低成本高延性铸造铝合金的制作方法
1.本发明一般地涉及用于铸造的铝合金、形成铝合金的方法、由铸造铝合金形成的车辆部件以及制造铸造部件的方法。
背景技术:
2.在汽车工业中常常使用铝合金的铸造来形成轻量化部件,包括复杂结构部件、白车身(body-in-white)部件、悬架部件和底盘部件。存在许多类型的已知铸造工艺,例如高压模铸、低压铸造和压挤铸造。模具通常由硬化工具钢形成。尽管铸造设备昂贵,但所形成的每个部件的成本相对低,这使得该工艺适用于大批量生产。
3.然而,期望铸造工艺和用于铸造工艺中的材料的改进。例如,期望能够形成具有较高延性而不损失流动性或可铸造性的部件的铝合金。铝合金还应能抵抗与热开裂、焊接、收缩和腐蚀相关的损坏。此外,尽管期望轻量化部件,但部件仍应提供高强度和韧性。
技术实现要素:
4.本发明的一个方面提供了铝合金,其包含基于铝合金的总重量的至少80重量百分比(重量%)的铝、6.0重量%至8.0重量%的硅、1.0重量%至2.0重量%的锌、小于0.25重量%的铁和0.2重量%至0.4重量%的锰。
5.本发明的另一个方面提供了铝合金,其包含基于铝合金的总重量的至少80重量百分比(重量%)的铝、6.0重量%至8.0重量%的硅、1.0重量%至2.0重量%的锌、0.3重量%至0.6重量%的铁和0.2重量%至0.5重量%的锰。
6.本发明的又一个方面提供了铝合金,其包含基于铝合金的总重量的至少80重量百分比(重量%)的铝、9.5重量%至11.5重量%的硅、0.3重量%至0.8重量%的锌、0.3重量%至0.6重量%的铁和0.2重量%至0.5重量%的锰。
7.本发明的另一个方面提供了由以上公开的铝合金中的至少一者形成的铸造铝合金、以及制造该铸造铝合金的方法。
附图说明
8.通过参照在结合附图考虑时的以下详细描述,由于本发明的其他优点变得更好理解,因此将容易地认识到本发明的其他优点,其中:
9.图1示出了由根据本发明的一个实施方案的铝合金形成的示例部件的一部分;
10.图2示出了根据示例实施方案的铝合金和由该铝合金形成的铸造零部件的实例;
11.图3示出了根据本发明的一个示例实施方案的铝合金相对于比较铝合金的机械特性;
12.图4为比较根据本发明的一个示例实施方案的铝合金相对于比较铝合金的弯曲曲线(负载相对于伸长);以及
13.图5示出了比较根据本发明的一个示例实施方案的铝合金相对于比较铝合金的可
铆接性(rivetability)测试结果。
具体实施方式
14.本发明的一个方面提供了用于铸造部件例如轻量化机动车辆部件的改进的铝合金。这样的部件的实例包括结构部件、白车身部件、悬架部件或底盘部件。铝合金为部件提供了改善的延性和延伸率,而不存在热撕裂或者流动性或可铸造性的损失。铝合金还比用于铸造的其他铝合金便宜,这尤其有利于大批量生产。由根据示例实施方案的铝合金形成的部件10的实例在图1和图2中示出。
15.改进的铝合金是基于铝的,因此基于铝合金的总重量,通常包含至少80重量百分比(重量%)的量的铝。铝合金还包含一定量的硅(si),硅帮助实现铝合金的改善的可铸造性,并因此降低废品率(scrap rate)并降低成本。除了大量的硅共晶相之外,由铝合金形成的部件的延伸率通常为5%至8%。铝合金的可铸造性、强度和韧性也可以基于硅的量进行调节。
16.另外的合金元素也可以存在于改进的铝合金中,以进一步改善延伸率和延性或实现期望的强度和韧性。例如,可以添加镁(mg)、锰(mn)和/或铁(fe)以进一步改善延性、可铸造性、强度、延性和/或韧性。特别地,锰可以用于防止粘模,镁可以用于形成mg2si用于强化。铝合金还可以包含铜(cu)和锌(zn)中的至少一者以提高强度,优选地不对耐腐蚀性产生负面影响。锌还用作固溶体强化剂以改善可切削性。另外的合金元素也可以提供其他冶金效果,例如对热开裂、焊接(soldering)、收缩和腐蚀的提高的抗性。也可以添加锶(sr)以改变由于硅产生的特性。
