一种陶瓷型铸造工艺的制作方法
一种陶瓷型铸造工艺
分案说明
1.本技术是针对申请日为2019年12月30日、申请号为201980103341.2、发明创造名称为“一种陶瓷型铸造材料及其铸造工艺”的中国申请提出的分案申请。
技术领域
2.本技术涉及精密铸造领域,尤其涉及一种陶瓷型铸造工艺。
背景技术:
3.目前精密铸造中可通过制作陶瓷型来得到较小尺寸的铸件,通过该方法得到铸件尺寸精准,表面光洁度好。目前的陶瓷型铸造通常会使用石蜡材料,但石蜡材料价格高昂。并且使用石蜡材料后的铸造工艺通常会包括射蜡、修蜡、脱蜡等步骤,工艺复杂,生产效率较低。因此,有必要提出一种成本低廉,工艺简单,生成效率更高,并且成型过程更稳定的陶瓷型铸造材料及其铸造工艺。
技术实现要素:
4.本技术的目的在于提供一种陶瓷型铸造工艺,所述工艺包括:提供铸造材料以及模具;将铸造材料注入所述模具中,形成型件;在第一温度范围内,对所述型件进行加热以使其硬化;在第二温度范围内,对型件进行加热,获得目标型件。
5.在一些实施例中,所述将铸造材料注入所述模具中,形成型件包括:将所述模具进行加热;将铸造材料注入所述模具中。
6.在一些实施例中,所述在第一温度范围内,对所述型件进行加热以使其硬化包括:对所述模具中的型件进行加热。
7.在一些实施例中,所述在第一温度范围内,对所述型件进行加热以使其硬化包括:将所述型件从所述模具中取出;带冷却后将所述型件放入加热装置中进行加热。
8.在一些实施例中,所述第一温度的温度范围包括50℃~200℃。
9.在一些实施例中,所述第二温度的温度范围包括800℃~1200℃。
10.在一些实施例中,所述提供铸造材料以及模具包括:将铸造材料搅拌均匀,使其在18℃~28℃下的粘度值为80秒~300秒。
11.在一些实施例中,粘度值在80秒~140秒范围内,采用浇灌方式将铸造材料注入所述模具中;粘度值在140秒~300秒范围内,采用挤压方式将铸造材料注入所述模具中。
12.在一些实施例中,所述将铸造材料注入所述模具中包括:通过挤压装置在80mpa~150mpa压力下将铸造材料挤压至所述模具内。
13.在一些实施例中,完成挤压操作的时间为15秒~3分钟。
14.在一些实施例中,所述在第一温度范围内,对模具内的型件加热以使其硬化包括:加热时间小于5分钟。
15.在一些实施例中,所述在第一温度范围内,对型件加热以使其硬化包括:对模具内
的型件进行保压操作;对保压后的型件进行加热。
16.在一些实施例中,所述保压操作的时间为小于10分钟。
17.在一些实施例中,所述型件包括型壳及其对应的型芯;所述在第二温度范围内,对型件进行加热,获得目标型件包括:将型壳与型芯进行合型组装;对组装后的型件再进行加热。
18.在一些实施例中,所述工艺还包括:将金属液体浇注到目标型件;待金属液体凝固后,获取铸件。
附图说明
19.本技术将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
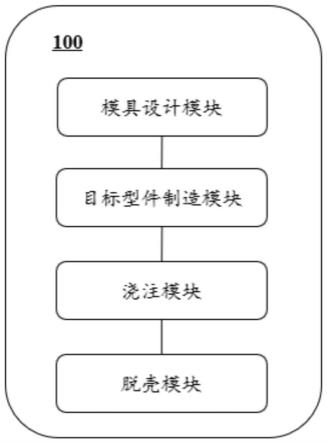
20.图1是根据本技术一些实施例所示的精密铸造系统的模块图;
21.图2是根据本技术一些实施例所示的一种陶瓷型铸造工艺的流程图。
具体实施方式
22.这里将详细地对示例性实施例或实施方式进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
23.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
24.应当理解,本技术说明书以及权利要求书中使用的“第一”“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。除非另行指出,“前部”、“后部”、“下部”和/或“上部”等类似词语只是为了便于说明,而并非限于一个位置或者一种空间定向。“包括”或者“包含”等类似词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。
25.本技术的一个或多个实施例可以应用于不同的铸造领域,包括但不限于精密铸造、砂型铸造、压铸、覆膜砂铸造等。铸件的类型包括但不限于金属铸件。本技术一个或多个实施例中以金属铸件为例进行举例说明,但并不应给本技术带来任何限定。应当理解的是,本技术的陶瓷型铸造材料及其铸造工艺的应用场景仅仅是本技术的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本技术应用于其它理论上可实施的情景。
26.图1是根据本技术一些实施例所示的精密铸造系统的模块图。该系统100可以完成例如金属铸件的精密铸造。如图1所示,精密铸造系统100可以包括模具设计模块110,目标型件制造模块120,浇注模块130,脱壳模块140。
