一种适合生产多种高强钢的柔性化冷轧带钢后处理线的制作方法
本发明涉及带钢冷轧后处理,特别涉及一种适合生产多种高强钢的柔性化冷轧带钢后处理线。
背景技术:
1、钢铁材料是汽车生产的主要材料,在相同等级强度下,高强钢,特别是超高强钢可以大幅减薄钢板的厚度,从而达到减轻车身自重的目的,实现节能、减少co2排放。而且高强钢,特别是超高强钢,可以兼顾轻量化和安全性能需求,目前仍然是未来汽车工业发展的首选材料。因此,汽车工业对高强度带钢特别是超高强度带钢的需求在逐年快速增加,这些高强度带钢包括连续退火的冷轧带钢、热镀纯锌带钢(以下简称gi)和合金化热镀锌带钢(以下简称ga)。
2、传统的带钢处理线,除了各活套工位设备外,通常包括以下工位的设备:开卷-焊接-清洗-中央连续后处理-平整-精整-卷取,有的处理线在平整工位与精整工位之间还布置拉矫工位,有的处理线在平整工位与精整工位之间布置后处理工位,也有的处理线在平整工位与精整工位之间同时布置拉矫工位和后处理工位。
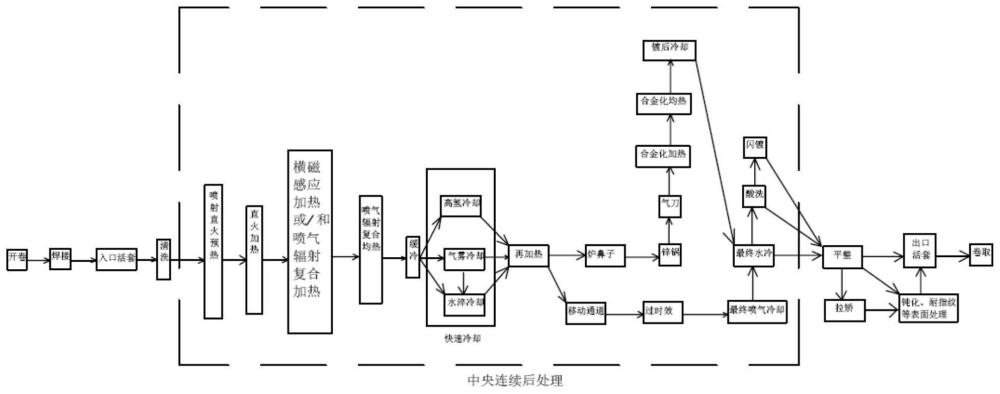
3、上述中央连续后处理工位,生产连续退火的冷轧产品时通常包括普通预热段-加热段-均热段-缓冷段-快冷段-过时效(oa)段-喷气冷却段和最终水冷段这些设备,如图1所示。有的处理线,在快冷段与过时效段之间布置再加热段,也有的机组在快冷段与过时效段之间同时布置酸洗段和再加热段。生产gi产品时,中央连续后处理工位通常依次包括普通预热段-加热段-均热段-缓冷段-快冷段-均衡保温段-炉鼻子段-锌锅段-气刀段-镀后冷却段-最终水冷段这些设备,如图2所示。有的gi处理线在快冷段与均衡保温段之间布置再加热段,也有的机组在快冷段与均衡保温段之间同时布置酸洗段和再加热段。有的处理线在气刀段与固定镀后冷却段(一般在apc塔的上半部)之间气刀上方10米范围内布置可移动镀后快冷段。生产ga产品时,中央连续后处理工位通常依次包括普通预热段-加热段-均热段-缓冷段-快冷段-均衡保温段-炉鼻子段-锌锅段-气刀段-合金化加热段-合金化均热段-固定镀后冷却段和最终水冷段这些设备,如图3所示。有的处理线在快冷段与均衡保温段之间布置再加热段,也有的机组在快冷段与均衡保温段之间同时布置酸洗段和再加热段。生产冷轧产品、gi产品的双用机组和生产冷轧产品、ga产品的双用机组以及生产冷轧产品、gi产品和ga产品的三用机组,在气刀段上方还布置有可移动通道段,实现两种产品或者三种产品的切换,其中可移动通道段(仅生产冷轧产品投入使用)、移动镀后快冷段(仅生产gi产品投入使用)与合金化加热段(仅生产ga产品投入使用)并联布置,通常需切断带钢进行产品切换。生产gi产品和ga产品的生产线,则采用移动镀后快冷段(仅gi产品投入使用)与合金化加热段(仅ga产品投入使用)并联布置,实现两种产品的切换。
4、对于上述普通预热段、加热段,一种常见的方式是采用直火加热,且优选采用清洁的天然气进行直火加热,防止不清洁的燃烧废气污染带钢表面,并利用直火燃烧废气直接预热带钢,直火加热后一般带钢温度低于750℃,再利用辐射管进一步加热,通常可以加热到850℃左右。即:直火炉燃烧废气直接预热带钢->直火加热->辐射管加热,接着进行辐射管均热等处理。原有技术存在如下不足:
5、1)预热带钢后的直火燃烧废气排放温度仍然比较高,通常会超过800℃,有时会超过850℃,超过850℃时通常需要掺入冷风将废气排放温度控制在850℃及以下才能进行二次离线利用。废气温度越高,意味着热能损失越多。可以看出,这种方法,热能一次在线利用率低,而且二次离线利用产生的蒸汽或热水在本机组往往不能全部消耗掉,因此将带来该区域能源平衡的困难;
