喷砂喷丸设备的制作方法
1.本发明涉及零件表面处理设备技术领域,特别地,涉及一种喷砂喷丸设备。
背景技术:
2.喷砂喷丸设备一种以压缩空气带动磨料经过输出装置,以高速喷射于零件表面,使得零件表面在磨料的冲击下形成强化层的零件表面处理设备。
3.现有的喷砂喷丸设备通常由储料罐、输出装置、供气组件以及布设于储料罐和供气组件之间的输料球阀等部件组成,工作时,转动打开输料球阀以使磨料穿过输料球阀进入输出装置中,同时供气组件通入压缩空气以使磨料高速喷出。
4.然而,在磨料进出输料球阀的过程中,磨料易冲击磨损输料球阀,而使输料球阀损坏,导致输料球阀需要经常更换;同时,磨料还可能卡在输料球阀周围,而无法正确关闭或者打开输料球阀,需要维护人员经常清理维护,极大的浪费了人力物力。
技术实现要素:
5.本发明提供了一种喷砂喷丸设备,以解决现有的喷砂喷丸设备中输料球阀易被磨料冲击损坏和卡死的技术问题。
6.根据本发明的一个方面,提供一种喷砂喷丸设备,包括用于储存磨料的储料罐、用于磨料输出并与输出装置连接的输出装置连接件、用于提供压缩空气以使储料罐内腔增压的供气组件、分别与储料罐、供气组件和连接件连通的用于传输压缩空气的管路系统以及分别与储料罐和连接件连通的用于控制磨料流量的输料球阀;输料球阀包括分别与储料罐的出料端和连接件的第一输入端连通的用于磨料通过的阀体、布设于阀体内的用于转动关闭或者打开阀体的球体以及与球体连接的用于控制球体转动以关闭或者打开阀体的阀杆,输料球阀还包括布设于阀体内腔的进料一侧并呈锥形布设的第一导料料斗,第一导流料斗的大端与阀体的进料端连接,第一导料料斗的小端用于与球体的进料口对应布设。
7.作为上述技术方案的进一步改进:
8.进一步地,输料球阀还包括布设于阀体内并呈锥形布设的第二导料料斗,第二导料料斗的小端用于与球体的出料口对应布设,第二导料料斗的大端与阀体的出料端连接。
9.进一步地,第一导料料斗的小端与球体的球面之间的间隙小于0.8mm;和/或第二导料料斗的小端与球体的球面之间的间隙小于0.8mm。
10.进一步地,储料罐还包括用于磨料进入储料罐内的进料料斗以及与进料料斗的出料端对应布设并与管路系统连通的用于在压缩空气的冲击带动下封堵进料料斗的出料端的密封件。
11.进一步地,储料罐上的径向两侧分别设有第一管道安装座和第二管道安装座,管路系统包括安装于第一管道安装座和第二管道安装座上并与供气组件连通的密封管道,密封管道包括布设于储料罐内的第一三通接头、安装于第一管道安装座上并分别与第一三通接头的第一接头和供气组件连通的密封输气管、安装于第二管道安装座上并与第一三通接
头的第二接头连接的密封支撑管以及与第一三通接头的第三接头连通并与密封件可活动地插接配合的密封出气管。
12.进一步地,密封件包括与进料料斗的出料端对应布设的呈圆锥体且锥尖朝上布设的堵头、堵头的中部轴向向下延伸形成并与密封出气管可活动地插接配合的活动支撑杆以及堵头的边缘轴向向下延伸并沿径向向外倾斜布设形成的集气罩。
13.进一步地,密封输气管与第一三通接头的第一接头可拆卸地连接。
14.进一步地,供气组件包括用于压缩空气的空压机、与空压机连通的用于储存压缩空气的储气罐以及分别与储气罐和管路系统连通的用于过滤压缩空气的第一过滤器以及布设于储气罐和第一过滤器之间的出气控制阀。
15.进一步地,供气组件还包括分别与管路系统和第一过滤器连通的用于进一步过滤压缩空气的第二过滤器。