27.模具设计模块110可以完成铸件铸造工艺过程中所需的模具的设计。在一些实施
例中,所述模具可以包括用于制造型壳的模具、用于制造型芯的模具等不同的类型。在一些实施例中,所述模具设计可以理解为根据金属铸件的外形尺寸去设计对应的模具参数,并且通过该模具能够得到对应的目标型件,通过目标型件可以获得金属铸件。例如,通过型芯和型壳的模具可以得到实心的型芯和空心的型壳,把实心的型芯放到空心的型壳中进行组装,组装后会在型壳的内表面与型芯的外表面之间形成一个空腔,所述空腔的形状尺寸与金属铸件的尺寸一致,通过向所述空腔中浇注金属液体以得到金属铸件。在一些实施例中,也可以直接向型壳的内腔中浇注金属液体,进而得到与所述内腔的形状尺寸一致的金属铸件。在获取金属铸件的工艺过程中,实心的型芯一般都与空心的型壳配合使用。这里的模具参数可以理解为模具的类型,形状以及尺寸。在一些实施例中,所述模具可以包括多个不同的种类和用途。在一些实施例中,每种模具也可以包括多个不同的型号。在一些实施例中,所述模具也可以是包括一个或多个相关参数。所述相关参数可以包括但不限于模具的形状、模具的尺寸、模具的型号等。在一些实施例中,模具设计模块110中设计的模具可以是一个,也可以是多个。例如,对于单一型件的铸造,模具可以是一个,对于生产过程中需要合型的铸造,模具可以是多个。
28.在一些实施例中,所述模具设计可以由技术人员根据相关经验完成。在一些实施例中,所述模具设计也可以是由模具设计装置根据相关信息自动得到对应的模具参数。在一些实施例中,相关信息可以包括铸件的形状、尺寸信息;也可以包括铸件的三维立体设计图;还可以包括铸件实体。在一些实施例中,模具设计装置能够根据输入的铸件形状、尺寸信息输出所述铸件匹配的模具参数。在一些实施例中,模具设计装置可以接收导入的铸件的三维立体设计图,经过处理分析能够输出与所述铸件对应的模具参数。在一些实施例中,模具设计装置还可以对铸件实体进行扫描,并根据对扫描结果的分析处理得到与所述铸件实体对应的模具参数。
29.目标型件制造模块120可以完成目标型件的制造工艺。在一些实施例中,所述目标型件可以是最终用于金属铸造的型件。在一些实施例中,所述目标型件可以包括型芯型件、型壳型件以及型壳与型芯的组合型件。所述型壳与型芯的组合型件可以由两者合型获得。
30.在一些实施例中,所述目标型件制造过程可以是:先设计一个蜡模组树,然后通过对所述蜡模组树进行多层地沾浆和喷砂工艺使得蜡模组树的外壁上包裹一定的厚度,将其干燥之后,再通过融蜡工艺把蜡模组树中的蜡进行融化去除,最终得到模壳,即目标型件。
31.在一些实施例中,目标型件制造过程可以是:先将石蜡和耐火材料混合,利用石蜡做载体,通过加热利用石蜡的流动性和可塑性,将有流动性的混合物立刻注射到模具中,待温度降低,混合物凝固。在混合物凝固后,将其在短时间内迅速加热至1600℃左右,使其中石蜡熔化掉,耐火材料发生陶化反应,最终形成陶瓷型。这个过程中,存在材料(如石蜡)成本高昂,生产效率低,并且在高温条件下陶瓷型可能出现变形等问题。
32.在一些实施例中,当目标型件是陶瓷型时,目标型件制造过程也可以是:使用原砂、粘结剂、润滑剂、水、挥发性液体(例如,酒精等)以及促凝剂的混合材料,浇灌到模具中,静置一段时间,待混合物凝固硬化。在混合材料凝固后,对其进行高温焙烧,使混合材料发生陶化反应,形成陶瓷型。该方法不含石蜡材料,成本较低,生产工艺简单,但静置所需时间较长,生产效率较低。
33.在一些实施例中,陶瓷型目标型件的制造过程还可以是:使用原砂、复合粘结剂、
润滑剂和水的混合材料,注入到模具中;之后对模具中的混合材料先后进行低温烘焙和高温焙烧,最终形成陶瓷型。所述低温烘焙可以使模具中的材料快速干燥,形成具有一定抗压强度的型件。所述高温焙烧可以进一步增强型件的硬度,并可以获得满足后续工艺要求的目标型件。
34.浇注模块130可以完成将铸件液体(例如,金属液体)浇注到目标型件中,以形成铸件的工艺。
35.在一些实施例中,所述金属液体可以是熔融状态下的金属。所述金属的种类可以依据应用场景的不同而不同,例如,包括但不限于铁、铜、铝、锡、铅、镍等。在一些实施例中,所述将金属液体浇注到目标型件中时,可以采用冷壳浇注,也可以采用热壳浇注。在一些实施例中,所述冷壳浇注可以是指浇注的模壳没有经过高温焙烧就直接进行浇注工艺。冷壳浇注可以适用于浇注流动性好的材质并适合浇注较大的产品。所述热壳浇注可以是指模壳经过高温焙烧后再进行浇注工艺。热壳浇注可以适用于浇注任何材料。在一些实施例中,金属液体被浇注到目标型件中,待其冷却后即可形成金属铸件。在一些实施例中,将金属液体浇注到目标型件可以采用人工的方式实现,也可以采用自动化的方式实现。
