一种板坯扇形段喷淋离线检测装置及方法与流程
1.本发明涉及一种板坯扇形段喷淋离线检测装置及方法,属于钢铁冶金连铸装置及方法技术领域。
背景技术:
2.板坯连铸机扇形段喷淋架对铸坯进行二次冷却,其直接关系到铸坯质量,二次冷却区内各种传热方式中,喷嘴喷水与铸坯表面的传热是主要可控的方式。扇形段本体喷淋架喷嘴的特性是影响铸坯热量传递的主要因素,因此,对喷嘴特性进行准确的测试,保证实际生产中所使用的喷嘴性能达到设计要求,对连铸生产过程十分重要。
3.某些连铸机投入连续性生产一定时间后,铸坯表面冷却就会出现不均匀性,发现铸坯存在较严重的角部裂纹、表面微裂纹、内部裂纹等板坯质量问题, 严重影响了连铸机稳定生产。停止生产后,需要更换大批量喷嘴、甚至更换整体扇形段,给生产造成很大的不利影响。
技术实现要素:
4.本发明目的是提供一种板坯扇形段喷淋离线检测装置及方法,通过采用检测装置对更换下料的喷嘴和扇形段本体喷淋架进行检测,准确掌握喷嘴和扇形段本体喷淋架的状态是否合格,为维修工作提供支撑, 极大减少了铸坯角部裂纹、表面微裂纹、内部裂纹等板坯质量问题,提升了连铸机动态配水模型的高效运行,降低了生产成本,提高了产品质量,实现产品质量更加受控,实现连铸机稳定运行,解决了钢铁企业板坯连铸机喷淋系统离线维修的技术问题,有效地解决了背景技术中存在的上述问题。
5.本发明的技术方案是:一种板坯扇形段喷淋离线检测装置,包含控制装置、水泵组、水减压阀、压空减压阀、水流量计、压力传感器一、压力传感器二、喷嘴检测台、扇形段本体喷淋架、水阀门一、水阀门二、压空阀门一、压空阀门二和压空主阀门,所述水介质经水泵组、水减压阀、压力传感器一、水流量计、水阀门一和水阀门二,连接传输到喷嘴检测台和扇形段本体淋架;压缩空气经压空主阀门、压空减压阀、压力传感器二、压空阀门一和压空阀门二,连接到喷嘴检测台和扇形段本体喷淋架;控制装置分别与喷嘴检测台和扇形段本体喷淋架连接。
6.所述板坯扇形段喷嘴安装在喷嘴检测台上。
7.所述喷嘴检测台和扇形段本体离线喷淋架与介质水和压缩空气通过软管连接。
8.一种板坯扇形段喷淋离线检测方法,包含以下步骤:1)将介质水和压缩空气与喷嘴和扇形段本体喷淋架连接好;2)将水阀门二和压空阀门二关闭,开启水阀门一和压空阀门一,然后开启水泵组,调整水减压阀调整压力,使压力传感器一达到设定的压力值,同时也开启压空主阀门,调整压空减压阀,也使压力传感器二达到设定值;3)当压力传感器一和压力传感器二都达到设定值时,对喷嘴状态进行检测:记录
水流量计的值与标准值进行比较,偏差不大于设计流量的
±
10%为合格;使用角度尺对喷嘴喷射角度进行检验,偏差不大于设计角度的8
°
为合格;使用集水槽对喷嘴喷水分布进行检验,偏差不大于设计喷水分布的
±
10%为合格;通过上述检测结果,将合格的喷嘴安装到扇形段本体喷淋架上;4)将水阀门二和压空阀门二打开,关闭水阀门一和压空阀门一,开启水泵组,调整水减压阀调整压力,使压力传感器一达到设定的压力值,同时也开启压空主阀门,调整压空减压阀,也使压力传感器二达到设定值;5)达到上述状态后,记录水流量计的值与标准值进行比较,偏差不大于设计流量的
±
10%为合格,如果偏差大,则需对喷淋架本体管路进行清理和吹扫检查。
9.所述需要进行检测的喷嘴安装在喷嘴检测台上。
10.所述介质水和压缩空气通过软管与喷嘴和扇形段本体喷淋架连接。
11.本发明的有益效果是:通过采用检测装置对更换下料的喷嘴和扇形段本体喷淋架进行检测,准确掌握喷嘴和扇形段本体喷淋架的状态是否合格,为维修工作提供支撑,极大减少了铸坯角部裂纹、表面微裂纹、内部裂纹等板坯质量问题,提升了连铸机动态配水模型的高效运行,降低了生产成本,提高了产品质量,实现产品质量更加受控,实现连铸机稳定运行, 解决了钢铁企业板坯连铸机喷淋系统离线维修的技术问题。
附图说明
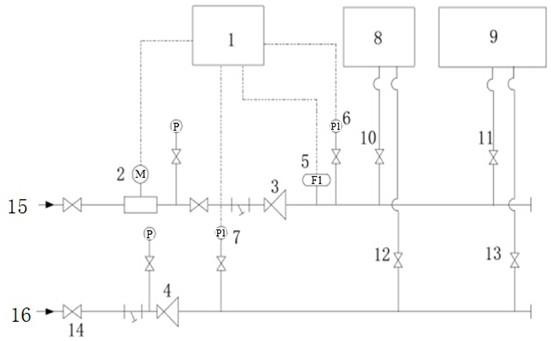
12.图1为本发明的结构示意图;图中:控制装置1、水泵组2、水减压阀3、压空减压阀4、水流量计5、压力传感器一6、压力传感器二7、喷嘴检测台8、扇形段本体喷淋架9、水阀门一10、水阀门二11、压空阀门一12、压空阀门二13、压空主阀门14、水介质15、压缩空气16。
具体实施方式
13.为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