17.根据第一示例实施方案,基于铝合金的总重量,除了至少80重量%的铝之外,铝合金还包含6.0重量%至8.0重量%的硅、1.0重量%至2.0重量%的锌、0.05重量%至0.3重量%的镁、小于0.05重量%的铜、0.2重量%至0.4重量%的锰、小于0.25重量%的铁和0.03重量%至0.08重量%的锶。铝合金还可以包含其他元素,例如杂质,基于铝合金的总重量,其他元素中的每种元素的量小于0.05重量%且总量小于0.15重量%。第一示例实施方案的铝合金被称为aural 5m,因为其为aural 5s的改进版本。
18.根据第二示例实施方案,基于铝合金的总重量,除了至少80重量%的铝之外,铝合金还包含6.0重量%至8.0重量%的硅、1.0重量%至2.0重量%的锌、0.05重量%至0.3重量%的镁、0.10重量%至0.40重量%的铜、0.2重量%至0.5重量%的锰、0.3重量%至0.6重量%的铁、0.01重量%至0.03重量%的锶和最大0.15重量%的钛。铝合金还可以包含其他元素,例如杂质,基于铝合金的总重量,其他元素中的每种元素的量小于0.05重量%且总量小于0.15重量%。第二示例实施方案的铝合金被称为aural 5r,因为其包含大量的再循环材料。由包含再循环材料的铝合金形成的铸造部件10的实例如图2所示。
19.根据第三示例实施方案,基于铝合金的总重量,除了至少80重量%的铝之外,铝合金还包含9.5重量%至11.5重量%的硅、0.3重量%至0.8重量%的锌、0.1重量%至0.6重量%的镁、0.20重量%至0.90重量%的铜、0.2重量%至0.5重量%的锰、0.3重量%至0.6重量%的铁、0.01重量%至0.03重量%的锶和最大0.15重量%的钛。铝合金还可以包含其他元素,例如杂质,基于铝合金的总重量,其他元素中的每种的量小于0.05重量%且总量小于0.15重量%。第三示例实施方案的铝合金被称为aural 2r,因为其包含大量的再循环材料。
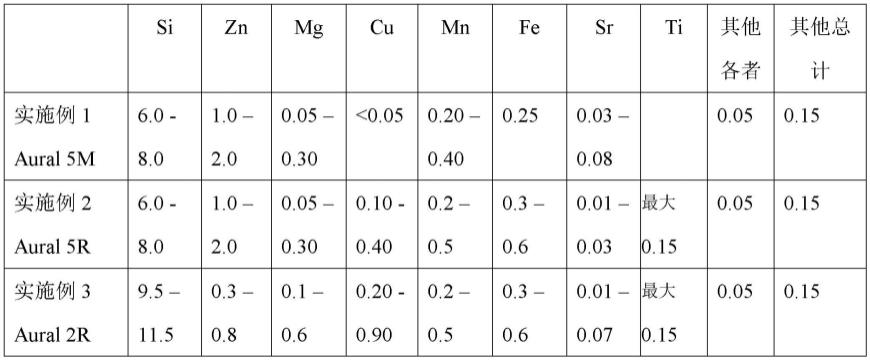
20.实施例1至3的铝合金在下表1中提供。
21.表1
[0022][0023]
实施例2和实施例3的铝合金优选由再循环的铝(例如再循环的车轮,road wheels)获得。当铝合金由再循环材料形成时,生产铝合金所需的能量减少约95%。
[0024]
本发明的另一个方面提供了由铝合金形成的铸造部件10以及通过使铝合金熔融并对熔融的铝合金进行铸造来制造铸造部件10的方法。形成铸造部件的方法通常由使铝合金熔融开始。使用任何铸造工艺以形成部件,例如高压模铸、低压铸造或压挤铸造。在一个示例实施方案中,铸造工艺为模铸工艺,所述模铸工艺通常包括在压力下迫使熔融铝合金进入未加热的铸模或模具腔中。
[0025]
在铸造实施例1的铝合金(aural 5m)之后和在人工时效(t5回火)或使铸造铝合金暴露于车身车间烤漆循环之后,铸造铝合金具有至少100mpa至120mpa的屈服强度、至少180mpa的极限抗拉强度(uts)、和5%至7%的延伸率。处于铸态(f回火)状态的铸造aural 5m具有至少105mpa至110mpa的屈服强度、至少180mpa的极限抗拉强度(uts)和8%至15%的延伸率。
[0026]
第二示例实施方案的铝合金的实例aural 5r具有较高量的再循环材料(二次材料)。在铸造之后,对铝合金进行人工时效(t5回火),或使其暴露于车身车间烤漆循环,因此所铸造的铝合金具有至少140mpa至150mpa的屈服强度、270mpa的极限抗拉强度(uts)和5%至7%的延伸率。处于铸态(f回火)状态的铸造aural 5r具有至少110mpa至120mpa的屈服强度、240mpa的极限抗拉强度(uts)和8%至10%的延伸率。