36.脱壳模块140可以对浇注模块130中形成的铸件进行脱壳,并获取铸件。所述脱壳可以是指将型壳或型芯与铸件分离的过程。在一些实施例中,所述脱壳可以包括脱壳处理,例如使用脱模剂或脱模蜡对铸件进行处理,使铸件能够更容易的脱模。在一些实施例中,所述获取铸件的过程可以采用人工的方式实现,例如,铸造工人可以通过敲击、切割等方式将铸件与目标型件进行分离,获得铸件;也可以采用自动化的方式实现,例如,使用自动脱壳设备对铸件进行脱壳。
37.本技术一些实施例披露了一种陶瓷型铸造材料。在一些实施例中,陶瓷型铸造材料可以包括:原砂、复合粘结剂和水。所述原砂为材料的基础组成部分,可以由一种或多种耐火材料的粉料组成。所述复合粘结剂可以由两种或两种以上粘结剂原料组成,用于辅助原砂成型。所述水可以用于稀释原砂与复合粘结剂的混合物,使混合物混合得更均匀,并使各组分混合后形成的陶瓷型铸造材料具备流动性。在一些实施例中,陶瓷型铸造材料还可以包括润滑剂。所述润滑剂可以用于润滑原砂与复合粘结剂。
38.在一些实施例中,所述原砂的质量比为80%~95%;所述复合粘结剂的质量比为1%~5%;所述水的质量比为8%~12%。在一些实施例中,陶瓷型铸造材料分为固体材料和液体材料。固体材料主要是一些耐火材料,可以包括成粉状或颗粒状的原砂以及纳米微粉。液体材料可以包括在常温下呈液态的复合粘结剂、润滑剂以及水。因此,本说明书实施例中的质量比指的是对应材料占铸造材料中固体材料的总质量的比值。例如,所述原砂的质量比指的是铸造材料的固体材料的总质量中,所述原砂的质量占;所述复合粘结剂的质量比指的是复合粘结剂质量占所述固体材料的总质量的比值;所述水的质量比指的是水的质量占所述固体材料的总质量的比值。
39.在一些实施例中,所述原砂在陶瓷型铸造材料中的质量比为80%~95%;优选的,质量比为80%~85%;进一步优选的,质量比为80%。在一些实施例中,所述复合粘结剂在陶瓷型铸造材料中的质量比为1%~5%;优选的,质量比为2%~4%;进一步优选的,质量比为3%。在一些实施例中,水的质量比为8%~12%;优选的,水的质量比为8%~10%;优选的,水的质量比为9%。在一些实施例中,所述润滑剂在陶瓷型铸造材料中的质量比小于
3%;在一些实施例中,质量比小于2%;在一些实施例中,质量比小于1%;在一些实施例中,所述铸造材料不包括润滑剂。在一些实施例中,陶瓷型铸造材料中液体材料的质量比小于20%;优选的,质量比小于15%;进一步优选的,质量比小于10%。其中,所述液体可以包括水与混合物中的其他液体。
40.在一些实施例中,本技术中揭示的陶瓷型铸造材料能够在室温范围内具有一定的流动性;在一些实施例中,陶瓷型铸造材料能够在低温范围内发生硬化反映;在一些实施例中,陶瓷型铸造材料还能够在高温范围内发生陶化反映。其中,所述硬化反应可以包括材料变硬的过程;例如,本技术中铸造材料经过低温加热后,铸造材料变硬,例如,铸造材料的硬度或强度增大。在一些实施例中,所述硬化也可以包括使材料获得更高的硬度或强度的过程,还包括材料的硬度参数值变高的过程。所述陶化反映可以理解为材料的各组分从无规混合到形成化学键成为部分结晶的过程。在一些实施例中,所述陶化也可以包括使材料进一步获得更高的硬度或强度的过程,还包括材料的硬度参数值进一步变高的过程。
41.在一些实施例中,所述陶瓷型铸造材料可以理解为材料充分搅拌后的状态下。在一些实施例中,所述室温范围可以包括18℃~35℃;也可以包括18℃~28℃;也可以包括22℃~25℃。所述流动性是指材料可以在各个方向不规则的变动或不保持固有形态的移动的性能。在一些实施例中,所述流动性的程度可以由材料的粘度值决定。在一些实施例中,所述陶瓷型铸造材料在室温时的粘度值为80秒~300秒;在一些实施例中,所述材料的粘度值为80秒~140秒;在一些实施例中,所述材料的粘度值为80秒~130秒;在一些实施例中,所述材料的粘度值为80秒~120秒;在一些实施例中,所述材料的粘度值为90秒~110秒;在一些实施例中,所述材料的粘度值为100秒。在一些实施例中,所述材料的粘度值为140秒~300秒;在一些实施例中,所述材料的粘度值为150秒~300秒;在一些实施例中,所述材料的粘度值为160秒~300秒;在一些实施例中,所述材料的粘度值为170秒~300秒;在一些实施例中,所述材料的粘度值为180秒~300秒;在一些实施例中,所述材料的粘度值为190秒~300秒;在一些实施例中,所述材料的粘度值为200秒~300秒;在一些实施例中,所述材料的粘度值为210秒~290秒;在一些实施例中,所述材料的粘度值为220秒~280秒;在一些实施例中,所述材料的粘度值为230秒~270秒;在一些实施例中,所述材料的粘度值为240秒~260秒。