16.进一步地,管路系统包括分别与连接件的第二输入端和供气组件连通的喷气管路以及布设于喷气管路上的用于控制压缩空气流量的输气球阀。
17.本发明具有以下有益效果:
18.本发明的喷砂喷丸设备,磨料预存于储料罐中,再通过连接件连接输出装置,需要对零件表面进行喷射强化时,打开输料球阀,以使储料罐内的磨料通过输料球阀进入连接件内,同时供气组件提供压缩空气并通过管路系统传输至储料罐和连接件内,以使储料罐内的磨料被充分压出至连接件内,并使连接件内的磨料在压缩空气的带动下进入输出装置内,然后高速喷出而冲击零件表面;在储料罐内的磨料进入连接件内的过程中,控制阀杆转动球体以打开阀体,且球体的进料口与第一导料料斗的出料端对应布设,通过第一导料料斗防止磨料与阀体接触,而避免阀体被磨料磨损,同时对磨料进行导向,以使磨料直接通过球体而进入连接件内,而避免磨料卡在球体周围而卡死球体;本方案通过在输料球阀内布设第一导料料斗对阀体进行防护,同时并磨料进行导向,相对于现有技术,输料球阀不易被磨料冲击损坏和卡死,使用寿命长久,无需维修人员频繁更换和维修,大大节省了人力物力,实用性强,适于广泛推广和应用。
19.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
20.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
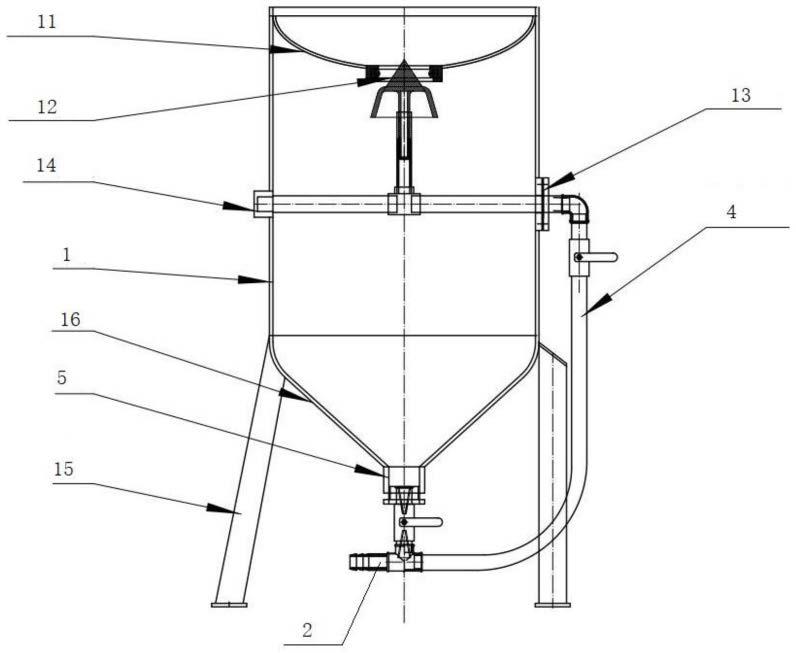
21.图1是本发明优选实施例的喷砂喷丸设备的部分结构示意图;
22.图2是本发明优选实施例的输料球阀和连接件连接的结构示意图;
23.图3是本发明优选实施例的喷砂喷丸设备的结构示意图;
24.图4是本发明优选实施例的喷砂喷丸设备中密封件的结构示意图;
25.图5是本发明优选实施例的喷砂喷丸设备中管路系统的结构示意图。
26.图例说明:
27.1、储料罐;11、进料料斗;12、密封件;121、堵头;122、活动支撑杆;123、集气罩;124、密封座;125、密封圈;13、第一管道安装座;14、第二管道安装座;15、支脚;16、下料锥
体;2、连接件;21、宝塔接头;22、第二三通接头;3、供气组件;31、空压机;32、储气罐;33、第一过滤器;34、第二过滤器;4、管路系统;41、第一三通接头;42、密封输气管;43、密封支撑管;44、密封出气管;45、喷气管路;46、输气球阀;47、连接插座;5、输料球阀;51、阀体;52、球体;53、阀杆;54、第一导料料斗;55、第二导料料斗。
具体实施方式
28.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
29.图1是本发明优选实施例的喷砂喷丸设备的部分结构示意图;图2是本发明优选实施例的输料球阀和连接件连接的结构示意图;图3是本发明优选实施例的喷砂喷丸设备的结构示意图;图4是本发明优选实施例的喷砂喷丸设备中密封件的结构示意图;图5是本发明优选实施例的喷砂喷丸设备中管路系统的结构示意图。
