一种3D打印系统以及成型工艺和应用的制作方法
一种3d打印系统以及成型工艺和应用
技术领域
1.本发明涉及增材制造技术领域,尤其涉及一种3d打印系统以及成型工艺和应用。
背景技术:
2.3d打印是快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,通过逐层打印的方式来构造物体的技术。与传统工艺相比,其在缩短新产品研发及实现周期、可高效成型更为复杂的结构、实现一体化、轻量化设计等方面表现出了无法比拟的优势。
3.但目前3d打印技术,特别是采用浆料或热熔丝作为原材料的相关技术,存在直出精度差,表面平整度差等问题,使得其无法直接用于加工高精度产品。
4.在具体的打印过程中,现有技术中对于相邻的打印单元一般是通过原材料的流动性、打印路径的设置实现两相邻单元的的融合,融合部截面形状一般为一个或多个圆弧凸起,存在连接强度低,形状精确度不足等问题。
5.由于打印头出料具有一定的延迟性,因此在打印的起点容易出现缺料,终点容易产生拉丝现象,对打印产品的精度或表面形貌有不良影响,往往需要后期打磨等二次加工,影响加工效率。
6.另外在打印过程中,由于产品结构、打印路径设计等,使得路径中必然会遇到转弯的情况,在转弯处打印头速度需要进行变化,如路径和速度发生突变,容易造成转弯处填充精度差的问题。
7.目前打印方案多是逐层打印,如某个产品中包括多个凸出部,现有方案中一般是一次打印出多个凸出部的某一层,针对单个凸出部,层与层之间是不连续的,容易存在精度低、结合力差等问题。
技术实现要素:
8.针对现有技术中存在的上述问题,本发明提出一种3d打印系统以及成型工艺。
9.本发明公开一种3d打印系统,用于打印成型构件单元,包括用于3d打印浆料的打印模块、用于固定基板的装夹模块、用于带动打印模块或装夹模块动作的运动模块、以及控制上述各个模块动作的控制模块;所述打印模块包括打印头、压力供料组件;所述打印头包括打印头体、供浆料通过的出料道、挤压部;所述压力供料组件在控制模块的控制下,按照设置的挤出压力将浆料挤出到打印头并从打印头出料道端部挤出;所述挤压部设置在打印头体靠近基板一侧的端部,被构造成挤压从所述出料道端部挤出的浆料从而压紧所述浆料。
10.优选的,所述挤压部靠近基板一侧为一平面或设置有凹凸结构;所述挤压部同基板平行或以一定角度倾斜布置。
11.优选的,所述挤压部为打印头体靠近基板一侧的下端面,所述挤压部在构件单元宽度方向上的宽度大于出料道端部直径的1.05-250%。
12.本发明公开一种基于上述3d打印系统的成型工艺,所述成型工艺通过控制模块控制压力供料组件挤出压力(p)、打印模块或装夹模块移动速度(v)、挤压部靠近基板一侧的端面同基板的距离(h)实现对所述3d打印系统直写所形成的构件单元的宽度(w)、高度的精确控制;所述构件单元的高度由挤压部靠近基板一侧的端面同基板的距离(h)控制,所述挤压部靠近基板一侧的端面同基板的距离(h)小于出料道端口内径和/或浆料从出料道端口流出后的外径。
13.优选的,所述构件单元的宽度(w)按照以下公式进行控制,其中d为打印系数,g为重力加速度:所述构件单元的宽度(w)小于挤压部在垂直于打印头体运动方向上的宽度。
14.优选的,所述成型工艺还包括在所述构件单元在水平方向堆叠时,水平相邻构件单元边缘部分叠加,叠加区域位于挤压部下方。
15.优选的,所述水平相邻构件单元叠加区域的宽度为构件单元宽度的1-10%。