14.一种板坯扇形段喷淋离线检测装置,包含控制装置1、水泵组2、水减压阀3、压空减压阀4、水流量计5、压力传感器一6、压力传感器二7、喷嘴检测台8、扇形段本体喷淋架9、水阀门一10、水阀门二11、压空阀门一12、压空阀门二13和压空主阀门14,所述水介质15经水泵组2、水减压阀3、压力传感器一6、水流量计5、水阀门一10和水阀门二11,连接传输到喷嘴检测台8和扇形段本体淋架9;压缩空气16经压空主阀门14、压空减压阀4、压力传感器二7、压空阀门一12和压空阀门二13,连接到喷嘴检测台8和扇形段本体喷淋架9;控制装置1分别与喷嘴检测台8和扇形段本体喷淋架9连接。
15.所述板坯扇形段喷嘴安装在喷嘴检测台8上。
16.所述喷嘴检测台8和扇形段本体离线喷淋架9与介质水15和压缩空气16通过软管连接。
17.一种板坯扇形段喷淋离线检测方法,包含以下步骤:1)将介质水和压缩空气与喷嘴和扇形段本体喷淋架连接好;2)将水阀门二和压空阀门二关闭,开启水阀门一和压空阀门一,然后开启水泵组,调整水减压阀调整压力,使压力传感器一达到设定的压力值,同时也开启压空主阀门,调整压空减压阀,也使压力传感器二达到设定值;3)当压力传感器一和压力传感器二都达到设定值时,对喷嘴状态进行检测:记录水流量计的值与标准值进行比较,偏差不大于设计流量的
±
10%为合格;使用角度尺对喷嘴喷射角度进行检验,偏差不大于设计角度的8
°
为合格;使用集水槽对喷嘴喷水分布进行检验,偏差不大于设计喷水分布的
±
10%为合格;通过上述检测结果,将合格的喷嘴安装到扇形段本体喷淋架上;4)将水阀门二和压空阀门二打开,关闭水阀门一和压空阀门一,开启水泵组,调整水减压阀调整压力,使压力传感器一达到设定的压力值,同时也开启压空主阀门,调整压空减压阀,也使压力传感器二达到设定值;5)达到上述状态后,记录水流量计的值与标准值进行比较,偏差不大于设计流量的
±
10%为合格,如果偏差大,则需对喷淋架本体管路进行清理和吹扫检查。
18.所述需要进行检测的喷嘴安装在喷嘴检测台上。
19.所述介质水和压缩空气通过软管与喷嘴和扇形段本体喷淋架连接。
20.实施例:某厂230*1900mm板坯连铸机,弧半径9.5米,共计14个扇形段,弧形扇形段1段,共计内外弧喷淋架各1个,每个喷淋架包含7排喷嘴,每排3个喷嘴,共计42个喷嘴,喷嘴型号全部为sd-e20/110-35-35。
21.设计单个喷嘴特性:喷射角度110
°
、在水压6bar和气压2.5bar情况下,水流量13.9l/min;喷淋架特性:在水压6bar和气压2.5bar情况下,水流量292l/min。
22.1)将需要进行检测的板喷嘴和喷淋架分别安装到喷嘴检测台8和扇形段本体喷淋架9上,将介质水和压缩空气通过软管与其连接好;2)将水阀门二11和压空阀门二13进行关闭,开启水阀门一10和压空阀门一12,然后开启水泵组2,调整水减压阀3使压力传感器一6达到设计压力值6bar,同时也开启压空主阀门14,调整压空减压阀4也使压力传感器二7达到设计值2.5bar;3)当压力传感器一6和压力传感器二7都达到设定值时,对喷嘴状态进行检测:记录水流量计5的值与设计值13.9l/min进行比较,偏差不大于设计流量的
±
10%为合格;使用角度尺对喷嘴喷射角度进行检验,角度在106
°
至114
°
为合格;使用集水槽对喷嘴喷水分布均匀性进行检查,偏差不大于
±
10%为合格;通过上述检测结果,将合格的喷嘴安装到扇形段本体喷淋架9上;4)将水阀门二11和压空阀门二13进行打开,关闭水阀门一10和压空阀门一12,开启水泵组2,调整水减压阀3使压力传感器一6达到设计压力值6bar,同时也开启压空主阀门14,调整压空减压阀4使压力传感器二7达到设计值2.5bar;5)达到上述状态后,记录水流量计5的值与设计值进行比较292l/min,偏差不大于设计流量的
±
10%为合格,如果偏差大,则需对喷淋架本体管路进行清理、吹扫等检查。
23.本发明的离线应用,极大减少了铸坯角部裂纹、表面微裂纹、内部裂纹等板坯质量问题,提升了连铸机动态配水模型的高效运行,降低了生产成本,提高了产品质量,实现产品质量更加受控,实现连铸机稳定运行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1