30.如图1-图3所示,本实施例的喷砂喷丸设备,包括用于储存磨料的储料罐1、用于磨料输出并与输出装置连接的连接件2、用于提供压缩空气以使储料罐1内腔增压的供气组件3、分别与储料罐1、供气组件3和连接件2连通的用于传输压缩空气的管路系统4以及分别与储料罐1和连接件2连通的用于控制磨料流量的输料球阀5;输料球阀5包括分别与储料罐1的出料端和连接件2的第一输入端连通的用于磨料通过的阀体51、布设于阀体51内的用于关闭或者打开阀体51的球体52以及与球体52连接的用于控制球体52转动以关闭或者打开阀体51的阀杆53,输料球阀5还包括布设于阀体51内腔的进料一侧并呈锥形布设的第一导料料斗54,第一导流料斗的大端与阀体51的进料端连接,第一导料料斗54的小端用于与球体52的进料口对应布设。具体地,本发明的喷砂喷丸设备,磨料预存于储料罐1中,再通过连接件2连接输出装置,需要对零件表面进行喷射强化时,打开输料球阀5,以使储料罐1内的磨料通过输料球阀5进入连接件2内,同时供气组件3提供压缩空气并通过管路系统4传输至储料罐1和连接件2内,以使储料罐1内的磨料被充分压出至连接件2内,并使连接件2内的磨料在压缩空气的带动下进入输出装置内,然后高速喷出而冲击零件表面;在储料罐1内的磨料进入连接件2内的过程中,控制阀杆53转动球体52以打开阀体51,且球体52的进料口与第一导料料斗54的出料端对应布设,通过第一导料料斗54防止磨料与阀体51接触,而避免阀体51被磨料磨损,同时对磨料进行导向,以使磨料直接通过球体52而进入连接件2内,而避免磨料卡在球体52周围而卡死球体52;本方案通过在输料球阀5内布设第一导料料斗54对阀体51进行防护,同时并磨料进行导向,相对于现有技术,输料球阀5不易被磨料冲击损坏和卡死,使用寿命长久,无需维修人员频繁更换和维修,大大节省了人力物力,实用性强,适于广泛推广和应用。可选地,第一导向料斗的材质为耐磨合金钢。可选地,磨料为金属磨料或者非金属磨料。可选地,金属磨料包括钢丸和钢砂。可选地,非金属磨料包括石英砂、树脂砂、玻璃砂和陶瓷丸。可选地,阀体51为镀锌管。可选地,储料罐1包括储料筒体、用于支撑储料筒体的支脚15以及分别与阀体51和储料筒体连通的下料锥体16。应当理解的是,输出装置可以为磨料喷嘴,也可以为磨料喷枪。可选地,第一导料料斗54为圆锥料斗。
31.如图2所示,本实施例中,输料球阀5还包括布设于阀体51内并呈锥形布设的第二导料料斗55,第二导料料斗55的小端用于与球体52的出料口对应布设,第二导料料斗55的大端与阀体51的出料端连接。具体地,通过第二导料料斗55进一步对阀体51进行防护,防止
阀体51磨损,同时对磨料进行导向,防止球体52被磨料卡死,磨料于输料球阀5输入和输出的过程中,在第一导料料斗54和第二导料料斗55的作用下均不与阀体51接触,避免阀体51磨损。可选地,第二导料料斗55的材质为耐磨合金钢。可选地,第二导料料斗55为圆锥料斗。
32.如图2所示,本实施例中,第一导料料斗54的小端与球体52的球面之间的间隙小于0.8mm。具体地,当第一导料料斗54的小端与球体52的球面之间的间隙小于0.8mm时,磨料直接进入球体52内,球体52不易被磨料卡死,特别是当球体52转动时,磨料不会卡滞于球体52与第一导料料斗54之间,同时还可防止磨料冲击球体52以及球体52进料端边缘部位;当第一导料料斗54的小端与球体52的球面之间的间隙大于或者等于0.8mm时,磨料易卡滞于球体52和第一导料料斗54之间,同时易被磨料冲击球体52进料端的边缘部位。优选地,第一导料料斗54的小端与球体52的球面之间的间隙小于0.5mm,当第一导料料斗54的小端与球体52的球面之间的间隙小于0.5mm时,能最大程度防止磨料进入球体52、第一导料料斗54和阀体51之间的空腔内,避免球体52被磨料卡死,同时使磨料可直接穿过球体52,而避免磨料冲击球体52。可选地,第一导料料斗54和/或第二导料料斗55采用文氏管,以磨料流过阻挡物时形成低压区,进而避免对出料端产生冲击。