16.优选的,所述成型工艺还包括在所述构件单元在垂直方向堆叠的过渡段不断料打印;所述不断料打印具体过程为:在完成下一层构件单元打印后不停止浆料的挤出,保持压力供料组件挤出压力(p)不变,同时打印模块以堆叠速度(vd)上升或装夹模块以堆叠速度(vd)下降,直至达到上一层构件单元所需厚度(h1),之后进行上一层构件单元的打印。
17.优选的,所述堆叠速度(vd)计算过程如下:获得上一层构件单元宽度所需速度(v2),下一层构件单元所需速度为(v1),上一层构件单元厚度为(h1);当上下两层构件单元宽度一致时,堆叠速度vd=v1=v2;当上下两层构件单元宽度不一致时,堆叠过程为匀加/减速过程,其加速度如下:其中 为堆叠速度(vd)的加速度。
18.优选的,所述浆料为具有剪切致稀特性的纳米级金属浆料,包括纳米级金属颗粒、有机配体及有机溶剂,其中纳米级金属浆料粘度范围为100000cps~1000000cps,触变指数为3~10。
19.优选的,所述成型工艺还包括在所述构件单元起点采用倾斜插入提前开始供料,具体的包括如下步骤:打印开始前,打印头处于预设的空跑高度、空跑速度,打印启动后,打印头由初始位置移动至构件单元的打印起点位置,并由空跑高度下降至打印高度,即构件单元厚度;设置打印前距离,所述打印前距离为打印头从空跑高度下降到打印高度过程中所经过的距离,在打印前距离内,打印头水平方向速度会由空跑速度均匀变化到打印速度,垂直方向速度会先加速或匀速,之后减速,当到达构件单元起点位置时,水平方向速度为打印速度,垂直方向速度为零;设置提前供料距离,根据压力供料组件和打印头参数确定供料延迟时间,结合打印前距离过程中水平速度确定提前供料距离,当打印头到达提前供料距
离,开始提前供料。
20.优选的,所述成型工艺还包括在所述构件单元的打印终点停止供料并抬起打印头回抹,具体的包括如下步骤:设置提前断料距离,所述提前断料距离小于等于出料道端部直径;当打印头与所述打印终点的距离等于所述提前断料距离时,压力供料组件停止供料,打印头保持设计预设的方向运动直至打印终点位置,到达终点后,打印头缓慢抬高至回抹高度,之后快速向反方向运动一段回抹距离,使被挤出浆料与打印头内浆料由切向力左右分离,之后打印头快速抬升至空跑高度位置。
21.优选的,所述回抹高度为0,所述回抹距离大于等于提前断料距离。
22.优选的,所述成型工艺还包括转向段路径规划方法,具体的包括如下步骤:当转向角度为180度时,采用两次90度转向,先通过转弯圆弧转向90度,之后沿转向后的方向,即中间段,运动一定距离后再次通过转弯圆弧转向90度;所述转弯圆弧半径为构件单元宽度的5-20%或1-10um;在转向过程中通过x、y方向上分速度的匀速变化保持运动速度值同前一段一致;当转向角度为直角和钝角时,采用相切圆弧连接转向前后路径,相切圆弧的直径小于等于打印头内径,大于1um;在转向过程中通过x、y方向上分速度的匀速变化保持运动速度值同前一段一致;当转向角度小于90度时,采用两次转向,先通过转弯圆弧转向90度,之后沿转向后的方向,即中间段,运动一定距离后再次通过相切圆弧以钝角转向;所述转弯圆弧半径为构件单元宽度的5-20%或1-10um;在转向过程中通过x、y方向上分速度的匀速变化保持运动速度值同前一段一致。
23.本发明还公开一种基于上述3d打印系统成型工艺的应用,通过所述3d打印系统成型工艺打印高精度构件,所述构件通过构件单元堆叠实现,所述高精度构件包括有多个超薄壁结构;所述相邻的超薄壁结构间最小间距为10um;所述高精度构件的打印步骤为逐个打印超薄壁结构,在所述超薄壁结构打印过程中构件单元在垂直方向堆叠的过渡段不断料打印;所述高精度构件包括但不限于包括多个鳍片的高精度散热器,包括多个栅极的高精度光栅。
