激光等离子复合制造喷嘴
1.本发明涉及一种激光熔覆和等离子熔覆相结合、增材制造和再制造技术领域,特别涉及一种激光等离子复合制造喷嘴。
背景技术:
2.激光熔覆技术是以激光为热源,融化粉末材料与基体材料以形成熔池,使两种熔融材料在稀释区结合,进而形成冶金结合的涂层制备工艺。
3.等离子熔覆技术是以等离子弧为热源,以一定成分的合金粉末作为填充金属的特种粉末喷焊工艺。
4.在开放条件下,等离子喷涂沉积层比较平整但是成形时的温度较低,金属粉末和工件表面结合比较差,容易产生孔隙;激光熔覆金属粉末和工件表面结合好,但是表面起伏较大,沉积层不平整。
技术实现要素:
5.针对上述存在的技术问题,本发明将两者相结合提供一种激光等离子复合制造喷嘴,利用等离子喷涂产生平整度沉积层,同时又激光辅助熔覆,使金属粉末和工件更好的结合。
6.本发明的技术方案如下:
7.激光等离子复合制造喷嘴,其特征在于,包括
8.喷嘴主体,具有贯穿喷嘴主体的光-粉同路通道,光-粉同路通道的一端与光路系统相连,激光可沿中心轴射入喷嘴主体内;
9.光-粉同路主通道,沿喷嘴主体轴向设置;
10.光-粉同路扩大通道,沿喷嘴主体轴向设置;光-粉同路扩大通道的一端延伸至喷嘴主体顶部后与光路系统的出光口连通,另一端与光-粉同路主通道的一端相连通,形成一条同轴且上下贯通的光-粉同路通道;
11.送粉通道,设置在喷嘴主体的两侧,进口与送粉系统相连,出口延伸至光-粉同路扩大通道,并与之连通;
12.以及可产生等离子体的电极,设置在喷嘴主体下方位置,电极两端分别连接直流电源的正、负极。
13.进一步的,所述光-粉同路主通道的外侧设有水冷装置,所述水冷装置为中空圆柱状,所述中空圆柱状具有用于冷却水流通的夹层结构,所述夹层结构上具有进水口和出水口,内部水流可上下流动。
14.进一步的,所述光-粉同路扩大通道的横截面是锥形,内径从入口到出口逐渐变小,直至与所述光-粉同路主通道同径。
15.进一步的,所述送粉通道设置有两条,两条所述送粉通道对称布置在喷嘴主体的两侧。
16.进一步的,所述电极的两端分别贯通水冷装置并外接电源,所述电极的上下游设置用以绝缘的陶瓷隔层。
17.与现有技术相比,本发明的有益效果体现在:
18.1、本发明所述的激光等离子复合制造技术,利用等离子体熔覆产生的平整沉积层弥补激光熔覆沉积层表面起伏大的缺点;同时,激光熔覆的金属粉末和工件结合好的优点弥补了等离子体熔覆成形温度低导致的结合差的缺点;激光熔覆可以使得沉积层和工件结合的更好,等离子熔覆可以使沉积层平整。
19.2、可以降低设备运行成本,激光照射粉末产生的汽化有利于电极起弧,电弧加热的能量成本较低,相较于仅激光加热的喷头运行成本低。
附图说明
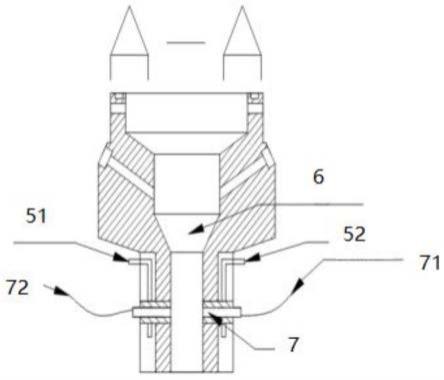
20.图1为本发明的主视图;
21.图2为本发明的a-a剖视图。
具体实施方式
22.以下结合附图对本发明实施例的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明实施例,并不用于限制本发明实施例。
23.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
24.下面将参考附图并结合示例性实施例来详细说明本发明。
25.参考图1和图2,本发明的激光等离子复合制造喷嘴,包括
26.喷嘴主体1,具有贯穿喷嘴主体1的光-粉同路通道,光-粉同路通道的一端与光路系统相连,激光可沿中心轴射入喷嘴主体1内;
27.光-粉同路主通道2,沿喷嘴主体1轴向设置;
28.光-粉同路扩大通道6,沿喷嘴主体1轴向设置;光-粉同路扩大通道6的一端延伸至喷嘴主体1顶部后与光路系统的出光口3连通,另一端与光-粉同路主通道2的一端相连通,形成一条同轴且上下贯通的光-粉同路通道;
29.送粉通道4,设置在喷嘴主体1的两侧,进口与送粉系统相连,出口延伸至光-粉同路扩大通道6,并与之连通;
30.以及可产生等离子体的电极7,设置在喷嘴主体1下方位置,电极7两端分别连接直流电源的正、负极71、72。
31.在一种实施例中,所述光-粉同路主通道2的外侧设有水冷装置5,所述水冷装置5为中空圆柱状,所述中空圆柱状具有用于冷却水流通的夹层结构,所述夹层结构上具有进水口51和出水口52,内部水流可上下流动。
32.在一种实施例中,所述光-粉同路扩大通道6的横截面是锥形,用于防止激光打偏反射回光路损坏激光头;内径从入口到出口逐渐变小,直至与所述光-粉同路主通道2同径。
33.在一种实施例中,所述送粉通道4设置有两条,两条所述送粉通道4对称布置在喷嘴主体1的两侧。
34.在一种实施例中,所述电极7的两端分别贯通水冷装置5并外接电源,所述电极7的
上下游设置用以绝缘的陶瓷隔层。电极由于激光照射粉末产生的汽化容易起弧,产生的等离子体对粉末流整体进行加热,为金属粉末进行二次加热。
35.本发明可以将激光熔覆和等离子体熔覆相互补充,利用激光熔覆解决等离子体熔覆表面结合差的缺点,利用等离子熔覆解决激光熔覆沉积层起伏较大的缺点。
36.这里以42crmo轴表面熔覆stellite6合金为例说明本发明。
37.首先在实验前准备好材料,对42crmo轴表面进行清洗,洗去表面油污锈迹等其他杂质,以便后续熔覆。将stellite6合金粉末放到高温箱式炉中,150℃进行2h的保温处理,烘干合金粉末中的水分。
38.实验设备的安装与准备。将本发明的喷嘴安装在所用设备上,启动所需设备并检查保护气路及水冷设备。
39.在设备开启后,将stellite6合金粉末倒入送粉器,把提前规划好的路径传输到机械臂中,同时设置好所需的工艺参数。工艺参数如下:直流电压u=55v,电流i=300a,送分率f=15g/min,喷涂距离s=5cm,激光功率p=1000w,扫描线速度v=10mm/s,保护气流量q1=1200l/h,载粉气流量q2=400l/h。
40.激光由激光器发出,经过光纤的传播,激光通过熔覆头中光路系统进入喷嘴主体,同时stellite6合金粉末在载粉气的运输中从送粉通道传输到喷嘴通道中,此时激光、粉末、保护气位于同一通道中,stellite6合金粉末受到激光的热作用,温度不断升高,粉末汽化后电极开始起弧,电弧将气体加热电离成高温等离子体,高温等离子体对粉末流进行加热,最后,被加热的粉末喷出到42crmo轴表面形成涂层。涂层兼具激光熔覆的结合性好和等离子熔覆的沉积层平整。
41.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
43.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
44.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
45.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
46.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1