[0027]
第三示例实施方案的铝合金的实例aural 2r具有较高量的再循环材料(二次材料)并且在铸造之后进行人工时效(t5回火)或使其暴露于车身车间烤漆循环,因此铸造铝合金具有至少140mpa至150mpa的屈服强度、290mpa的极限抗拉强度(uts)和3%至5%的延伸率。处于固溶(solution)、强制空气淬火(4℃/秒)和人工时效(t7回火)条件的铸造aural 5r具有至少125mpa至130mpa的屈服强度、200mpa的极限抗拉强度(uts)和8%至10%的延伸率。
[0028]
根据示例实施方案的铝合金提供了优异的机械特性、耐腐蚀性、可铆接性和可铸造性。图3示出了实施例1的铝合金(aural 5m)相对于比较铝合金(aural 5s)的机械特性。使用astm e8/e8m-21(用于金属材料的拉伸测试的标准测试方法)测试屈服强度、极限抗拉强度和延伸率。图4是比较实施例1的铝合金(aural 5m)与比较铝合金(aural 5s)的弯曲曲
线(负载相对于伸长)。比较铝合金(aural 5s)的组成包含基于铝合金的总重量的至少80重量%的铝、6.0重量%至8.0重量%的硅、0.1重量%至0.6重量%的镁、0.4重量%至0.6重量%的锰、最大0.25重量%的铁和0.01重量%至0.03重量%的锶。用于获得弯曲曲线的测试方法是基于德国汽车工业协会(german association of the automotive industry)或vda标准vda 238-100(用于金属材料的板弯曲测试)的改编。vda 238-100标准用于2.0mm厚的锻造产品(片材等)。因此,该测试适用于包括铸件。如果铸件厚度大于2.0mm,则应用校正因子。图5示出了比较实施例1的铝合金(aural 5m)与比较铝合金(aural 5s)的可铆接性测试结果。可铆接性测试包括向实施例1的铝合金(aural 5m)和比较铝合金(aural 5s)施加自冲铆接(self-piercing rivet)。自冲铆接为单步技术,其包括使用半空心铆钉将铝合金片材铆在一起。片材夹在铸模与压边器(blankholder)之间,在冲头和铸模之间将铆钉敲进片材中。铆钉刺穿顶部片材,铸模形状使铆钉在下部片材内张开以形成机械互锁。铸模形状使得在下部片材的下侧形成纽扣状物(button)。优选地,铆钉尾部不刺穿纽扣状物。
[0029]
aural 2r和aural 5r组合物二者在根据astm b117-16(用于操作盐喷雾(雾)设备的标准实践)经受盐喷雾测试100小时时均表现出良好的耐腐蚀性。
[0030]
由铸造步骤形成的铸造部件10可以为例如用于车辆的部件。熔融铝形成为具有模具形状(其可以为复杂形状)的固体部件。许多不同类型的部件可以通过铸造工艺形成,例如,结构部件、白车身部件、悬架部件或底盘部件。在铸造过程之后,方法可以包括任选的热处理过程或其他精加工过程。然而,已经发现,当部件由改进的铝合金形成时,可以不需要热处理过程,这将提供减少的过程时间和成本的优点。
[0031]
通常,再循环比生产原生铝所用的能量少多达95%,这减少了铸造厂的碳足迹。本发明的包含大量再循环材料的铝合金(称为aural 2r和aural 5r(r=高含量的再循环材料))将利用再循环的干净的破碎车轮以及锻造铝冲压废料二者。使用用于biw和结构部件的二次再循环铝来开发这些绿色铝合金将在仍符合严格的汽车行业标准的同时允许更少的原材料成本和更低的碳足迹二者。由铝合金形成的铸造部件具有良好的可铆接性和可铸造性。
[0032]
明显地,根据上述教导,本发明的许多修改和变化是可能的,并且可以在所附权利要求的范围内以不同于具体描述的方式来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1