一种全自动磷化除渣机及其使用方法与流程
1.本发明涉及涂料过滤技术领域,特别是涉及一种全自动磷化除渣机及其使用方法。
背景技术:
2.金属材料表面涂装前经磷化处理可以显著提高涂层的附着力和耐腐蚀性,因此在汽车行业中,磷化膜作为电泳涂漆的底层,得到了几乎100%的应用。伴随磷化处理的过程,磷化沉渣的产生不可避免。过多的磷化渣不及时从槽液中清除,不但会污染磷化液,缩短其使用寿命,同时还会附着在车身表面影响磷化膜质量和整车的涂装质量,最终给生产企业带来较大的经济损失。
3.本发明为一种全自动磷化除渣机,可以有效过滤磷化渣,将磷化槽液中的磷化渣含量控制在一定范围内,保证涂装生产线高效、高质量的运行。
技术实现要素:
4.本发明的目的在于提供一种全自动磷化除渣机及其使用方法,以解决上述背景技术中提出的问题,可以有效过滤磷化渣,将磷化槽液中的磷化渣含量控制在一定范围内,保证涂装生产线高效、高质量的运行,全自动操作,减少生产企业人工成本,体积小,相比于其它大型机器性价比高,采用加压过滤的方式,可以高效率地使用无纺布,不会产生浪费,因为滤渣是脱液固体化后排出的,不会造成磷化液的浪费,也容易废弃处理,滤纸经干燥后可再利用,节能环保。
5.为实现上述目的,本发明提供如下技术方案:一种全自动磷化除渣机,包括主体、上盖和主体支架,所述主体上端设置上盖,所述主体下侧设置有升降装置,所述主体左侧设置有过滤滤纸供给侧装置,所述主体右侧设置有过滤滤纸卷取侧装置,所述过滤滤纸供给侧装置包括滤纸卷转轮和滤纸送纸辊轮,所述滤纸送纸辊轮设置于所述滤纸卷转轮上端,所述滤纸卷转轮安装于主体支架上,所述过滤滤纸卷取侧装置包括滤纸输出电机和滤纸卷取纸辊轮,所述滤纸输出电机安装于主体支架右侧,所述滤纸输出电机与所述滤纸卷取纸辊轮转动连接,所述过滤滤纸卷取侧装置一侧设置有滤渣刮除装置,所述升降装置包括气缸,所述气缸铰接于所述主体支架下端的底座上,所述气缸上端铰接于所述伸拉架上,所述伸拉架上端连接所述主体,所述主体与所述上盖连接闭合时形成过滤室,所述上盖上端设置有磷化渣液输入装置,所述过滤室连接设置有调压阀组件,所述调压阀组件通过控制面板控制压力调节,所述过滤室内压力通过电接点压力表显示;
6.本装置能够通过前后端的过滤纸运行封闭,通过过滤室的密封完成对滤渣液体的上下过滤,使用无纺布的过滤材质能够更好将滤渣留在上盖与无纺布之间,同时滤渣被镶嵌与无纺布上,能够更好的将滤渣带走,保证滤纸与主体之间的过滤液体的澄清,便于再次使用,过滤效果良好,同时在过滤中,能够进行随时中断进行更换滤纸,滤纸处于随时进行更换的状态,保证过滤的持续有效性。
7.优选的,所述磷化渣液输入装置包括输入泵、输入管和第一隔膜阀,所述输入泵安装于所述底座上,所述输入泵连接输入管,所述输入管连接设置有第一隔膜阀,所述第一隔膜阀通过右侧输入管连接所述上盖,所述输入泵一侧设置有输入隔膜阀,所述第一隔膜阀右侧上端连接有电动阀和停止阀,所述停止阀上端连接压缩空气入口端;通过输入泵的不断抽取滤渣液体进行自动过滤,同时在过滤时能够随时进行滤液的补充,保证过滤的快速及时,加快滤渣与滤液的循环,保证电泳槽的液体处于涂装的最好状态。
8.优选的,所述滤纸送纸辊轮包括上送纸辊轮和下送纸辊轮,所述上送纸辊轮与所述下送纸辊轮之间夹持所述过滤纸,所述上送纸辊轮与所述下送纸辊轮安装于所述主体支架上的支撑架上,在进行滤渣液体的过滤时,为保证过滤效果更好,通过滤纸送纸辊轮的上下辊轮进行夹持,保证滤纸的张紧力,这样能够更保证过滤室的过滤效果。