33.如图2所示,本实施例中,第二导料料斗55的小端与球体52的球面之间的间隙小于0.8mm。具体地,当第二导料料斗55的小端与球体52的球面之间的间隙小于0.8mm时,磨料直接进入球体52内,球体52不易被磨料卡死,可避免磨料冲击第二导料料斗55;当第二导料料斗55的小端与球体52的球面之间的间隙大于或者等于0.8mm时,球体52易被磨料卡死,且第二导料料斗55易被磨料冲击。优选地,第二导料料斗55的小端与球体52的球面之间的间隙小于0.5mm,当第二导料料斗55的小端与球体52的球面之间的间隙小于0.5mm时,能最大程度防止磨料进入球体52、第二导料料斗55和阀体51之间的空腔内,避免球体52被磨料卡死,同时使磨料可直接穿过第二导料料斗55,而避免磨料冲击第二导料料斗55。
34.如图1和图4所示,本实施例中,储料罐1还包括用于磨料进入储料罐1内的进料料斗11以及与进料料斗11的出料端对应布设并与管路系统4连通的用于在压缩空气的冲击带动下封堵进料料斗11的出料端的密封件12。具体地,通过进料料斗11对磨料进行缓冲和导向,以使磨料进入储料罐1内中储存,当需要对零件表面进行喷射强化时,供气组件3提供压缩空气,压缩空气在管路系统4的作用下分成两部分输送,一部分输送至连接件2内并进入输出装置内以使磨料高速喷射,另一部分压缩空气冲击带动密封件12封堵进料料斗11的出料端,防止磨料进入储料罐1内冲击输料球阀5。
35.如图1和图5所示,本实施例中,储料罐1上的径向两侧分别开设有第一管道安装座13和第二管道安装座14,管路系统4包括安装于第一管道安装座13和第二管道安装座14上并与供气组件3连通的密封管道,密封管道包括布设于储料罐1内的第一三通接头41、安装于第一管道安装座13上并分别与第一三通接头41的第一接头和供气组件3连通的密封输气管42、安装于第二管道安装座14上并与第一三通接头41的第二接头连接的密封支撑管43以及与第一三通接头41的第三接头连通并与密封件12可活动地插接配合的密封出气管44。具体地,通过第一三通接头41分别与密封输气管42、密封支撑管43和密封出气管44连通,通过第一管道安装座13和第二管道安装座14安装密封输气管42和密封支撑管43,密封支撑管43对第一三通接头41、密封输气管42和密封出气管44进行支撑,密封输气管42将压缩空气输入至第一三通接头41内,再通过密封出气管44输出以冲击密封件12,使密封件12封堵进料
料斗11的出料端。
