一种热处理提升激光冲击强化金属增材件力学性能的方法
1.本发明涉及金属材料强韧化领域,具体涉及一种中间热处理工艺提升激光冲击强化金属增材件力学性能的方法,对金属增材件进行激光冲击前先进行退火热处理,显著降低金属增材件微观组织和力学性能的各向异性并增强其强韧性。本发明通过在冲击强化前进行退火热处理,有效地解决了激光冲击强化金属增材件残余压应力层浅,微观组织细化程度不足,在不同增材方向微观组织不均匀以及力学性能各向异性等问题,大幅降低了金属增材件内部拉伸残余应力,并通过激光冲击强化得到更深的残余压应力层和细小的纳米晶粒,显著提升其强韧性。
背景技术:
2.金属增材制造技术具备零件近净成型、无模具快速自由成型、材料利用率高、制造周期短以及可实现多种材料任意复合制造等诸多优点,已经在先进制造领域引起了广泛的关注,并为制造复杂的航空航天部件提供了一种新的选择。然而,增材制造的金属构件存在有严重的缺陷,如微小裂纹多、孔隙率高、亚稳的微观组织、显著的微观组织和力学性能各向异性以及有待提升的强韧性匹配。此外,由于在增材制造过程中反复的快速冷却和加热过程,金属增材件内部产生的拉伸残余应力使其力学性能明显降低。这些缺陷严重制约金属材料增材件性能的进一步提升和广泛应用。激光冲击强化作为一种先进的表面处理技术,能有效解改善金属增材件近表层中存在的亚稳微观组织和残余拉伸应力等问题,但无法消除增材件内部的裂纹、孔隙、微观组织不稳定以及在不同增材方向微观组织和力学性能各向异性等问题。因此,在激光冲击强化前进行退火热处理,可以释放残余拉应力并使不同增材方向的微观组织趋于各向同性,进一步提升激光冲击强化效果,得到更深的残余压应力层和细小的纳米晶粒,最终显著增强其力学性能。为提高增材件力学性能提供方法指导。
技术实现要素:
3.针对上述存在的问题,本发明的目的是:提出一种热处理提升激光冲击强化金属增材件力学性能的方法。
4.本发明为解决金属增材件存在的微小裂纹和孔隙、亚稳的微观组织、力学性能各向异性以及强韧性不足等问题,设计一种热处理提升激光冲击强化金属增材件力学性能的方法,通过中间退火热处理工艺再进行激光冲及强化,获得均匀稳定的微观组织,更深残余压应力层,更深超细纳米晶层,并显著降低力学性能各向异性,实现金属增材件强韧性的极大提升。
5.本发明的技术解决方案是:
6.一种热处理提升激光冲击强化金属增材件力学性能的方法,其特征在于:采用金属增材制造工艺成形构件,然后对此构件进行退火处理,最后进行激光冲击强化。其具体步骤如下:
7.(1)将金属基板表面进行表面预处理,固定于金属增材制造设备平台上,然后完成增材制造工序。
8.(2)将增材件放置于真空热处理炉中并以一定升温速率升温至预设温度并保温一定时间后采用炉冷或空冷至室温,完成退火热处理工序。
9.(3)对退火处理后的增材件不同增材方向的表面进行激光冲击强化。
10.2.所述真空热处理工艺是将金属增材制造工艺制备金属构件置于真空热处理炉中,进行退火热处理。
11.3.所述真空热处理工艺过程为:在退火热处理前抽取炉内空气至10-1
pa以下,在炉内放入铝粉以吸收炉内残余氧气,然后以10℃/min的升温速率加热至被加工材料的退火温度,并保温0.5-8h,然后在炉内冷却至室温。
12.所述铝粉用量为100g。
13.4.在激光冲击强化前对热处理后的金属增材件的表面进行打磨并抛光,所述激光冲冲击强化工艺参数为:脉冲波长1064nm,脉冲能量3-10j,激光频率10hz,光斑直径2mm,搭接率50%。
14.与现有技术相比,本发明的有益效果是:
15.本发明通过中间热处理工艺,有效闭合微小裂纹并降低孔隙率,解决了金属增材件不同增材方向组织不均匀的问题,同时使微观组织均匀化,显著降低了金属增材件内部拉伸残余应力。再经过激光冲击强化,得到更深的残余压应力层和细小的纳米晶粒,显著提升了强韧性。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实例或现有技术描述中所需要使用的附图作简单地介绍。
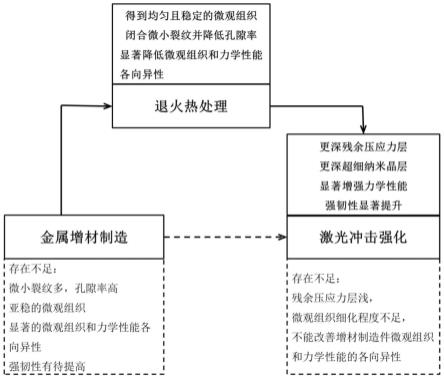
17.图1为本发明所述的一种热处理提升激光冲击强化金属增材件力学性能的方法流程图。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图和实施案例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例1
20.实施例1对激光选区熔化tc4钛合金进行激光冲击强化,其具体步骤如下:
21.(1)在尺寸为100mm
×
100mm
×
20mm的tc4钛合金基板上进行激光选区熔化。
22.(2)使用激光选区熔化设备制备tc4钛合金件,激光选区熔化工艺参数为:激光功率280w,光斑直径100μm,层厚30μm,扫描速度1200mm/s,扫描间距50μm。
23.(3)对激光选区熔化制备的tc4钛合金件表面和截面依次使用180#-2000#的碳化硅砂纸打磨,然后使用二氧化硅抛光液在抛光机上进行抛光。
24.(4)将抛光好的试样进行激光冲击强化,工艺参数为:脉冲波长1064nm,脉冲能量
7.6j,激光频率10hz,光斑直径2mm,搭接率50%。
25.(5)选区激光熔化tc4钛合金增材件经激光冲击强化后的拉伸性能作为对比组1。
26.实施例2
27.实施例2使用尺寸为100mm
×
100mm
×
20mm的tc4钛合金为基板,对激光选区熔化制备的试样先进行退火热处理,再进行激光冲击强化。
28.一种热处理提升激光冲击强化金属增材件力学性能的方法,其步骤为:
29.(1)将tc4钛合金基板打磨至表面粗糙度为1μm,并将其固定于激光选区熔化设备的工作台上,使用激光选区熔化设备制备tc4钛合金试样,激光选区熔化工艺参数为:激光功率280w,光斑直径100μm,层厚30μm,扫描速度1200mm/s,扫描间距50μm。
30.(2)对激光选区熔化制备的tc4钛合金件进行线切割,并超声清洗表面油污。然后在真空热处理炉中进行退火热处理,退火热处理工艺参数为:以10℃/min的升温速率加热至800℃,并保温2h,然后在炉内冷却至室温。
31.(3)对退火热处理后增材件表面和截面依次使用180#-2000#的碳化硅砂纸打磨,然后使用二氧化硅抛光液在抛光机上进行抛光。
32.(4)将抛光好的试样进行激光冲击强化,工艺参数为:脉冲波长1064nm,脉冲能量7.6j,激光频率10hz,光斑直径2mm,搭接率50%。
33.(5)测试使用该方法处理的tc4钛合金件的拉伸性能作为对比组2。
34.实施例1和实施例2的拉伸性能如表1所示,由表可知,本方法有效地提高了激光冲击强化的选区激光熔化tc4钛合金的力学性能并显著改善激光增材过程中因增材方向不同所导致的拉伸性能差异。
35.表1
[0036][0037]
本方法通过对金属增材件进行激光冲击前先进行退火热处理,得到均匀且稳定的微观组织,闭合微小裂纹并降低孔隙率,大幅降低微观组织和力学性能的各向异性。退火热处理后再进行激光冲及强化,得到更深残余应力层,更深超细纳米晶层,显著提升其强韧性。
[0038]
所公开的上述实施例仅为说明本发明的特点和构思,其目的是使熟悉相关领域的专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1