9.优选的,所述滤纸卷取纸辊轮包括卷取架,所述卷取架上设置上卷取辊轮和下卷取辊轮,所述上卷取辊轮与所述下卷取辊轮之间夹持设置有过滤纸,所述卷取架活动安装于所述主体支架右侧;同时在滤纸卷取的上下辊轮的作用下,能够随时调整卷取架进行张紧力的调整,保证过滤室的过滤纸处于更好的过滤张紧率,保证了送纸辊轮与卷取纸辊轮之间过滤的室的张紧效果。
10.优选的,所述过滤纸通过所述过滤滤纸供给侧装置穿过所述上盖与主体之间连接于所述过滤滤纸卷取侧装置上,所述过滤纸为无纺布。
11.优选的,所述刮除装置包括刮板,所述刮板活动安装于刮板架上,所述刮板架安装于所述主体支架上,所述刮板架上设置有转辊,所述转辊上安装所述刮板,所述刮板与所述上卷取辊轮的滤纸间距设置0.8-1.0mm,刮除板主要是能够在进行过滤完毕后进行无纺布上的滤渣的过滤,保证滤渣的清除,同时在清除的时对无纺布进行喷洒冲刷,能够保证刮除后的无纺布再次进行利用,由此保证了过滤材质的循环利用,降低生产成本,同时在刮板与过滤纸之间的间距通过转辊上的间距传感器进行调节,保证刮板与滤纸保持最佳的刮除距离,更加有效的刮除滤渣。
12.优选的,所述控制面板设置有过滤时间、脱液时间和滤纸移动量参数,所述调压阀组件包括过滤调节器和调整器,所述过滤调节器与所述调整器连接。
13.优选的,所述主体与所述过滤纸之间的滤液腔下端设置有输出口,所述输出口连接有摆动式止回阀,所述摆动式止回阀一侧连接有控制电磁阀门。
14.优选的,所述伸拉架包括伸拉块,所述伸拉块下端连接气缸,所述伸拉块上端活动连接直角平衡板,所述直角平衡板活动连接有活动块,所述活动块铰接于主体支架上;通过伸拉架上设置的直角平衡板,能够更好的进行主体的开启与闭合,保证在过滤室的密封效果,防止漏液,同时能够在开启时平稳开启,降低在开启与闭合时滤液的散落。
15.优选的,一种全自动磷化除渣机的使用方法,包括以下步骤:
16.s1:所述主体处于“开启”状态,将滤纸安装在供给侧组件与卷取侧组件上,设定好所述控制面板过滤时间、脱液时间和滤纸移动量参数,其中泵入口阀v3和旁路阀v5根据实际流量调整手动开度,其余手动阀全开,电磁阀门由控制面板根据参数控制,打开电源开关,磷化除渣机起动;
17.s2:在运转时,所述气缸通气后上升,主体与上盖连接闭合形成过滤室,当电接点压力表监测到过滤室内压力达到过滤压力时向系统电路发出信号,电动阀v1自动打开,电
动阀v2处于关闭状态,输入泵将含有磷化渣的磷化液输送至过滤室并在加压状态下进行过滤,磷化液经滤纸过滤后,磷化渣留在过滤纸上,澄清磷化液经排液管到输出口,输出口连接磷化槽继续使用;
18.s3:过滤时间通过控制面板设定,当过滤工序结束后,电接点压力表监测到过滤室内压力达到脱液压力时向系统电路发出信号,电动阀v1自动关闭,输入泵停止输送磷化液,电动阀v2自动打开,过滤室中通过压缩空气入口端输送空气,将过滤室中含有少量磷化液的磷化渣进一步脱液;
19.s4:脱液时间液通过控制面板设定,脱液工序结束后,气缸泄气下降,主体打开,滤纸输出电机和滤纸卷纸电机启动,滤纸输出电机带动滤纸移动,滤渣随着滤纸移动排出,刮板与滤纸间隙为0.8-1mm,将滤渣与滤纸分离,滤渣进入回收桶,使用过的滤纸通过滤纸卷纸电机自动卷到滤纸卷取侧的回卷管上,滤纸移动量通过滤纸送纸辊轮上的计数器控制,过滤运转过程结束,以上步骤为全自动过程,并且能够重复工作。
20.与现有技术相比,本发明的有益效果是:
21.1、通过前后端的过滤纸运行封闭,通过过滤室的密封完成对滤渣液体的上下过滤,使用无纺布的过滤材质能够更好将滤渣留在上盖与无纺布之间,同时滤渣被镶嵌与无纺布上,能够更好的将滤渣带走,保证滤纸与主体之间的过滤液体的澄清,便于再次使用,过滤效果良好,同时在过滤中,能够进行随时中断进行更换滤纸,滤纸处于随时进行更换的状态,保证过滤的持续有效性。