42.在一些实施例中,材料粘度值的计量单位“秒”指的是在均衡施加某一恒定力的情况下,将填充在测量桶的一定量体积的材料(例如,1升体积的材料)从所述测量桶内流出所需要的时间,即需要多少秒。
43.具体地,将材料置于一定容积的定量测量桶内,填料时关闭测量桶的流出口,装料填充到测量桶刻度线齐平。其中,所述测量桶上用于材料流出的流出口的口径可以设置为5mm。将活塞置于材料之上,所述活塞的直径与所述测量桶的内径相对应,然后通过小型定值压力设备,以25kg
·
f的恒定力沿所述测量桶的轴线方向对活塞施加压力,并打开流出口。在所述压力的作用下,所述活塞下降了一定高度,该高度下降值对应于桶内材料流出的1升体积,测量出所述活塞下降了一定高度的时间,也就是1升材料流出的时间(秒),即为所述材料的粘度值(秒)。
44.在一些实施例中,所述材料在第一温度下加热第一时间后,能够发生硬化反应,或者获得更高的强度。在一些实施例中,所述材料经第一时间加热后可以形成具有一定硬度
或强度的型件。例如,在一些实施例中,将所述材料注入模具后,对该模具内的材料进行加热可以使材料获得更高的抗压强度。在一些实施例中,所述材料经第一温度下的第一时间加热后,所述型件的抗压强度为2mpa~5mpa;在一些实施例中,抗压强度为2.2mpa~4.8mpa;在一些实施例中,抗压强度为2.5mpa~4.5mpa;在一些实施例中,抗压强度为2.8mpa~4.2mpa;在一些实施例中,抗压强度为3.0mpa~4.0mpa;在一些实施例中,抗压强度为3.2mpa~3.8mpa;在一些实施例中,抗压强度为3.5mpa。
45.在一些实施例中,所述第一时间小于3小时;优选的,所述第一时间小于2小时;优选的,所述第一时间小于1小时;优选的,所述第一时间小于50分钟;优选的,所述第一时间小于40分钟;优选的,所述第一时间小于30分钟;优选的,所述第一时间小于20分钟;所述第一时间可以是小于或等于10分钟;优选的,所述第一时间可以是5分钟~10分钟。在一些实施例中,所述第一温度的温度范围可以是50℃~200℃;优选的,可以是90℃~200℃;进一步优选的,可以是120℃~200℃;进一步优选的,可以是150℃~200℃;进一步优选的,可以是150℃~160℃。在一些实施例中,加热的第一温度可以与加热的第一时间具有一定的关联,也可以没有关联。在一些实施例中,如果加热时间较长,则可以适当降低加热温度。在一些实施例中,如果加热温度较高,则可以适当缩短加热时间。
46.在一些实施例中,所述材料在第二温度下加热第二时间后,能够发生陶化反应,或者获得更高的强度。在一些实施例中,所述材料经第二温度下的第二时间加热后,所述型件的抗压强度为5mpa~8mpa;在一些实施例中,抗压强度为5.2mpa~7.8mpa;在一些实施例中,抗压强度为5.5mpa~7.5mpa;在一些实施例中,抗压强度为6.0mpa~7.0mpa;在一些实施例中,抗压强度为6.5mpa。在一些实施例中,所述材料经第二温度下的第二时间加热后,所述型件的变形率小于1%;优选的,小于0.8%;进一步优选的,小于0.6%;进一步优选的,小于0.5%;进一步优选的,小于0.4%。
47.在一些实施例中,所述第二时间可以是1小时~3小时;优选的,可以是1.5小时~3小时;进一步优选的,可以是2小时~3小时。在一些实施例中,所述第二温度的温度范围可以是600℃~1500℃;优选的,可以是800℃~1500℃;进一步优选的,可以是800℃~1200℃。
48.在一些实施例中,所述原砂可以由一种或多种耐火材料的粉料组成。在一些实施例中,所述耐火材料的粉料可以包括但不限于莫来砂、石英砂、锆砂、烧结镁砂、铬铁矿砂、镁橄榄石砂、蓝晶石砂、石灰石砂、石墨砂以及人造宝珠砂等。所述耐火材料随型件的用途不同而不同,例如,型件用于铸造铸铁、碳钢、低合金钢等时,耐火材料可以选用石英砂;型件用于铸造不锈钢、钛合金等时,耐火材料可以选用锆砂。在一些实施例中,为了同时兼顾成型件的强度以及成型的速度和粘结强度,所述原砂可以包括目数不同的第一类砂和第二类砂。所述第一类砂和第二类砂可以是材料不同的砂料,也可以是材料相同的砂料。
49.在一些实施例中,所述第一类砂可以是莫来砂,所述第二类砂可以是莫来粉。具体的,所述原砂可以包括具有第一目数的第一类砂和具有第二目数的第二类砂。在一些实施例中,所述第一目数可以是60目~80目;优选的,可以是70目~80目;进一步优选的,可以是70目~75目。在一些实施例中,所述第二目数可以是180目~200目;优选的,可以是190目~200目;进一步优选的,可以是195目~200目。在一些实施例中,所述第一目数和所述第二目数之间的差值至少为20目;在一些实施例中,所述第一目数和所述第二目数之间的差值至
少为100目;在一些实施例中,所述第一目数和所述第二目数之间的差值至少为140目。