24.本发明通过挤压部的设置,配合成型工艺中打印头与基板间距离小于浆料丝径的要求,浆料从打印头挤出后直接与基板接触,无悬挂过程,在打印头与基板的相对运动时,挤压部会挤压刮涂挤出的浆料丝,起到类似与刮刀的作用,通过控制打印头距离和挤压部宽度等参数,可以精确控制打印出构件单元的高度和宽度,可以实现0.001mm的精度控制,并且由于打印时的刮涂作用,打印出的构件单元的表面具有极高的平整度,保证了后续的多层打印的结构精度。
25.通过构件单元的堆叠,可以实现高精度构件的直写打印,特别是超薄壁结构,适用于精密散热器以及散热器的鳍片、光栅以及光栅的栅极、线路板以及线路板上的线路等相关产品的制造。
附图说明
26.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1是本发明提供的3d打印系统示意图;图2是本发明提供的3d打印系统一种实施例的结构示意图;图3是本发明提供的3d打印系统另一种实施例的局部结构示意图;图4是本发明提供的3d打印系统又一种实施例的局部结构示意图;图5是本发明提供的3d打印系统又一种实施例的局部结构示意图;图6是本发明提供的3d打印系统180度转向路径规划示意图;图7是本发明提供的3d打印系统小角度转向路径规划;图8是本发明提供的3d打印系统水平堆叠打印示意图;图9是本发明提供的3d打印系统垂直堆叠打印示意图;图10是本发明提供的3d打印系统起点终点打印示意图;图11是本发明提供的3d打印系统打印高精度构件示意图。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明提供一种3d打印系统,包括用于3d打印浆料的打印模块、用于固定基板的装夹模块、用于带动打印模块或装夹模块动作的运动模块、以及控制上述各个模块动作的控制模块。
30.附图1所示的高精度直写3d打印装置为本发明一种实施例的系统架构图,高精度直写3d打印装置10包括用于打印的打印模块11、用于固定基板的装夹模块12、用于打印模块与所述基板加工点位对准,以及距离调整的传感成像模块13、用于带动打印模块11动作的运动模块14、用于打印完成后烧结和/或牺牲区清除的后处理模块15,以及控制上述各个模块动作的控制模块16。
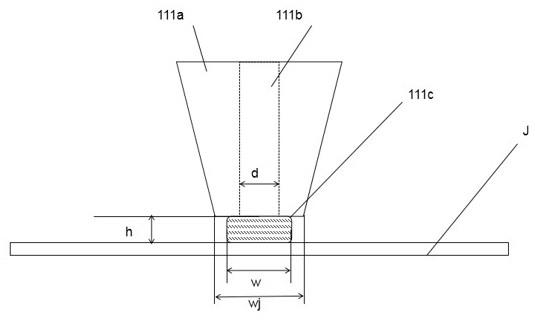
31.如附图2所示,本发明一种实施例的打印模块11包括打印头111、压力供料组件112;所述打印头包括打印头体111a、供浆料通过的出料道111b、挤压部111c;所述压力供料组件112在控制模块16的控制下,按照设置的挤出压力将浆料挤出到打印头111并从打印头出料道111b端部挤出;所述挤压部111c设置在打印头体靠近基板j一侧的端部,被构造成挤压从所述出料道111b端部挤出的浆料从而压紧所述浆料。
32.所述压力供料组112件可以通过气压、液压、电动致压、机械致压等方式推动浆料。一般包括致压件、管道、储料装置等部件。
33.所述挤压部111c固定连接到打印头体111a端部;所述挤压部111c靠近基板一侧为一平面或设置有凹凸结构;所述挤压部111c同基板j平行或以一定角度倾斜布置。
34.如附图2所示所述挤压部111c为圆盘式结构,可以通过焊接方式固定到打印头体111a端部。也可以如附图3所示所述挤压部111c为为打印头体111a靠近基板j一侧的下端面。
35.如附图2、3所示挤压部111c均为平行于基板j,附图4所示挤压部111c与基板j间倾斜布局,如附图4所示,打印头体111a运动方向可以垂直于纸面也可以平行于纸面,当打印
