一种铁镍软磁合金及其制备方法与流程
1.本发明属于合金材料技术领域,具体是一种铁镍软磁合金及其制备方法。
背景技术:
2.合金是指一种金属与另一种或几种金属或非金属经过混合熔化,冷却凝固后得到的具有金属性质的固体产物。
3.软磁合金是在弱磁场中具有高的磁导率及低的矫顽力的一类合金。这类合金广泛应用于无线电电子工业、精密仪器仪表、遥控及自动控制系统中,综合起来主要用于能量转换和信息处理两大方面,是国民经济中的一种重要材料,软磁合金种类繁多,根据组成合金的元素不同可分为电磁纯铁(工业纯铁)、铁硅合金、铁镍合金、铁铝合金、铁硅铝合金及铁钴合金等。
4.铁镍软磁合金含量为30%~90%的铁镍合金,常称坡莫合金,在这一成分范围内,通过加入适量的合金化元素,并采用适当工艺,可获得高导磁、恒导磁、恒矩磁等不同磁特性的软磁合金。坡莫合金具有很高的塑性,可以冷轧成1μm的超薄带,是使用领域最广泛的一类软磁合金。它可以用在弱磁场下作铁芯和磁屏蔽,也可作低剩磁和恒磁导率的脉冲变压器和电感铁心,还可作高矩形比合金、热磁补偿合金及磁致伸缩合金等。
5.专利公开号cn201910030844.3公开的一种高性能铁镍软磁合金,合金化学成分及质量百分比为:镍:74.50-78.50%;锰:0.40-1.20%;硅:0.15-0.25%;碳:<0.01%,其余为铁以及不可避免的杂质;所述合金的制备方法如下:1)采用真空感应炉冶炼合金,并通过常规加工方式加工至成品;2)合金化学成分及质量百分比为:镍:74.50-78.50%;锰:0.40-1.20%;硅:0.15-0.25%;碳:<0.01%,其余为铁以及不可避免的杂质;3)合金锭经锻造而获得锻材成品;4)成品热处理:在h2气氛下进行热处理;所述合金性能为:饱和磁感应强度bs≥1.10t、矫顽力hc≤2.0a/m,得到的铁镍软磁合金合金的软磁性能较差,无法满足人们的需求。
6.为此,我们提出一种铁镍软磁合金及其制备方法。
技术实现要素:
7.本发明的目的在于克服现有技术的缺陷,提供一种铁镍软磁合金及其制备方法。
8.为实现上述目的,本发明采用了如下技术方案:一种铁镍软磁合金,按照质量百分数,由以下原料制备而成:ni:60.00-75.00%;mn:0.20-1.00%;si:0.15-0.50%;mo:0.50-2.50%;cr:0.10-0.40%;cu:0.05-2.00%;dy:0.20-1.00%;ta:0.50-2.50%;al:0.3~2.0%;nb:0.5~1.5%;c:≤0.05%,其余为fe和不可避免的杂质元素。
9.优选的,一种铁镍软磁合金,按照质量百分数,由以下原料制备而成:ni:70.00-75.00%;mn:0.30-1.00%;si:0.20-0.50%;mo:1.00-2.50%;cr:0.15-0.40%;cu:0.15-2.00%;dy:0.25-1.00%;ta:0.50-2.00%;al:1.0~2.0%;nb:0.8~1.5%;c:≤0.05%,其
余为fe和不可避免的杂质元素。
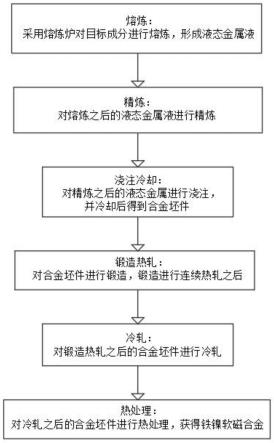
10.优选的,一种铁镍软磁合金的制备方法,具体步骤如下:(s1)、熔炼:采用熔炼炉对目标成分进行熔炼,形成液态金属液;(s2)、精炼:对熔炼之后的液态金属液进行精炼:(s3)、浇注冷却:对精炼之后的液态金属进行浇注,并冷却后得到合金坯件;(s4)、锻造热轧:对合金坯件进行锻造,锻造进行连续热轧之后;(s5)、冷轧:对锻造热轧之后的合金坯件进行冷轧;(s6)、热处理:对冷轧之后的合金坯件进行热处理,获得铁镍软磁合金。
11.优选的,所述步骤(s1)熔炼工序中,在真空条件下,将原材料ni、mn、si、mo、cr、cu、dy、ta、al、nb和c按照化学成分配比,混装熔炼,采用真空熔炼炉进行熔炼,温度控制为1230℃~1500℃。
12.优选的,所述步骤(s2)精炼工序中,采用电解精炼,电解精炼时采用隔膜电解槽,用粗镍做阳极,阴极为镍始极片,电解液用硫酸盐溶液硫酸盐和氯化盐混合溶液,通电后,阴极析出镍,铂族元素进入阳极泥中,另行回收。
