使第二产品轮廓点位位于所述探头中心线上,再重复上述探测过程探测第二轮廓点坐标并赋值给打磨装置的程序打磨点位得到第二打磨点参数,直至所有产品轮廓点p1~p6均探测完后得到六组打磨点参数,将该六组打磨点参数依序生成打磨点参数序列。
59.s3:基于打磨点参数序列和打磨基准参数拟合打磨路径并确定打磨姿态。
60.确定并获取打磨基准参数,根据所述打磨基准参数和打磨点参数序列拟合出打磨
路径,并根据打磨基准参数和打磨点参数序列中各打磨点参数计算对应的差值,确定打磨组件12的打磨姿态及对应的姿态变化参数。
61.如图4所示,所述步骤s3包括以下子步骤:
62.s301:确定并获取打磨基准参数。
63.具体的,根据产品位置以及产品尺寸(包括长、宽及厚度等)预先确定打磨组件12的打磨基准参数,并于生成打磨点参数序列后获取所述打磨基准参数,以便在后续拟合打磨路径和确定打磨姿态时计算打磨组件12的进给量。在本实施例中,所述打磨基准参数至少包括分别与所述平面参数和角度参数对应的平面基准参数x0、y0、z0和角度基准参数rx0、ry0、rz0。本实施例的打磨基准参数可使得打磨出的所有产品具有相同的表面水平度。
64.s302:拟合相邻程序打磨点位间的子路径,连接形成打磨组件12的打磨路径。
65.具体的,根据所述打磨点参数序列中各打磨点参数的平面参数和角度参数,依次对相邻两个程序打磨点位的打磨点参数进行拟合,即按照第一程序打磨点位至第二程序打磨点位、第二程序打磨点位至第三程序打磨点位
……
第六程序打磨点位至第一程序打磨点位,拟合得到六条子路径,并对所述六条子路径依序拟合形成所述打磨路径。
66.在本实施例中,由于打磨组件12在进行打磨作业时,其运动轨迹呈螺旋状和/或直线,在拟合呈螺旋状打磨的路径时,可通过确定相邻两个程序打磨点位连接形成的运动轨迹中每绕螺旋转一圈的步进距离以及螺旋的半径确定所述螺旋状的运动轨迹得到所述子路径;在拟合呈直线打磨的路径时,可直接对程序打磨点位进行连接然后得到所述子路径,再将所述子路径依序连接形成所述打磨路径。
67.s303:计算第一差值和第二差值,确定打磨组件12的打磨姿态及姿态变化参数。
68.首先,根据所述打磨点参数序列中各打磨点参数的平面参数和角度参数与打磨基准参数的平面基准参数和角度基准参数,依次计算每一打磨点参数的平面参数和角度参数与打磨基准参数的平面基准参数和角度基准参数间的第一差值,基于所述第一差值确定打磨组件12在每一程序打磨点位处的打磨姿态,即在参考坐标系中由程序打磨点位打磨至打磨基准参数对应的点位间的打磨姿态。
69.然后,根据所述打磨点参数序列中各打磨点参数的平面参数和角度参数与打磨基准参数的平面基准参数和角度基准参数,依次计算相邻两个打磨点参数间的第二差值,并根据所述第二差值和对应的两个程序打磨点位的打磨姿态确定打磨组件12自前一程序打磨点位打磨至后一程序打磨点位间的姿态变化参数,以便实现打磨组件12在两个程序打磨点位间的打磨姿态自适应调节。
70.作为本实施例的一种优选方式,当计算到的第二差值超过一预设误差时(主要为相邻两个程序打磨点位的z轴坐标值的差值超过预设误差时),控制打磨组件12进行报错,并在该相邻两个程序打磨点位间取二者距离的中间值插入一新的产品轮廓点,重复执行上述步骤s1~s3,直至所有第二差值均小于或等于预设误差,以进一步提高打磨精度和质量。
71.s4:探头23复位,打磨组件12执行打磨作业。
72.具体的,首先,获取打磨组件12的当前位置坐标,所述打磨组件12的当前位置坐标可根据探头23最后一次探测产品轮廓点位的轮廓点坐标与探头中心线与打磨组件中心线件的距离差值对最后一个轮廓点坐标(即p6的轮廓点坐标)进行补偿,得到打磨组件12的当前位置坐标,所述打磨组件12的当前位置坐标也可根据机械臂相对于初始状态的转动角度
与打磨装置的中心点计算得到。