22.2、滤纸卷取的上下辊轮的作用下,能够随时调整卷取架进行张紧力的调整,保证过滤室的过滤纸处于更好的过滤张紧率,保证了送纸辊轮与卷取纸辊轮之间过滤的室的张紧效果。
23.3、刮除板主要是能够在进行过滤完毕后进行无纺布上的滤渣的过滤,保证滤渣的清除,同时在清除的时对无纺布进行喷洒冲刷,能够保证刮除后的无纺布再次进行利用,由此保证了过滤材质的循环利用,降低生产成本。
24.4、通过伸拉架上设置的直角平衡板,能够更好的进行主体的开启与闭合,保证在过滤室的密封效果,防止漏液,同时能够在开启时平稳开启,降低在开启与闭合时滤液的散落。
25.5、可以有效过滤磷化渣,将磷化槽液中的磷化渣含量控制在一定范围内,保证涂装生产线高效、高质量的运行,全自动操作,减少生产企业人工成本,体积小,相比于其它大型机器性价比高,采用加压过滤的方式,可以高效率地使用无纺布,不会产生浪费,因为滤渣是脱液固体化后排出的,不会造成磷化液的浪费,也容易废弃处理,滤纸经干燥后可再利用,节能环保。
附图说明
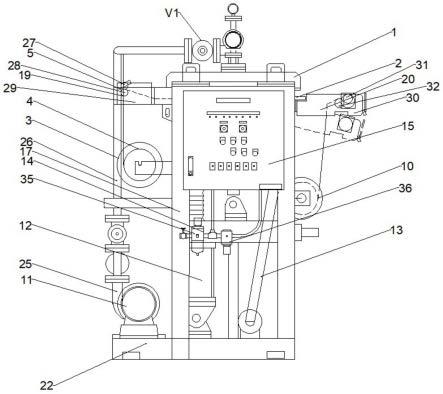
26.图1为本发明全自动磷化除渣机整体结构原理示意图。
27.图2为本发明全自动磷化除渣机整体结构侧视图。
28.图3为本发明全自动磷化除渣机整体运行图。
29.图4为本发明全自动磷化除渣机流程图。
30.附图标记:1、上盖,2、主体,3、滤纸卷转轮,4、过滤纸,5、滤纸送纸辊轮,6、滤纸输
出电机,7、滤纸卷取纸辊轮,8、刮板,9、滤纸卷纸电机,10、滤纸回卷筒,11、输入泵,12、气缸,13、排液管,14、调压阀组件,15、控制面板,16、电接点压力表,17、主体支架,18、升降装置,19、过滤滤纸供给侧装置,20、过滤滤纸卷取侧装置,21、滤渣刮除装置,22、底座,23、伸拉架,24、过滤室,25、磷化渣液输入装置,26、输入管,27、上送纸辊轮,28、下送纸辊轮,29、支撑架,30、卷取架,31、上卷取辊轮,32、下卷取辊轮,33、刮板架,34、转辊,35、过滤调节器,36、调整器,37、输出口,38、伸拉块,39、直角平衡板,40、活动块,v1、第一隔膜阀,v2、电动阀,v3、泵入口阀,v5、旁路阀,v6、摆动式止回阀,v7、控制电磁阀门,v8、停止阀。
具体实施方式
31.下面内容结合附图对本发明的具体实施方式作详细说明。
32.一种全自动磷化除渣机,包括主体2、上盖1和主体支架17,所述主体2上端设置上盖1,所述主体2下侧设置有升降装置18,所述主体2左侧设置有过滤滤纸供给侧装置19,所述主体2右侧设置有过滤滤纸卷取侧装置20,所述过滤滤纸供给侧装置19包括滤纸卷转轮3和滤纸送纸辊轮5,所述滤纸送纸辊轮5设置于所述滤纸卷转轮3上端,所述滤纸卷转轮3安装于主体支架17上,所述过滤滤纸卷取侧装置20包括滤纸输出电机6和滤纸卷取纸辊轮7,所述滤纸输出电机6安装于主体支架17右侧,所述滤纸输出电机6与所述滤纸卷取纸辊轮7转动连接,所述过滤滤纸卷取侧装置20一侧设置有滤渣刮除装置21,所述升降装置18包括气缸12,所述气缸12铰接于所述主体支架17下端的底座22上,所述气缸12上端铰接于所述伸拉架23上,所述伸拉架23上端连接所述主体2,所述主体2与所述上盖1连接闭合时形成过滤室24,所述上盖1上端设置有磷化渣液输入装置25,所述过滤室24连接设置有调压阀组件14,所述调压阀组件14通过控制面板15控制压力调节,所述过滤室24内压力通过电接点压力表16显示。
33.所述磷化渣液输入装置25包括输入泵11、输入管26和第一隔膜阀v1,所述输入泵11安装于所述底座22上,所述输入泵11连接输入管26,所述输入管26连接设置有第一隔膜阀v1,所述第一隔膜阀v1通过右侧输入管连接所述上盖1,所述输入泵11一侧设置有输入隔膜阀v3,所述第一隔膜阀v1右侧上端连接有电动阀v2和停止阀v8,所述停止阀v8上端连接压缩空气入口端。