36.如图4所示,本实施例中,密封件12包括与进料料斗11的出料端对应布设的呈圆锥体且锥尖朝上布设的堵头121、堵头121的中部轴向向下延伸形成并与密封出气管44可活动地插接配合的活动支撑杆122以及堵头121的边缘轴向向下延伸形成并沿径向向外倾斜布设的集气罩123。具体地,活动支撑杆122和密封出气管44可滑动地连接并沿周向布设有用于压缩空气通过的通气间隙,压缩空气通过通气间隙以冲击集气罩123,进而使活动支撑杆122滑动,从而使堵头121封堵进料料斗11的出料端。可选地,堵斗的形状呈锥体布设,以在磨料于进料料斗11的出料端进入储料罐1中时,磨料于锥面上倾斜滑落,避免磨料堆积浪费,或者增加密封件12的自重,而无法在压缩空气的冲击下封堵出料料斗的出料端。可选地,密封件12还包括布设于进料料斗11的出料端的密封座124以及布设于密封座124内的密封圈125,集气罩123对压缩空气进行导向,以使压缩空气冲击堵头121,进而使得堵头121与密封圈125抵顶密封。可选地,活动支撑杆122为中空管,活动支撑杆122的侧壁上开设有朝向堵头121方向倾斜布设的透气孔,用于使压缩空气从活动支撑杆122的内腔经由透气孔向集气罩123内腔排出,以推动堵头121封堵密封座124。可选地,密封座124采用法兰盘,法兰盘密封焊接于于进料料斗11的出料端。法兰盘为高精度、高强度的标准件,通过法兰盘连接于进料料斗11的出料端,并在法兰盘的内环布设密封圈125,进而与堵头121密封配合,密封效果好,且抗冲击强度高。
37.如图5所示,本实施例中,密封输气管42与第一三通接头41的第一接头可拆卸地连接。具体地,通过拆卸密封输气管42,以对密封输气管42进行维护。可选地,密封支撑管43为镀锌管,防止腐蚀。可选地,密封出气管44为镀锌管,防止腐蚀。可选地,密封输气管42和第一三通接头41的第一接头之间布设有分别与密封输气管42和第一三通接头41的第一接头可拆卸连接的连接插座47。
38.如图3所示,本实施例中,供气组件3包括用于压缩空气的空压机31、与空压机31连通的用于储存空气的储气罐32、分别与储气罐32和管路系统4连通的用于过滤压缩空气的第一过滤器33以及布设于储气罐32和第一过滤器33之间的出气控制阀。具体地,空压机31和储气罐32通过管路连通,储气罐32和第一过滤器33通过管路连通,出气空气阀布设于储气罐32和第一过滤器33之间的管路并用于关闭或者打开该管路;通过空压机31压缩空气,再通过储气罐32储存一定量的压缩空气,以在需要对零件表面进行喷射强化时,通过出气控制阀打开储气罐32和第一过滤器33之间的管路,储气罐32内的压缩空气经第一过滤器33过滤水分后通过管路系统4进入连接件2内,然后带动磨料进入输出装置中以使磨料高速喷射,无需空压机31从头开始压缩空气,提高工作效率。应当理解的是,当压缩空气内的水分没有过滤时,磨料经若干次循环使用后易粘结而堵死第一导料料斗54。
39.如图3所示,本实施例中,供气组件3还包括分别与管路系统4和第一过滤器33连通的用于进一步过滤压缩空气的第二过滤器34。具体地,通过第二过滤器34进一步过滤压缩空气中的水分,避免磨料之间粘结。
40.如图5所示,本实施例中,管路系统4包括分别与连接件2的第二输入端和供气组件3连通的喷气管路45以及布设于喷气管路45上的用于控制压缩空气流量的输气球阀46。具体地,通过打开输气球阀46,以通过喷气管路45将供气组件3内的压缩空气传输至连接件2内。可选地,连接件2包括用于连接磨料喷嘴的宝塔接头21以及分别与宝塔接头21、阀体51
和喷气管路45连通的第二三通接头22。可选地,磨料喷嘴的形状为“喇叭形”,以使磨料获得更高的喷射速度。
41.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1