50.在一些实施例中,粉状材料的目数越大表示该材料的颗粒度越小,在后期与粘结剂混合时能够使混合材料获得更大的粘结强度。粉状材料的目数越小表示该材料的颗粒度越大,在后期混合材料成型干燥过程中的干燥速度越快。在一些实施例中,第一类砂和第二类砂之间的目数差值以及第一类砂与第二类砂的质量配比可以根据具体成型件的大小、强度要求、成型速度等中的一个或多个来决定。具体地,在一些实施例中,当需要成型更快时,可以增大目数较小的第一类砂的占比,当需要成型件具有更高强度时,可以增大目数较高的第二类砂的占比。例如,成型件为小型型件时,固体材料可以包括30%的75目莫莱砂(作为第一类砂)和70%的200目莫莱粉(作为第二类砂)。又例如,成型件为大型陶壳时,固体材料可以包括20%的75目莫莱砂和80%的200目莫莱粉。
51.在一些实施例中,所述铸造材料中的固体材料还可以包括颗粒度更细的材料,例如,纳米微粉,用于增加型件的粘结强度以及提高型件的硬化速度。在一些实施例中,所述纳米微粉也可以包括颗粒度尺寸不同的第三类砂和第四类砂。其中,第三类砂和第四类砂的颗粒度小于第一类砂和第二类砂的颗粒度,换句话说,第三类砂的目数和第四类砂的目数大于第一类砂和第二类砂的目数。在一些实施例中,固体材料中不同目数的材料进行配比时也需要根据成型件的强度要求来进行调节,例如,在上文提到的30%的75目莫莱砂和70%的200目莫莱粉的实施例中,如果想要进一步增加成型件的强度或者硬化速度,可以把各固体材料的配比调整为20%的75目莫莱砂、60%的200目莫莱粉以及20%的纳米微粉。
52.在一些实施例中,所述复合粘结剂可以包括但不限于瞬干型粘结剂、紫外线光固化型粘结剂、压敏型粘结剂、厌氧型粘结剂、热固性粘结剂、热熔型粘结剂、乳液和乳胶型粘结剂以及其他类粘结剂。在一些实施例中,所述瞬干型粘结剂可以包括但不限于触变性(假塑性)氰基丙烯酸酯粘结剂、快固化氰基丙烯酸酯粘结剂、氰基丙烯酸酯-聚乙二醇粘结剂等。所述紫外光固化型粘结剂可以包括由丙烯酸酯类预聚物(又称寡聚体)、活性单体和紫外线光引发剂构成的混合物。所述压敏型粘结剂可以包括但不限于丙烯酸树酯和硅氧烷压敏粘结剂、可交联接枝的丙烯酸压敏粘结剂等。所述厌氧型粘结剂可以包括但不限于厌气性丙烯酸粘结剂、含取代基糖精的厌气性粘结剂、含钛酸钾纤维的厌气性粘结剂等。所述热固型粘结剂可以包括但不限于环氧树脂、聚氨酯粘结剂、氨基树脂粘结剂等。所述热熔型粘结剂可以包括但不限于尼龙酚醛热熔粘结剂、含乙烯聚合物的热熔粘结剂及其层压晶、不饱和异氰酸酯接枝的聚烯烃热熔粘结剂等。所述乳液和乳胶型粘结剂可以包括但不限于耐热耐水的醋酸乙烯基聚合物乳胶粘结剂、不饱和羧酸改性的疑烯烃(乳胶)粘结剂、耐热性双组分水性粘结剂等。所述其他类粘结剂可以包括但不限于硅酸乙酯,硅溶胶,水玻璃,磷酸盐,铝溶胶、聚丙烯酸酯兑粘土粉、磷酸二氢铝等。在一些实施例中,所述复合粘结剂可以是由两种或两种以上粘结剂组成的混合物。在一些实施例中,所述复合粘结剂中不同粘结剂的质量比可以采用1:1的占比进行混合。在一些实施例中,所述复合粘结剂中的不同粘结剂也可以按照不同的比例进行混合,例如,热固性粘结剂、瞬干型粘结剂、其他粘结剂的质量占比分别为5:1:2,其中,其他粘结剂可以理解为除热固性粘结剂和瞬干型粘结剂以外的任意粘结剂。
53.在一些实施例中,所述润滑剂可以用于润滑原砂与复合粘结剂,使陶瓷型铸造材料的各组成部分混合得更均匀。在一些实施例中,所述润滑剂的材料可以是硝酸甘油、硅
油、氮化硼等。
54.在一些实施例中,所述水可以用于稀释原砂与复合粘结剂的混合物,使混合物混合得更均匀,并使各组分混合后形成的陶瓷型铸造材料具备流动性。在一些实施例中,所述混合物中除了水之外,也可以包含一定比例的其他液体。在一些实施例中,所述混合物的流动性与其中的液体相关,例如,混合物中液体含量越高,其流动性也越高。所述液体可以包括水与混合物中的其他液体。在一些实施例中,所述混合物也可以包含一定比例的挥发性液体,一方面能够使铸造材料获得一定的流动性,以方便将铸造材料注入到模具中;另一方面,当铸造材料注入模具之后,材料的挥发能够使型件获得一定的强度。在一些实施例中,所述铸造材料中可以包含较少比例成分的挥发性材料。在一些实施例中,所述铸造材料中,挥发性材料的质量比小于10%;优选地,小于8%;优选地,小于5%;优选地,小于3%。在一些实施例中,考虑到环保因素,所述铸造材料中也可以不含挥发性材料。在一些实施例中,所述挥发性材料可以包括但不限于酒精类物质(如甲醇、乙醇等)、丙酮、硅酸乙酯等。
55.在一些实施例中,所述材料可以不依赖促凝剂成型。在一些实施例中,可以材料中也可以包含少量的促凝剂,优选地,包含促凝剂的质量比小于20%,进一步优选地,小于10%,进一步优选地,小于5%,更进一步优选地,所述材料不包括促凝剂。在一些实施例中,所述促凝剂可以包括但不限于氢氧化钠、氢氧化钾、三乙醇胺、氢氧化铝、滑石、氧化镁、铝酸钙水泥、碱式氯化铝、氟硅酸钠、磷酸铝、磷酸钠、硅酸二钙、聚合氯化铝、乙二醛等。