头体111a运动方向垂直于纸面时打印出来的构件单元上表面未斜面,当当打印头体111a运动方向平行于纸面时,打印出来的构件单元上表面受挤压部111c最低处挤压。
36.如附图5所示,挤压部111c底面可以设置有凹凸结构,使得打印出来的构件单元也具有凹凸结构,有利于提高上下构件单元间结合的牢靠度。
37.本发明所要保护的成型工艺通过控制模块控制压力供料组件挤出压力p、打印模块或装夹模块移动速度v、挤压部靠近基板一侧的端面同基板的距离h实现精确控制所述3d打印系统直写形成构件单元的宽度w、高度。
38.因此在实践中构件单元的宽度w小于等于挤压部111c在垂直于打印头体111a运动方向上的宽度wj。
39.同时考虑到由出料道111b限定的浆料流出时的外径,在实践中一般控制构件单元的宽度w为出料道111b端部直径d的1.05-250%,因此挤压部111c在垂直于打印头体111a水平运动方向上,即构件单元宽度方向上,的宽度wj大于出料道111b端部直径的1.05-250%。挤压部111c过大会影响打印头体111a的重量分布,过小的则起不到挤压浆料的效果。
40.所述构件单元的宽度w按照以下公式进行控制,其中a为打印系数,通过实验得出,g为重力加速度:所述构件单元的高度由挤压部靠近基板一侧的端面同基板的距离(h)控制,等于挤压部靠近基板一侧的端面同基板的距离(h)。
41.所述挤压部靠近基板一侧的端面同基板的距离(h)应小于出料道端口内径和/或浆料从出料道端口流出后的外径,由此实现挤压部对浆料的挤压效果。
42.打印系数d同浆料物理特性(如密度等)、打印头数据(出料道111b端部直径d等)相关,通过限定浆料、压力供料组件挤出压力p、挤压部靠近基板一侧的端面同基板的距离h、打印模块或装夹模块移动速度v的多组实验可以得出针对某种特定浆料和打印头组合的打印系数d,在后续使用中可以直接通过查表获得所需要的打印系数d。
43.在针对一条构件单元打印时,如该构件单元的路径可以为直线,也可以是曲线,或者多段直线、曲线的组合。所述路径为构件单元在长度方向上的中轴线,该路径一般为打印模块的运动路径。
44.在路径发生转向时,需要运动模块带动打印模块或基板在x、y方向进行运动和速度变化,为使构件单元在转向处保持足够的精度和上表面以及边缘形貌的平整度,本发明提供如下路径规划方法:1)当转向角度为180度时,采用两次转向,即先通过转弯圆弧转向90度,之后沿转向后的方向,即中间段运动一定距离后再次通过转弯圆弧转向90度,所述转弯圆弧半径为构件单元宽度的5-20%或1-10um,所述中间段长度为在转向处转向前后路径相距距离减去转弯圆弧半径的二倍。
45.具体的如附图6所示,构件单元的路径从a-b180度转向到e-f,所述预设距离可以为零,在各段路径的速度变化上,
第一转向圆弧过渡段,即b-c段,x方向匀减速到零,y方向匀加速,其合速度数值同a-b段一致;中间段,即c-d段,y方向匀速运动,其速度值同a-b段一致;第二圆弧过渡段,即d-e段,y方向匀减速到零,x方向匀加速,其合速度数值同a-b段一致。
46.在上述转向过程中法向量速度不变,出料压力无需调整,保证构件单元宽度一致,无明显的加减速造成的堆料情况。
47.在通过平行的构件单元水平堆叠都成“面”(实际为具有一定厚度,即构件单元厚度的片层)时,其打印路径上会发生多次180度转向。
48.2)当转向角度为直角和钝角时,采用相切圆弧连接转向前后路径,相切圆弧的直径小于等于打印头内径,大于1um;在转向过程中通过xy方向上分速度的匀速变化保持运动速度值同前一段一致。
