一种从电镀污泥中选择性回收铜、镍的方法
1.本发明属于电镀污泥的资源综合处理技术领域,特别涉及一种从电镀污泥中选择性回收铜、镍的方法。
背景技术:
2.电镀行业产生的废水中含有大量重金属离子(铜、镍等),一般采用絮凝沉淀技术将其中的重金属离子分离出去,使废水达到排放标准。电镀污泥中铜、镍元素含量往往高于大部分天然矿石,因此具有很高的回收价值。但电镀污泥的稳定性较差,长期堆放于环境中易溶出铜、镍离子,对生态环境安全产生了威胁。由此可知,电镀污泥中重金属元素的高效提取,不仅能够有效降低其对环境的危害,还具有很高的经济效益。
3.电镀污泥中的金属元素以无定型的氢氧化物形式存在,相较于天然矿石具有易溶出的特性。因此,现如今多采用浸出工艺对电镀污泥中的有价金属元素进行综合回收。其中,酸浸法是工业最常用的方法之一,具有浸出率高的特点,但选择性较差,极大地增加后续多种金属离子的分离提纯难度,同时该工艺腐蚀性强,对设备要求较高。
4.为降低固废的综合回收处理成本,研究者提出了硫化-浮选的联合处理工艺,即采用硫化技术将废渣中的重金属元素进行硫化处理,将其转变为疏水性良好的硫化物,再通过浮选技术将重金属硫化物进行富集回收。该工艺处理成本低,流程简单,回收效率高,在废渣综合回收处理领域具有良好的应用前景。
5.现阶段,常见的硫化技术主要包括机械硫化、焙烧硫化和水热硫化等方法。其中,机械硫化法一般采用硫化钠作硫化剂,在作业过程中会产生硫化氢气体,造成严重的二次污染,且硫化效率较低,例如中国专利“一种重金属废渣机械干法硫化处理方法”(cn 102688874 b)采用干式球磨硫化,最终对金属元素的硫化率仅为70%左右;焙烧硫化法易发生金属元素的氧化反应,需要严格控制反应气氛,且焙烧过程中易生成二氧化硫气体,也会造成大气污染;水热硫化法在高温高压的环境中促进固相金属离子的溶出,因此,对大多数金属元素的硫化效率较高,该反应在密闭容器中进行,对环境的污染较小。例如,中国专利“一种废电路板中铜的水热硫化-温水浮选分离方法”(cn 108940567 a)采用水热硫化和浮选联合工艺实现了电路板中铜元素的综合回收,且铜精矿品位可达到95%,但该专利中的浮选作业需要分粒级进行,浮选药剂制度较为复杂,且该工艺仅能回收电路板中的铜元素,无法实现其他有价金属元素的有效回收。
技术实现要素:
6.为了克服上述现有技术的缺点,本发明的目的在于提供一种从电镀污泥中选择性回收铜、镍的方法,首要目的是提高铜、镍的回收率,其次是提高其回收质量,第三是实现回收即分离,最后是在回收过程中以及回收后的尾矿中尽可能降低对环境的污染。
7.为了实现上述目的,本发明采用的技术方案是:
8.一种从电镀污泥中选择性回收铜、镍的方法,包括以下步骤:
9.步骤(1),称取电镀污泥,加水搅拌得到悬浮液;
10.步骤(2),向所述悬浮液中加入硫磺,最终液固比为1:100~1:120g/ml;
11.步骤(3),将步骤(2)所得物质在高压反应釜中180~200℃下反应8~12小时;
12.步骤(4),反应结束后自然冷却至室温,对反应液进行离心,上清液即为含镍离子的浸出液;
13.步骤(5),对离心得到的沉淀进行浮选分离作业,浮选精矿即为铜精矿,浮选尾矿为脉石矿物。
14.在一个实施例中,所述电镀污泥是含有多种重金属离子的电镀废水通过沉淀工艺处理产生的混合污泥,所述重金属主要包括cu和ni。
15.在一个实施例中,所述电镀污泥与硫磺的重量比为10:1。
16.在一个实施例中,所述步骤(2),反应前使硫磺漂自然浮于步骤(1)的悬浮液表面。
17.在一个实施例中,浮选作业过程中仅添加少量起泡剂,无需添加捕收剂。
18.在一个实施例中,随着硫化剂用量的增加和硫化时间的延长,水热硫化过程由生成单一的硫化铜到生成硫化铜和硫化镍的混合相。
19.与现有技术相比,本发明的有益效果是:(1)对电镀污泥中镍元素的回收率可达99.14%,所得铜精矿中铜元素可达到i级铜精矿标准;(2)本工艺在实现铜镍元素综合回收的同时也实现了铜、镍元素的有效分离;(3)浮选尾矿经简单处理即可达到填埋要求,实现了对电镀污泥的脱毒处理。
附图说明
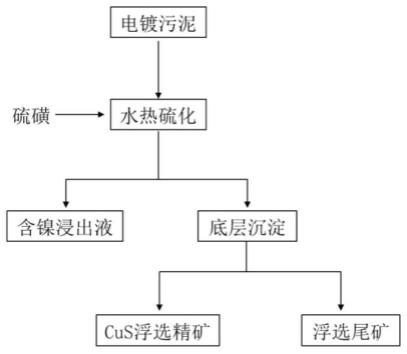