56.图2是根据本技术一些实施例所示的一种陶瓷型铸造工艺的流程图。如图2所示,一种陶瓷型铸造工艺的流程可以包括:
57.步骤210,提供铸造材料以及模具。
58.在一些实施例中,所述提供铸造材料的方式可以包括提供上述陶瓷型材料的混合物;也可以包括提供陶瓷型材料的各组分的材料,然后将其充分搅拌。在一些实施例中,所述混合物可以是预先搅拌并充分混合均匀后的材料,在一些实施例中,所述混合物可以预先混合均匀后保存在密封容器中。在一些实施例中,所述混合物的保存时的环境温度可以是2℃~15℃;在一些实施例中,所述混合物的保存时的环境温度可以是3℃~14℃所述混合物的保存时的环境温度可以是3℃~12℃;在一些实施例中,所述混合物的保存时的环境温度可以是4℃~10℃;在一些实施例中,所述混合物的保存时的环境温度可以是5℃~10℃;在一些实施例中,所述混合物的保存时的环境温度可以是5℃~8℃;在一些实施例中,所述混合物的保存时的环境温度可以是6℃。在一些实施例中,所述混合物保存时,密封容器中的环境湿度可以是一定的湿度,以防止混合物中的水分流失。在一些实施例中,所述环境湿度可以是40%~90%;在一些实施例中,环境湿度还可以是45%~90%;在一些实施例中,环境湿度还可以是50%~90%;在一些实施例中,环境湿度还可以是55%~90%;在一些实施例中,环境湿度还可以是60%~90%;在一些实施例中,环境湿度还可以是70%~90%;在一些实施例中,环境湿度还可以是80%~90%;在一些实施例中,环境湿度还可以是40%~85%;在一些实施例中,环境湿度还可以是50%~85%;在一些实施例中,环境湿度还可以是55%~85%;在一些实施例中,环境湿度还可以是60%~85%;在一些实施例中,环境湿度还可以是65%~85%;在一些实施例中,环境湿度还可以是70%。在一些实施例中,所述混合均匀后的材料在一定温度范围下具有一定的流动性。所述材料具有流动性的温度范围可以参考本技术前述部分实施例的相关描述。优选的,所述材料在18℃~35℃
温度范围内具有一定的流动性。所述流动性是指材料可以在各个方向不规则的变动或不保持固有形态的移动的性能。在一些实施例中,所述流动性的程度可以由材料的粘度值决定。所述材料的流动性与其粘度值的相关关系可以参考本技术前述部分实施例的相关描述,此处不再赘述。在一些实施例中,所述提供铸造材料也可以是提供上述陶瓷型材料的各组分的材料。所述各组分的材料可以在该工艺步骤中进行搅拌并使其充分混合均匀。在一些实施例中,可以由操作工人人为判断所述材料是否搅拌均匀。在一些实施例中,判断均匀性的方式可以是:材料搅拌后,在不同位置取相同体积的材料进行称重,若各位置取出的材料重量相同或相近,则可以认为材料已搅拌均匀。
59.在一些实施例中,所述陶瓷型铸造工艺使用的铸造材料及其所述各组分的材料可以参考本说明书前述部分涉及的一个或多个实施。
60.在一些实施例中,所述模具可以包括用于型壳铸造的模具,也可以包括用于型芯铸造的模具。在一些实施例中,所述模具可以是木模、金属模或树脂模。所述模具可以是预先制作好的,也可以是在该步骤中制作而成的。所述模具可以包括与其铸造件所对应的一个或多个相关参数。所述相关参数可以包括但不限于模具的形状、模具的尺寸、模具的型号等。在一些实施例中,可以根据模具的相关参数提供模具。例如,可以根据铸造件的尺寸及形状参数提供对应的模具,也可以根据铸造件的型号提供相应型号的模具。
61.步骤220,将铸造材料注入所述模具中,形成型件。
62.在一些实施例中,所述将铸造材料注入所述模具的方式可以包括挤压方式和浇灌方式。所述挤压方式可以是通过额外提供的压力将铸造材料注入模具的方式。所述浇灌方式可以是由铸造材料利用其流动性在重力作用下自由注入模具的方式。在一些实施例中,可以根据铸造材料的粘度值确定其注入模具的方式是挤压方式或是浇灌方式。在一些实施例中,将铸造材料注入所述模具后,由于模具具有一定的形状,所以处于所述模具内的材料可以称之为型件,但在不同的工艺阶段,型件的强度有所不同。
