一种800MPa级别高韧性高强大梁钢及其制造方法与流程
本发明涉及冶金,具体涉及一种800mpa级别高韧性高强大梁钢及其制造方法。
背景技术:
1、大梁钢作为汽车车架大梁,需满足其力学性能要求,我国中重型卡车的大梁钢以厚度为8mm、屈服强度为345~500mpa的主梁结合厚度为5~8mm的副梁的双层结构大梁为主,部分卡车还采用厚度为8mm、屈服强度为610mpa的钢板为主梁结合厚度为5mm、屈服强度为510mpa的钢板为副梁双层结构大梁。这种双层结构大梁较为笨重,不符合车辆轻量化和汽车节能减排的需求。用低合金高强度和超高强度钢板生产汽车车架大梁,实现车辆减重,已成为发展趋势。
2、目前,已有专利文献公开了用于汽车车架大梁的大梁钢及其制造方法。例如:
3、专利一:公开号cn104805358a,一种抗拉强度550mpa级汽车大梁钢及其制备方法中公开了“其化学成分按质量百分数为:c:0.04~0.12%,si:0.05~0.35%,mn:0.5~1.2%,s:≤0.015%,p:≤0.02%,als:0.02~0.05%,ti:0.02~0.06%,余量为fe和不可避免的杂质”,“组织为准多边形铁素体和珠光体,其中准多边形铁素体体积分数为82~96%,珠光体体积分数为4~18%,平均晶粒尺寸为5~9微米”。然而,该专利的拉伸强度较低,其抗拉强度为560~590mpa。
4、专利二、公开号cn105316578a,低碳当量易焊接屈服强度750mpa以上的汽车大梁钢及其制造方法中公开了“该钢由以下化学成分按重量百分比组成:0.03~0.05%c、0.06~0.15%si、1.80~1.85%mn、0.010~0.015%p、0.001~0.003%s、0.065~0.085%nb、0.12~0.18%mo、0.15~0.16%ti、0.0015~0.0045%ca、0.02~0.05%alt,余量为fe和不可避免的杂质”。该汽车大梁钢优点是碳当量低,为0.354~0.394,拉伸强度高,其中屈服强度≥750mpa,抗拉强度780-950mpa,延伸率15%。然而,该汽车大梁钢未表明是否具有良好低温韧性,且其合金成本相对较高。
5、专利三、公开号cn108018502a,一种抗拉强度≥800mpa的汽车大梁钢及其生产方法公开了“通过优化控温轧制及(dq+acc)控制冷却工艺,配以合理的回火温度最终得到理想的回火组织,得到一种抗拉强度≥800mpa的汽车大梁钢800l”,“c:0.06~0.09%,si:0.3~0.4%,mn:1.60~1.75%,nb:0.055~0.070%,ti:0.010~0.030%,cr:0.25~0.35%,mo:0.20~0.30%,b:0.0005~0.0016%,als≥0.015%”。该汽车大梁钢的厚度为10~14mm,通过优化控温轧制及(dq+acc)控制冷却工艺,配以合理的回火温度最终得到理想的回火组织。其屈服强度约700mpa,抗拉强度大于800mpa,-20℃低温韧性可达100j以上。然而,该汽车大梁钢的制备方法中采用dq加上回火工艺,工艺较复杂,且合金成本相对较高。
技术实现思路
1、有鉴于此,本发明提供一种800mpa级别高韧性高强大梁钢。
2、本发明还提供一种800mpa级别高韧性高强大梁钢的制造方法。
3、根据本发明第一方面实施例的800mpa级别高韧性高强大梁钢,所述800mpa级别高韧性高强大梁钢包括fe基,以及分散在所述fe基中的质量百分比如下的化学元素:
4、c:0.12%~0.22%,si≤0.50%,mn:1.2%~2.1%,ti:0.08%~0.15%,cr:0.20%~0.50%,mo:0.20%~0.50%,al:0.015%~0.10%,n≤0.010%,b≤0.0020%。
5、进一步地,本发明实施例的800mpa级别高韧性高强大梁钢还可以包括:微合金元素,所述微合金元素包括nb、v中的任意一种或多种,所述微合金元素中nb≤0.05%,v≤0.05%。
6、进一步地,所述800mpa级别高韧性高强大梁钢由fe基以及分散在所述fe基中的质量百分比如下的化学元素组成:
7、c:0.12%~0.22%,si≤0.50%,mn:1.2%~2.1%,ti:0.08%~0.15%,cr:0.20%~0.50%,mo:0.20%~0.50%,al:0.015%~0.10%,n≤0.010%,b≤0.0020%,余量为不可避免杂质。
8、进一步地,所述不可避免杂质包括p和s,其中,以质量百分比计,p≤0.020%,s≤0.006%。
9、进一步地,所述化学元素的质量百分比还满足:0.2≤ti/cr≤1.8。
10、进一步地,0.2≤ti/mo≤1.0。
11、进一步地,所述化学元素的质量百分比还满足:
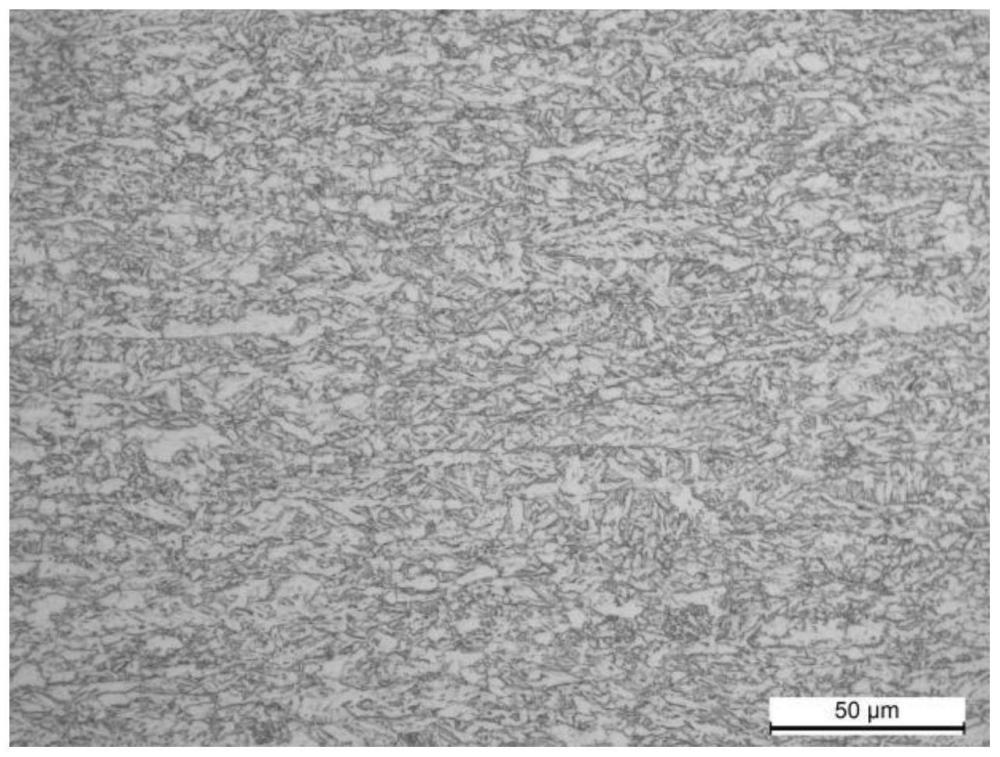
12、进一步地,所述800mpa级别高韧性高强大梁钢的微观组织为铁素体、贝氏体和纳米级的ti的析出相,且所述铁素体的相比例≤30%,所述贝氏体的相比例≥70%。
13、进一步地,所述800mpa级别高韧性高强大梁钢的屈服强度≥800mpa,抗拉强度≥850mpa,延伸率≥12%,-20℃纵向冲击功kv2≥80j。
14、根据本发明第二方面实施例的800mpa级别高韧性高强大梁钢的制造方法,包括以下步骤:
15、s1,分别按照上述的化学元素组成进行配比,再冶炼、精炼、铸造,得到铸坯;
16、s2,对步骤s1中的铸坯加热至1230~1280℃,保温时间1~3h;
17、s3,对步骤s2中的铸坯进行热轧制得到预制钢板;
18、s4,采用层流冷却法对步骤s3中的所述预制钢板进行冷却;
19、s4,对步骤s4中冷却后的所述预制钢板进行卷取得到所述800mpa级别高韧性高强大梁钢,所述卷取步骤中,卷取温度为400~550℃。
20、根据本发明第二方面实施例的800mpa级别高韧性高强大梁钢的制造方法,所述步骤s3包括:
21、s31,对步骤s2中的铸坯进行粗轧得到中间坯,所述粗轧步骤中,粗轧结束温度为1000~1100℃;
22、s32,对步骤s31中的中间坯在1050℃以上进行至少一次精轧直至累计变形量≥50%;
23、s33,将步骤s32中的中间坯在950~1050℃的温度下进行至少一次精轧直至累计变形量≥70%;
24、s34,对步骤s33中的中间坯进行终轧得到所述预制钢板,所述终轧步骤中,终轧温度为800~880℃;
25、s35,将步骤s34中的预制钢板冷却至400~550℃。
26、本发明的上述技术方案至少具有如下有益效果之一:根据本发明实施例的800mpa级别高韧性高强大梁钢通过成分设计并配合优化制造工艺,可以形成相比例≤30%的铁素体、相比例≥70%的贝氏体和纳米级的ti的析出相的微观组织,从而使得本发明实施例的800mpa级别高韧性高强大梁钢的屈服强度≥800mpa,抗拉强度≥850mpa,延伸率≥12%,-20℃纵向冲击功kv2≥80j,由于本发明实施例的800mpa级别高韧性高强大梁钢具有优异的综合力学性能,因此,在作为商用车大梁时,避免了采用双层结构大梁,实现了商用车的轻量化和减能减排。
- 还没有人留言评论。精彩留言会获得点赞!