49.3)当转向角度小于90度时,采用两次转向,先通过转弯圆弧转向90度,之后沿转向后的方向,即中间段,运动一定距离后再次通过相切圆弧以钝角转向;所述转弯圆弧半径为构件单元宽度的5-20%或1-10um;在转向过程中通过x、y方向上分速度的匀速变化保持运动速度值同前一段一致。所述中间段长度为在转向处转向前后路径相距距离减去转弯圆弧半径和相切圆弧顶端距离转弯后路径的垂直距离,所述相切圆弧顶端距离转弯后路径的垂直距离可以通过相切圆弧圆心角r和相切圆弧半径r计算得到,具体的计算公式为r(1-cosr)。
50.如附图10所示,在针对一条构件单元打印时,在起点,由于存在一定的供料延迟,即当打印头到达构件单元的打印起点时,浆料可能还未从打印头挤出。在终点,由于浆料存在一定的粘性,打印头断料离开的终点位置可能会存在浆料拖尾或拉尖的现象,造成较差的形貌并影响整体结构精度,因此针对构件单元的起点和终点的结构精度,提供如下的成型工艺。
51.起点成型工艺上采用倾斜插入提前开始供料,具体的包括如下过程:打印开始前,打印头处于预设的空跑高度、空跑速度,打印启动后,打印头由初始位置移动构件单元起点位置,并由空跑高度下降至打印高度,即构件单元厚度。
52.设置打印前距离,所述打印前距离为打印头从空跑高度下降到打印高度过程中所经过的距离。在打印前距离内,打印头水平方向速度会由空跑速度均匀变化到打印速度,垂直方向速度会先加速或匀速,之后减速,当到达构件单元起点位置时,水平方向速度为打印速度,垂直方向速度为零;设置提前供料距离,根据压力供料组件和打印头参数确定供料延迟时间,结合打印前距离过程中水平速度确定提前供料距离,当打印头到达提前供料距离,开始提前供料。
53.终点成型工艺上采用提前停止供料并抬起打印头回抹,具体的包括如下过程:设置提前断料距离,所述提前断料距离设置小于等于打印头内径d,当打印头距离终点距离为提前断料距离时,压力供料组件停止供料,打印头保持设计预设的方向运动直至终点位置,此时“提前断料距离”内的浆料在打印头残压作用下挤出,其形成构件单元宽度小于匀速状态宽度,到达终点后,打印头缓慢抬高至“回抹高度”,所述回抹高度为打印头下端面同构件单元上表面之间的距离,完全使残余压力释放,并将浆料铺于“提前断料距离”内,修补此段内的宽度不足,之后快速向反方向运动一段“回抹距离”,使被挤出浆料与打印头内浆料由切向力左右分离,之后打印头快速抬升至空跑高度位置。
54.优选的,打印结束位置回抹高度可设置为0,可根据浆料属性进行调整。所述回抹
距离大于等于提前断料距离。
55.优选的,在打印结束位置,回抹方向可设置为打印方向的反方向,也可设置为相同方向,以实现特定的结尾形貌需求。
56.优选的,结束位置“回抹高度”及“回抹距离”的移动可同时进行,产生斜向上的运动回抹路径,以实现特定的形貌需求。此方法中每一段“距离”均可单独设置速度,加速度及减速度。
57.在某些应用场景时,如上下两层构件单元堆叠时,所述浆料优选为非牛顿流体,具体的所述浆料为具有剪切致稀特性的纳米级金属浆料,在组分上所述浆料包括纳米级金属颗粒、有机配体及有机溶剂,纳米级金属颗粒的含量为75%~95%,具有剪切致稀特性的纳米级金属浆料粘度范围在100000cps~1000000cps之间,触变指数为3~10,吸水率<5%,有机配体包括短链聚丙烯酸和长链聚丙烯酸,短链聚丙烯酸和长链聚丙烯酸的质量配比范围在1:1到6:1之间。作为优选方案,短链聚丙烯酸聚合度在1000~10000之间,长链聚丙烯酸聚合度在20000~100000之间。有机溶剂为乙二醇、甘油中的一种或一种以上。