63.在一些实施例中,当铸造材料的粘度值范围为大于140秒时;优选地,当铸造材料的粘度值范围为140秒~300秒时;优选地,当铸造材料的粘度值范围为200秒~300秒时,铸造材料通过挤压的方式注入模具中。所述挤压方式可以由挤压装置实现。在一些实施例中,所述挤压装置至少可以包括存储材料的储料仓,挤压器,挤压通道,与挤压通道连接的模具腔室,设置挤压压力和/或挤压时间的控制器。所述铸造材料放入储料仓后,经挤压器的挤压,由挤压通道进入模具腔室。在一些实施例中,所述挤压器的挤压压力可以通过控制器设定。在一些实施例中,所述压力值为80mpa~150mpa;优选的,压力值为80mpa~130mpa;进一步优选的,压力值为80mpa~110mpa。在一些实施例中,所述挤压器的挤压时间也可以通过控制器提前设定。在一些实施例中,所述挤压器的挤压时间也可以不用提前设定,而是根据挤压装置的运行速度自行决定。在一些实施例中,所述挤压时间为15秒~3分钟;优选的,挤压时间为15秒~1分钟;进一步优选的,挤压时间为15秒~30秒。使用挤压装置注入铸造材料成型,生产出的型件硬度高,精度高,溃散性好,不易变形。
64.在一些实施例中,当铸造材料的粘度值小于140秒时;优选地,当铸造材料的粘度值范围为80秒~140秒时,铸造材料通过浇灌的方式注入模具中。所述浇灌方式可以由浇灌装置实现。所述浇灌装置可以包括料桶、控制机构。所述浇灌装置可以通过控制机构控制料桶将其内的铸造材料灌入模具中。
65.在一些实施例中,将铸造材料注入所述模具之前,还可以对模具进行加热,然后将铸造材料注入加热中或加热后的模具中。在一些实施例中,对模具进行加热到预设温度后,可以将温度保持在该预设温度继续加热,然后将铸造材料注入所述模具中。在一些实施例中,对模具进行加热到的预设温度可以为50℃~200℃;在一些实施例中,所述预设温度可以为60℃~190℃;在一些实施例中,所述预设温度可以为70℃~180℃;在一些实施例中,所述预设温度可以为70℃~170℃;在一些实施例中,所述预设温度可以为70℃~160℃;在一些实施例中,所述预设温度可以为70℃~150℃;在一些实施例中,所述预设温度可以为70℃~140℃;在一些实施例中,所述预设温度可以为70℃~130℃;在一些实施例中,所述预设温度可以为70℃~120℃;在一些实施例中,所述预设温度可以为80℃~110℃;在一些实施例中,所述预设温度可以为90℃~100℃。
66.在一些实施例中,当铸造材料注入模具后,为了获得质量更好的型件,可以增加一个保压操作。其中,质量更好的型件可以包括强度更大的型件;外形尺寸更准确的型件;外表毛刺较少或外表光洁度较高的型件以及尺寸稳定性较高的型件。其中,尺寸稳定性可以理解为在常温下和/或高温焙烧情形下,尺寸不易发生形变。在一些实施例中,保压操作中的压力指的是让模具保持在闭合状态的作用力,其中,模具的闭合状态与开模状态相反,指的是模具内腔能够与型件的外形尺寸完全对应的状态。在一些采用挤压方式进行材料注入的实施例中,当铸造材料注入模具后,注射压力会对应地释放掉,此时通过上述保压操作可以提高型件的质量。
67.在一些实施例中,当铸造材料注入模具后,保压操作可以与所述对模具加热同时进行,即铸造材料注入所述模具后,一边对模具继续加热,一边对模具施加使其保持在闭合状态的压力或作用力。在一些实施例中,当铸造材料注入模具后,保压操作也可以与所述对模具加热分开进行,即铸造材料注入所述模具后,可以先对所述模具进行保压,然后对模具内的型件继续加热一定时间。在一些实施例中,保压操作的时间可以是小于10分钟;优选的,可以是小于8分钟;优选的可以是小于5分钟。
68.步骤230,在第一温度范围内,对所述型件进行加热以使其硬化。
69.在一些实施例中,所述铸造材料被注入模具后形成型件。所述型件的类型与模具的类型相对应。当模具为铸造型壳的模具时,所述型件为型壳型件;当模具为铸造型芯的模具时,所述型件为型芯型件。在一些实施例中,在第一温度范围内对所述型件加热可以使其硬化或者使其获得第一抗压强度。在一些实施例中,所述硬化可以理解为材料变硬的过程,也可以理解为材料获得更高硬度或强度的过程。在一些实施例中,所述第一温度的温度范围可以是50℃~200℃;优选的,可以是90℃~200℃;进一步优选的,可以是120℃~200℃;进一步优选的,可以是150℃~200℃;进一步优选的,可以是150℃~160℃。在一些实施例中,所述型件获得的第一抗压强度为2mpa~5mpa;所述第一抗压强度的其他实施例可参见本说明书的其他部分。在一些实施例中,在第一温度范围内,对模具内的型件加热以使其硬化的加热时间可以是小于3小时;优选的,可以是小于2小时;优选的,可以是小于1小时;优选的,可以是小于50分钟;优选的,可以是小于40分钟;优选的,可以是小于30分钟;优选的,可以是小于20分钟;优选的,可以是小于或等于10分钟;优选的,可以是5分钟~10分钟。在一些实施例中,对铸造材料进行低温烘焙,可以使铸造材料快速干燥,并且低温烘焙对加热设备要求低,普通烘箱即可操作。
70.在一些实施例中,对所述型件进行加热以使其硬化的加工步骤中,可以将型件从模具中取出,并待所述型件完全冷却后放入烘箱内进行加热,使其硬化。在一些实施例中,可以等待型件在模具中冷却后再把其从模具中取出;在一些实施例中,也可以先将模具从模具中取出然后再对其进行冷却。在一些实施例中,也可以不将型件从模具中取出,直接对模具及其中的型件进行加热,以使得模具中的型件硬化。在一些实施例中,可以等模具中的型件完全冷却后,再对模具以及其中的型件进行加热,以使型件硬化。