34.所述滤纸送纸辊轮5包括上送纸辊轮27和下送纸辊轮28,所述上送纸辊轮27与所述下送纸辊轮28之间夹持所述过滤纸4,所述上送纸辊轮27与所述下送纸辊轮28安装于所述主体支架17上的支撑架29上。
35.所述滤纸卷取纸辊轮7包括卷取架30,所述卷取架30上设置上卷取辊轮31和下卷取辊轮32,所述上卷取辊轮31与所述下卷取辊轮32之间夹持设置有过滤纸4,所述卷取架30活动安装于所述主体支架17右侧。
36.所述过滤纸4通过所述过滤滤纸供给侧装置19穿过所述上盖1与主体2之间连接于所述过滤滤纸卷取侧装置20上,所述过滤纸4为无纺布。
37.所述滤渣刮除装置21包括刮板8,所述刮板8活动安装于刮板架33上,所述刮板架33安装于所述主体支架17上,所述刮板架33上设置有转辊34,所述转辊34上安装所述刮板8,所述刮板8与所述上卷取辊轮31的滤纸间距设置0.8-1.0mm。
38.所述控制面板15设置有过滤时间、脱液时间和滤纸移动量参数,所述调压阀组件
14包括过滤调节器35和调整器36,所述过滤调节器35与所述调整器36连接。
39.所述主体2与所述过滤纸4之间的滤液腔下端设置有输出口37,所述输出口37通过排液管13连接有摆动式止回阀v6,所述摆动式止回阀v6一侧连接有控制电磁阀门v7。
40.所述伸拉架23包括伸拉块38,所述伸拉块38下端连接气缸12,所述伸拉块38上端活动连接直角平衡板39,所述直角平衡板39活动连接有活动块40,所述活动块40铰接于主体支架17上
41.一种全自动磷化除渣机的使用方法,包括以下步骤:
42.s1:所述主体2处于“开启”状态,将过滤纸4安装在过滤滤纸供给侧装置19与过滤滤纸卷取侧装置20上,设定好所述控制面板15过滤时间、脱液时间和滤纸移动量参数,其中泵入口阀v3和旁路阀v5根据实际流量调整手动开度,其余手动阀全开,电磁阀门由控制面板15根据参数控制,打开电源开关,磷化除渣机起动;
43.s2:在运转时,所述气缸12通气后上升,主体2与上盖1连接闭合形成过滤室24,当电接点压力表16监测到过滤室24内压力达到过滤压力时向系统电路发出信号,电动阀v1自动打开,电动阀v2处于关闭状态,输入泵11将含有磷化渣的磷化液输送至过滤室24并在加压状态下进行过滤,磷化液经滤纸过滤后,磷化渣留在过滤纸上,澄清磷化液经排液管到输出口,输出口37连接磷化槽继续使用;
44.s3:过滤时间通过控制面板15设定,当过滤工序结束后,电接点压力表16监测到过滤室24内压力达到脱液压力时向系统电路发出信号,电动阀v1自动关闭,输入泵停止输送磷化液,电动阀v2自动打开,过滤室中通过压缩空气入口端输送空气,将过滤室中含有少量磷化液的磷化渣进一步脱液;
45.s4:脱液时间液通过控制面板15设定,脱液工序结束后,气缸12泄气下降,主体2打开,滤纸输出电机6和滤纸卷纸电机9启动,滤纸输出电机6带动滤纸移动,滤渣随着过滤纸4移动排出,刮板8与过滤纸4间隙为0.8-1mm,将滤渣与过滤纸4分离,滤渣进入回收桶,使用过的过滤纸4通过滤纸卷纸电机9自动卷到滤纸卷取侧的回卷管上,滤纸移动量通过滤纸送纸辊轮5上的计数器控制,过滤运转过程结束,以上步骤为全自动过程,并且能够重复工作。
46.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换均视为在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1