73.然后,根据打磨组件12的当前位置坐标和探头位置坐标计算出打磨组件12携带探头23复位的第三运动路径,当所述打磨组件12携带探头23复位到位后,释放探头23,使探头23再次置于探头放置位置,以待下一次探测。本步骤中第三运动路径的具体计算方法参照步骤s2的相关描述,在此不作赘述。
74.最后,控制打磨组件12按照所述打磨路径及对应的打磨姿态进行打磨作业。
75.在本实施例中,所述步骤s1~s4为常规的具有一个打磨头123的打磨组件12实现打磨作业的方法,在具体实现时,通常一个打磨组件12具有多个打磨头123,以实现产品的粗磨、中磨、精磨及抛光等工艺。
76.作为本实施的一种优选方式,本实施例还可实现多个具有多个打磨头123的打磨组件12的打磨作业,下面以四个打磨头123#1~#4为例进行说明。
77.如图5所示,本实施例还包括以下步骤:
78.s5:判断所有打磨头123是否均完成打磨作业。
79.具体的,当所述打磨组件12的一个打磨头123按照生成的打磨路径完成打磨作业后,判断所述打磨组件12的各打磨头123是否均已按照各自生成的打磨路径完成打磨作业,若均以完成,则生成一完成信号,控制打磨组件12停止工作,结束打磨;否则继续执行步骤s6。
80.在本实施例中,在判断所有打磨头123是否均已完成打磨作业时,通过一完成标志位进行判断。具体的,所述控制机构3中具有一完成标志位,所述标志位中预先存储有一完成标志值,所述完成标志值与打磨头123的数量相对应,当一打磨头123按照其对应的打磨路径完成打磨作业时(即按照生成的打磨路径打磨完一圈即视为打磨作业完成),所述完成标志位的完成标志值对应减一,直至所述完成标志值减为零后生成所述完成信号。
81.s6:控制打磨组件12转动预设角度,以待下一次打磨。
82.具体的,当所述打磨头123完成打磨作业后,控制所述打磨组件12转动一预设角度,使下一打磨头123的打磨面123a与待打磨产品相对,以对待打磨产品进行后续的打磨作业,然后跳转步骤s1,执行一个循环后(即步骤s1~s5)完成第二个打磨头123的打磨,依次类推,直至所有打磨头123均已完成打磨作业。
83.在本实施例中,所述打磨组件12的转动角度根据打磨头123的数量或打磨头123的位置确定,即使得打磨组件12转动预设角度后,其后一打磨头123的打磨面123a要与待打磨产品的待打磨面123a相对且平行。
84.本实施例的自适应调节的打磨方法,通过探头23对产品轮廓点的轮廓点坐标进行探测,识别出待打磨产品的水平度,从而基于一打磨基准参数确定出打磨路径和打磨姿态,实现打磨组件12在打磨过程中的自适应姿态调节,无需人工调机,有效解决了技术人调剂慢和调机难的问题,避免因不同产品应水平面不均造成的刀纹重、打磨不透、磨痕等问题,有利于提高良品率、提高加工效率、节约生产成本。
85.实施例2
86.如图6所示,为本实施例的自适应调节的打磨装置的结构示意图。本实施例的自适应调节的打磨装置用于实现实施例1的自适应调节的打磨方法,以对待打磨产品进行自适应调节的打磨作业。
87.本实施例的自适应调节打磨装置包括一打磨机构1、安装于所述打磨机构1上的探测机构2以及一与所述打磨机构1和探测机构2均电连接的控制机构3。所述打磨机构1用于在控制机构3的控制下对待打磨产品执行不同打磨方式的自适应姿态调节的打磨作业;所述探测机构2用于在打磨机构1的带动下探测待打磨产品上的产品轮廓点位的轮廓点坐标,并传输给控制机构3;所述控制机构3用于根据所述轮廓点坐标生成打磨点参数序列,并根据所述打磨点参数序列和一打磨基准参数拟合出打磨路径和确定打磨姿态,控制所述打磨机构1按照所述打磨路径和打磨姿态动作以进行打磨作业,所述控制机构3对于打磨机构1和探测机构2的控制过程及方法参见实施例1的相关描述说明,在此不作赘述。