58.实践中,3d打印产品是通过重复单个构件单元的成型工艺,之后通过多个构件单元水平和垂直方向的堆叠得到构件。
59.如附图8所示,在构件单元水平堆叠都成“面”(实际为具有一定厚度,即构件单元厚度的片层)时,为提高构件单元相互之间连接的牢靠度,相互之间需要彼此重合叠加一部分,即两条构件单元需要搭接。基于本发明所要求保护的3d打印系统,所述构件单元在水平方向堆叠时,水平相邻构件单元边缘部分叠加区域位于挤压部下方。叠加区域的宽度wd一般为构件单元宽度的1-10%(附图仅为方便展示叠加区域,不构成对宽度wd的实际限制)。通过挤压部对叠加区域的挤压在可以提高连接的牢靠度同时拥有更好的形貌。
60.进一步的,相邻构件单元的宽度w可以相同或不同,其叠加区域同各自宽度比例一致即可。即两个100um宽度的构件单元叠加区域为5um,两个宽度分别为100um、50um的构件单元叠加区宽度分布为5um、2.5um。
61.如附图9所示,在构件单元垂直堆叠都成“壁”时,基于本发明所要求保护的3d打印系统和成型工艺,在从下一层构件单元过渡到上一层构件单元时可以实现不断料打印,即完成一层构件单元打印后不停止出料,保持压力供料组件挤出压力p稳定同时打印模块以堆叠速度vd上升或装夹模块以堆叠速度vd下降,直至达到上一层构件单元所需厚度h1,在这个过程中可以实现对上层构件单元宽度的精确控制,由此实现不断料打印。
62.具体的控制方法包括如下步骤:1)根据下一层构件单元、上一层构件单元所要求的宽度、高度数据确定对应的压力供料组件挤出压力p,打印模块或装夹模块移动速度v、挤压部靠近基板一侧的端面同基板的距离h,在上下层堆叠时压力供料组件挤出压力p保持不变;其中上一层构件单元宽度所需速度v2,下一层构件单元所需速度为v1(附图8中v2、v1方向均为垂直于纸面方向,堆叠速度vd为打印头向上运动),上一层构件单元厚度为h1;2)当上下两层构件单元宽度一致,堆叠速度vd=v1=v2;3)当上下两层构件单元宽度不一致是,堆叠过程为匀加/减速过程其加速度如下:
其中 为堆叠速度(vd)的加速度。
63.通过不同宽度的层层叠加,可实现倾斜立面,或弧形立面的打印成型。另外在上下层构件单元的位置关系上,下一层构件单元、上一层构件单元长度方向上的轴线可以不重合,即两层构件单元在水平方向上存在偏移,偏移量一般不超过下层宽度的50%。
64.基于上述应用可以实现高精度的超薄壁结构构件打印,所述超薄壁结构构件包括但不限于散热器以及散热器的鳍片、光栅以及光栅的栅极、线路板以及线路板上的线路。
65.在采用上述3d打印系统加工有多个超薄壁结构且超薄壁结构之间距离较宽的产品时,包括但不限于多个鳍片的散热器,多个栅极的光栅。所述相邻的超薄壁结构间最小间距为10um;如附图11所示,在打印路径的规划上先打印基体,然后在基体上单独打印单个的超薄壁结构,对于不包括基体的高精度构件,所述构件通过构件单元堆叠,包括水平、垂直方向堆叠的组合,其打印步骤可以为逐个打印超薄壁结构,在所述超薄壁结构打印过程中构件单元在垂直方向堆叠的过渡段不断料打印。
66.在所述超薄壁结构打印过程中采用上述垂直堆叠不断料的成型工艺方法。可以保障单个超薄壁结构的精度和结构强度。
67.以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性的劳动的情况下,即可以理解并实施。
68.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1