71.步骤240,在第二温度范围内,对型件进行加热,获得目标型件。
72.在一些实施例中,所述第二温度范围可以是600℃~1500℃;优选的,可以是800℃~1500℃;进一步优选的,可以是800℃~1200℃。在一些实施例中,在第二温度范围内,对型件进行加热,获得目标型件的加热时间可以是1小时~3小时;优选的,可以是1.5小时~3小时;进一步优选的,可以是2小时~3小时。在一些实施例中,所述在第二温度范围内,对型件进行加热可以使其陶化或者获得第二抗压强度,也就是获得目标型件。所述陶化反映可以理解为材料的各组分从无规则混合到形成化学键成为部分结晶的过程,也可以理解为材料进一步获得更高强度或硬度的过程。在一些实施例中,所述目标型件获得的第二抗压强度为5mpa~8mpa;所述第二抗压强度的其他实施例可参见本说明书其他部分。对铸造材料进行高焙烧,可以使制造出的型件硬度高,溃散性好,高温形变小。在一些实施例中,所述目标型件可以包括型芯型件、型壳型件以及型壳与型芯的组合型件。
73.在一些实施例中,可以将步骤230中获得的型件从模具中取出,再进行第二温度范围内的加热,获得目标型件。在一些实施例中,也可以不将步骤230中获得的型件从模具中取出,而是直接在模具中对型件进行第二温度范围内的加热,获得目标型件。
74.在一些实施例中,当在第二温度范围内加热的型件是型芯型件时,获得的目标型件为型芯型件;当在第二温度范围内加热的型件是型壳型件时,获得的目标型件为型壳型件。在一些实施例中,还可以将型壳型件与型芯型件进行合型组装,将组装后的型件在第二温度范围内加热,获得目标型件,此时获得的目标型件为型壳与型芯的组合型件。在一些实施例中,也可以将在第二温度范围内加热后获得的型壳型件和型芯型件进行合型组装,形成型壳与型芯的组合型件,作为本步骤中获得的目标型件。
75.在一些实施例中,精密铸造系统100中的一个或多个模块中可以采用自动化或智能化实现,例如,目标型件制造模块120中的一个或多个工艺步骤可以结合自动化或智能化。
76.在一些实施例中,上述提供铸造材料步骤中提供几个不同的材料,然后再充分搅拌的方案可以由自动化材料提供设备实现。在一些实施例中,所述自动化材料提供设备可以包括自动化搅拌设备。在一些实施例中,提供铸造材料可以先提供几种原材料,然后再充分搅拌。此时可以使用自动化材料提供设备中的自动化搅拌设备对几种材料的混合物进行充分搅拌。所述自动化搅拌设备可以包括料桶和搅拌装置。在一些实施例中,所述料桶中可以在不同部位设置多个传感器(如压力传感器)监控料桶中铸造材料是否混合均匀。例如,当设置在不同部位的传感器测得的数值相近时,即认为铸造材料已搅拌至混合均匀。
77.在一些实施例中,上述将铸造材料注入模具的操作也可以实现自动化。在一些实施例中,所述挤压装置的压力值可以由操作人员根据经验或相关规定设定。在一些实施例中,为了实现自动化,所述挤压装置也可以根据模具和/或铸造材料的相关参数自动设定压
力值。所述模具的相关参数可以包括模具的形状、尺寸等;所述铸造材料的相关参数可以包括材料的粘度值等。在一些实施例中,所述挤压装置的压力值可以是恒定值,即在挤压操作过程中压力值保持不变。在一些实施例中,挤压装置进行挤压操作的过程中也可以根据材料的参数变化自动调节挤压操作时的压力值。在一些实施例中,所述材料的相关参数可以包括但不限于材料的粘度值、材料的温度等。例如,材料温度变高后可以减小压力值。又例如,挤压装置可以根据材料的粘度值自动调节压力的大小,粘度值大时,挤压的压力大,粘度值小时,挤压的压力小。在一些实施例中,所述材料的相关参数可以由人工输入或者设备自动测得。
78.在一些实施例中,所述陶瓷型铸造工艺200也可以通过自动化产线来实现,即各工艺步骤之间均使用机器操作加以衔接。例如,在各工艺步骤之间配备机械手装置,使用机械手装置完成铸造材料、模具、型件等在各工艺步骤中的转移。又例如,型件在低温加热后,自动出模,由传输装置或机器手转移至下一高温加热工位进行高温加热。还例如,当型件需要合型时,可以由机械手装置抓取并控制型壳和/或型芯进行合型操作。在一些实施例中,所述自动化产线还包括控制中心,用于控制各个工艺步骤对应的机器操作装置彼此之间的相互配合。
79.本技术所披露的陶瓷型铸造材料及其工艺可能带来的有益效果包括但不限于:(1)制造工艺简单,生产周期短;(2)产品精度高,表面光洁度好;(3)可适应大批量产品生产。
80.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1