88.所述打磨机构1包括一与控制机构3电连接的机械臂(图中未示出)以及一通过一连接轴11转动连接于所述机械臂末端的打磨组件12,所述机械臂在控制机构3的控制下可带动打磨组件12动作以实现打磨组件12靠近或远离探测机构2及待打磨产品。所述机械臂的末端内置有一电机,所述连接轴11的两端分别连接于所述电机的输出轴和打磨组件12上,以在电机的驱动下带动打磨组件12转动,以使打磨组件12切换不同的打磨方式。所述打磨组件12与所述控制机构3电连接,以在控制机构3的控制下实现对待打磨产品进行不同打磨方式的打磨作业。
89.具体的,所述打磨组件12包括一打磨安装座121、与所述控制机构3电连接的至少一个气动马达122以及与气动马达122数量对应的打磨头123。所述打磨安装座121与所述连接轴11固定连接,以通过连接轴11带动打磨安装座121转动,进而实现打磨组件12的整体转动;所述打磨安装座121上具有至少一个第一安装部,所述气动马达122对应固定安装于所述第一安装部上;所述打磨头123固定安装于所述气动马达122的输出轴上,以使得气动马达122在控制机构3的控制下驱动打磨头123转动,以实现打磨作业。在本实施例中,所述打磨安装座121上设置有四个第一安装部,且四个第一安装部沿所述连接轴11的轴心均匀分布,即四个第一安装部以间隔90
°
分布于打磨安装座121的四个面上,与此同时,所述连接轴11带动打磨组件12转动时,也按照90
°
的间隔控制打磨组件12切换不同打磨头123工作以实现不同的打磨方式。所述打磨头123背离启动马达的一侧形成有打磨面123a,打磨时,所述打磨面123a与待打磨产品的待打磨面123a相对且相互平行;所述打磨面123a用于可拆卸安装打磨耗材,以实现打磨头123的多种打磨方式。
90.所述打磨安装座121上还具有一第二安装部,所述探测机构2固定安装于所述第二安装部上,且所述探测机构2的中心线垂直于所述打磨面123a,以便准确探测产品轮廓点位的轮廓点坐标。在本实施例中,所述第二安装部形成于所述打磨安装座121上背离连接轴11的一侧,以使得所述探测机构2的中心线可垂直于所述打磨面123a;可理解的,在其他的一些实施例中,所述第二安装部还可形成于所述打磨安装座121上的其他位置,只需在打磨机构1安装完成后其中心线与打磨面123a垂直即可。
91.所述探测机构2包括一探测安装座21、一信号接收器22和一探头23,所述探测安装座21上具有与所述第一安装部一一对应的第三安装部,所述探头23通过一快速接头24可拆卸安装于所述第三安装部上,且所述探头23的中心线垂直于所述打磨面123a。所述探头23与所述信号接收器22通信连接,用于在打磨头123的带动下靠近待打磨产品上预先规划的产品轮廓点位以探测产品轮廓点位的轮廓点坐标,并于接触到产品轮廓点位时生成一停止信号。所述信号接收器22与控制机构3电连接,用于接收所述停止信号和轮廓点坐标后发送
给所述控制机构3,以使得所述控制机构3可根据所述停止信号控制打磨组件12停止动作进而基于所述轮廓点坐标生成打磨点参数序列。
92.在本实施例中,所述探测安装座21上设置有四个第三安装部,且四个第三安装部沿所述连接轴11的轴心均匀分布(与第一安装部相同),即以间隔90
°
分布于探测安装座21的四个面上,每一第三安装部上均固定安装有所述快速接头24。工作时,所述探头23可择一可拆卸安装于对应的快速接头24上,进而在打磨组件12转动时,所述探测安装座21也可带动所述快速接头24同步转动,从而以对应的快速接头24去拾取探头23,以实现对切换后的打磨头123在工作时进行对应轮廓点坐标的探测。
93.本实施例的自适应调节的打磨装置,通过设置探测机构2探测待打磨产品上产品轮廓点位的轮廓点坐标,并通过设置的控制机构3在轮廓点坐标的基础上拟合出打磨机构1打磨时的打磨路径和打磨姿态,进而实现打磨机构1在打磨过程中的自适应调节,以避免因不同产品应水平面不均造成的刀纹重、打磨不透、磨痕等问题,有利于提高良品率和加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1