20.图1是本发明的处理工艺示意图
21.图2是按照实施例3中的方法进行操作得到的铜精矿的xrd图。由图2可知,经水热硫化-浮选联合工艺得到的铜精矿主要物相为cus。
22.图3是实施例3中得到的铜精矿的sem图。由图3可知,经水热硫化-浮选联合工艺得到的硫化铜精矿呈薄状结构,有利于浮选分离。
具体实施方式
23.下面结合附图和实施例详细说明本发明的实施方式。
24.本发明中,电镀污泥是含有多种重金属离子的电镀废水通过沉淀工艺处理产生的混合污泥,其中重金属以cu和ni为主。如图1所示,本发明在电镀污泥水热过程中,引入硫化剂(硫磺)来实现电镀污泥中铜镍元素的硫化,通过调控硫化剂用量和硫化时间,实现对铜、镍元素的选择性硫化,待反应结束后对反应液进行离心,所得上清液即为含镍离子的浸出液,而后对底层沉淀进行浮选作业,收集所得浮选精矿即为铜精矿。本工艺最终对电镀污泥中镍元素的回收率可达99.14%,所得铜精矿中铜元素品位为43.12%,可达到i级铜精矿标准。
25.具体步骤如下:
26.步骤(1),称取电镀污泥,加水搅拌得到悬浮液。在本发明的实施例中,为便于实验,称取0.1~0.2g电镀污泥,加入20~40ml水,搅拌均匀。
27.步骤(2),向悬浮液中加入硫磺,最终液固比为1:100~1:120g/ml。当电镀污泥与
硫磺的重量比为10:1,一般可确保满足该液固比范围。示例地,在反应前,可使硫磺漂自然浮于步骤(1)的悬浮液表面。
28.步骤(3),将步骤(2)所得物质在高压反应釜中180~200℃下反应8~12小时。
29.步骤(4),反应结束后自然冷却至室温,对反应液进行离心,上清液即为含镍离子的浸出液。
30.步骤(5),对离心得到的沉淀进行浮选分离作业,浮选精矿即为铜精矿,浮选尾矿为脉石矿物。本发明的浮选过程中,仅添加少量起泡剂,无需添加捕收剂。随着硫化剂用量的增加和硫化时间的延长,水热硫化过程由生成单一的硫化铜到生成硫化铜和硫化镍的混合相。
31.以下是本发明的若干具体实施例。
32.实施例1
33.具体操作步骤如下:
34.称取0.1g电镀污泥,加入30ml水,搅拌均匀;称取0.01g硫磺加入步骤(1)中的悬浮液中;将步骤(2)中混合液移至高压反应釜中,在200℃下反应8h,反应结束后自然冷却至室温,收集反应釜中溶液即为含镍离子的浸出液;对得到的沉淀进行浮选分离作业,浮选精矿即为铜精矿,浮选尾矿为脉石矿物。
35.实施例2
36.具体操作步骤如下:
37.称取0.1g电镀污泥,加入30ml水,搅拌均匀;称取0.01g硫磺加入步骤(1)中的悬浮液中;将步骤(2)中混合液移至高压反应釜中,在200℃下反应10h,反应结束后自然冷却至室温,收集反应釜中溶液即为含镍离子的浸出液;对得到的沉淀进行浮选分离作业,浮选精矿即为铜精矿,浮选尾矿为脉石矿物。
38.实施例3
39.具体操作步骤如下:
40.称取0.1g电镀污泥,加入30ml水,搅拌均匀;称取0.01g硫磺加入步骤(1)中的悬浮液中;将步骤(2)中混合液移至高压反应釜中,在200℃下反应12h,反应结束后自然冷却至室温,收集反应釜中溶液即为含镍离子的浸出液;对得到的沉淀进行浮选分离作业,浮选精矿即为铜精矿,浮选尾矿为脉石矿物。
41.表1.精矿中铜、镍元素回收结果
42.案例镍回收率铜品位铜回收率实施例190.34%21.87%51.38%实施例298.51%35.44%79.54%实施例399.14%43.12%90.22%
43.由表1可知,硫磺用量的增加能够使铜的回收效果得到明显提高,且在水热时长为12h时铜精矿品位为43.12%,达到i级铜精矿标准。
44.本发明所述的方法,在工业应用中可根据实际情况对浮选作业进行药剂制度调整,如适量添加捕收剂或起泡剂,可进一步提升铜的回收率并缩短浮选分离时间。
45.上述实施例为本发明较佳的实施方式,根据权利要求限定的保护范围和本说明书给出的技术解决方案,还能给出多个实施例。对于本技术领域的普通技术和研究人员来说,
在不脱离本发明原理和主体工艺的前提下,还可以做出若干改进和润饰,这些改进和润饰应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1