13.优选的,所述步骤(s3)浇注冷却工序中,采用水冷进行冷却,并冷却到室温。
14.优选的,所述步骤(s4)锻造热轧工序中,对冷却之后的合金坯件进行锻造,温度控制在800~1200℃,所述热轧的时候进行粗轧工序和精轧工序,所述粗轧工序中粗轧温度为1030~1260℃,采用3道次轧制,所述精轧工序中精轧采用4道次轧制,压精轧出口温度为920~1150℃。
15.优选的,所述(s5)冷轧工序中,冷轧时温度控制在25~28℃,冷轧时需进行连续退火,连续退火时温度控制在900~1020℃。
16.优选的,所述(s6)热处理工序中,热处理包括对合金坯件进行消除应力退火、中间退火和预氧化处理,得到热处理后的铁镍基软磁合金。
17.优选的,所述消除应力退火为机械加工后消除零件残余应力,温度控制在430~540
°
c, 保温1~2h, 进行炉冷或空冷;所述中间退火为为消除冷轧、冷拔、冷冲压过程中合金引起的加工硬化现象,合金坯件应在真空或保护气氛中加热至700~800
°
c,保温30~60min,然后冷却、空冷或水淬;所述预氧化处理为当组合金用作封接材料时,应在封接前进行预氧化处理,使合金表面产生均匀、致密的氧化膜,合金坯件在1100
°
c下,在饱和湿氢中加热30min,然后在800
°
c左右的空气中氧化5~10min。
18.与现有技术相比,根据本发明的一种铁镍软磁合金及其制备方法具有如下有益效果:1、本发明提供的铁镍软磁合金及其制备方法,通过采用精炼、锻造热轧、冷轧和热处理,能够大幅提高软磁合金的饱和磁化强度,同时能够保持较低的矫顽力,且增加了整个
合金的使用强度,确保成型后铁镍软磁合金的品质和质量。
19.2、本发明及其方法所生产的铁镍软磁合金,具有较高的饱和磁感应强度,采用的nb可提高材料的非晶形成能力,材料中的ta可增加非晶的热稳定性,ta可阻止原子在高温的活动能力,保证了组织的热稳定性,al和c有助于软磁性能提高。
附图说明
20.图1是本发明的整体结构示意图。
具体实施方式
21.以下结合附图1,进一步说明本发明一种铁镍软磁合金及其制备方法的具体实施方式。
22.本发明一种铁镍软磁合金及其制备方法不限于以下实施例的描述。
23.实施例1:一种铁镍软磁合金,按照质量百分数,由以下原料制备而成:ni:65.00%;mn:0.80%;si:0.35%;mo:1.50%;cr:0.25%;cu:0.05-2.00%;dy:0.70%;ta:1.50%;al:1.3%;nb:0.8%;c:0.04%,其余为fe和不可避免的杂质元素。
24.一种铁镍软磁合金的制备方法,具体步骤如下:(s1)、熔炼:采用熔炼炉对目标成分进行熔炼,形成液态金属液;所述步骤(s1)熔炼工序中,在真空条件下,将原材料ni、mn、si、mo、cr、cu、dy、ta、al、nb和c按照化学成分配比,混装熔炼,采用真空熔炼炉进行熔炼,温度控制为1230℃~1500℃。
25.(s2)、精炼:对熔炼之后的液态金属液进行精炼:所述步骤(s2)精炼工序中,采用电解精炼,电解精炼时采用隔膜电解槽,用粗镍做阳极,阴极为镍始极片,电解液用硫酸盐溶液硫酸盐和氯化盐混合溶液,通电后,阴极析出镍,铂族元素进入阳极泥中,另行回收。
26.(s3)、浇注冷却:对精炼之后的液态金属进行浇注,并冷却后得到合金坯件;所述步骤(s3)浇注冷却工序中,采用水冷进行冷却,并冷却到室温。
27.(s4)、锻造热轧:对合金坯件进行锻造,锻造进行连续热轧之后;所述步骤(s4)锻造热轧工序中,对冷却之后的合金坯件进行锻造,温度控制在800~1200℃,所述热轧的时候进行粗轧工序和精轧工序,所述粗轧工序中粗轧温度为1030~1260℃,采用3道次轧制,所述精轧工序中精轧采用4道次轧制,压精轧出口温度为920~1150℃。
28.(s5)、冷轧:对锻造热轧之后的合金坯件进行冷轧;所述(s5)冷轧工序中,冷轧时温度控制在25~28℃,冷轧时需进行连续退火,连续
退火时温度控制在900~1020℃。
29.(s6)、热处理:对冷轧之后的合金坯件进行热处理,获得铁镍软磁合金。
30.所述(s6)热处理工序中,热处理包括对合金坯件进行消除应力退火、中间退火和预氧化处理,得到热处理后的铁镍基软磁合金。
31.所述消除应力退火为机械加工后消除零件残余应力,温度控制在430~540
°
c, 保温1~2h, 进行炉冷或空冷;所述中间退火为为消除冷轧、冷拔、冷冲压过程中合金引起的加工硬化现象,合金坯件应在真空或保护气氛中加热至700~800
°
c,保温30~60min,然后冷却、空冷或水淬;所述预氧化处理为当组合金用作封接材料时,应在封接前进行预氧化处理,使合金表面产生均匀、致密的氧化膜,合金坯件在1100
°
c下,在饱和湿氢中加热30min,然后在800
°
c左右的空气中氧化5~10min。
32.实施例2:一种铁镍软磁合金,按照质量百分数,由以下原料制备而成:ni:70.00%;mn:0.80%;si:0.45%;mo:1.80%;cr:0.30%;cu:1.65%;dy:0.80%;ta:2.10%;al:1.6%;nb:1.2%;c:0.02%,其余为fe和不可避免的杂质元素。
33.一种铁镍软磁合金的制备方法,具体步骤如下:(s1)、熔炼:采用熔炼炉对目标成分进行熔炼,形成液态金属液;所述步骤(s1)熔炼工序中,在真空条件下,将原材料ni、mn、si、mo、cr、cu、dy、ta、al、nb和c按照化学成分配比,混装熔炼,采用真空熔炼炉进行熔炼,温度控制为1230℃~1500℃。
34.(s2)、精炼:对熔炼之后的液态金属液进行精炼:所述步骤(s2)精炼工序中,采用电解精炼,电解精炼时采用隔膜电解槽,用粗镍做阳极,阴极为镍始极片,电解液用硫酸盐溶液硫酸盐和氯化盐混合溶液,通电后,阴极析出镍,铂族元素进入阳极泥中,另行回收。
35.(s3)、浇注冷却:对精炼之后的液态金属进行浇注,并冷却后得到合金坯件;所述步骤(s3)浇注冷却工序中,采用水冷进行冷却,并冷却到室温。
36.(s4)、锻造热轧:对合金坯件进行锻造,锻造进行连续热轧之后;所述步骤(s4)锻造热轧工序中,对冷却之后的合金坯件进行锻造,温度控制在800~1200℃,所述热轧的时候进行粗轧工序和精轧工序,所述粗轧工序中粗轧温度为1030~1260℃,采用3道次轧制,所述精轧工序中精轧采用4道次轧制,压精轧出口温度为920~1150℃。
37.(s5)、冷轧:对锻造热轧之后的合金坯件进行冷轧;所述(s5)冷轧工序中,冷轧时温度控制在25~28℃,冷轧时需进行连续退火,连续退火时温度控制在900~1020℃。
38.(s6)、热处理:对冷轧之后的合金坯件进行热处理,获得铁镍软磁合金。
39.所述(s6)热处理工序中,热处理包括对合金坯件进行消除应力退火、中间退火和预氧化处理,得到热处理后的铁镍基软磁合金。
40.所述消除应力退火为机械加工后消除零件残余应力,温度控制在430~540
°
c, 保温1~2h, 进行炉冷或空冷;所述中间退火为为消除冷轧、冷拔、冷冲压过程中合金引起的加工硬化现象,合金坯件应在真空或保护气氛中加热至700~800
°
c,保温30~60min,然后冷却、空冷或水淬;所述预氧化处理为当组合金用作封接材料时,应在封接前进行预氧化处理,使合金表面产生均匀、致密的氧化膜,合金坯件在1100
°
c下,在饱和湿氢中加热30min,然后在800
°
c左右的空气中氧化5~10min。
41.本发明提供的铁镍软磁合金及其制备方法,通过采用精炼、锻造热轧、冷轧和热处理,能够大幅提高软磁合金的饱和磁化强度,同时能够保持较低的矫顽力,且增加了整个合金的使用强度,确保成型后铁镍软磁合金的品质和质量。
42.本发明及其方法所生产的铁镍软磁合金,具有较高的饱和磁感应强度,采用的nb可提高材料的非晶形成能力,材料中的ta可增加非晶的热稳定性,ta可阻止原子在高温的活动能力,保证了组织的热稳定性,al和c有助于软磁性能提高。
43.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1