6、2)由于直火燃烧废气直接接触带钢而且接触时间较长,另外在预热段需将直火燃烧废气中的过量燃气进行二次燃烧,二次燃烧火焰往往是氧化性火焰,这必然限制带钢预热温度的提高,否则,容易在带钢表面形成过厚的氧化层,引起表面质量问题,通常带钢的预热温度只能预热到250℃左右,预热效果较差;
7、3)直火加热段,加热能力受限,加热温度也不能太高,通常只能将带钢加热到750℃及以下,进一步提高加热温度后带钢容易发生严重氧化,而且沿带钢宽度方向温度均匀性相对较差;
8、4)传统工艺在带钢高于750℃退火时一般均采用辐射管进一步加热,由于辐射管加热炉的热惯性大,当厚度规格、退火目标温度发生较大变化时,带钢温度调节慢,温控精度差,对生产超高强钢非常不利,要么消耗过多的温度过渡料,要么造成退火温度不符的质量损失大;
9、5)750℃以上特别是850℃以上采用辐射管加热,加热效率低、速率慢,而且加热温度越高,热效率和加热速率越低,相应能源一次直接利用效率也越低;
10、6)辐射管均热段,由于辐射管均热炉的热惯性大,当厚度规格、退火目标温度发生较大变化时,带钢均热温度调节慢,实际带钢均热温度波动大,造成厚度切换或者退火目标温度切换时高强钢的实际性能波动大,产品性能稳定性不足。
技术实现思路
1、本发明的目的在于提供一种适合生产多种高强钢的柔性化冷轧带钢后处理线,可以生产冷轧连续退火、酸洗、闪镀、热镀纯锌(gi)和合金化热镀锌(ga)超高强带钢,该生产线可以实现以下目的:1)直火炉废气余热的充分利用,可以将带钢温度快速预热到至少350℃以上;2)避免直火燃烧废气在预热炉内长时间直接接触带钢,从而避免带钢表面生成过厚的氧化层;3)可以利用快速高效预热和直火加热将带钢温度快速加热到750℃以上,配合后续使用横磁感应加热和喷气辐射复合加热可以将带钢快速均匀加热到850℃以上,完成快速高效均匀加热;4)得益于加热炉的显著缩小、炉子热惯性减小和横磁感应加热响应速度快,可以实现带钢退火温度的快速调节;5)整个快速热处理炉可以显著简单化、小型化、高效化,因此能够节能减排、减小占地面积;6)柔性化的高强钢专用生产线可以灵活生产各种冷轧退火、酸洗、闪镀、热镀纯锌(gi)和合金化热镀锌(ga)等产品,因此该柔性产线能够较好地满足市场需要;7)超高强钢产品的可镀性可以大幅度提高,因此超高强度热镀产品的表面质量也可以显著提高;8)快速加热、快速冷却及快速热处理工艺技术的应用可以采用较低的合金成分生产更高强度等级的各种先进高强钢产品,不仅可以降低高强钢生产成本,还可以提高各种超高强钢产品的力学性能及后续加工性能(如焊接性能)。
2、为达到上述目的,本发明的技术方案是:
3、一种适合生产多种高强钢的柔性化冷轧带钢后处理线,其依次包括以下工位:开卷-焊接-入口活套-清洗-中央连续后处理-中间活套-平整-出口活套-精整-卷取;其中,
4、所述中央连续后处理工位依次包括喷射直火预热段、直火加热段、横磁感应加热段或喷气辐射复合加热段、喷气辐射复合均热段、缓冷段、快速冷却段、再加热段;
5、自再加热段后并联布置两路产线,一路设炉鼻子段、锌锅段、气刀段、合金化加热段、合金化均热段、镀后冷却段,再连接最终水冷段;另一路设移动通道段、过时效段、最终喷气冷却段,再连接所述最终水冷段;
6、所述最终水冷段后设可选择的酸洗段、闪镀段;
7、所述快速冷却段包括高氢冷却或气雾冷却或/和水淬冷却段;
8、所述直火加热段燃烧天然气或液化石油气等气体燃料;
9、所述喷射直火预热段利用直火加热段燃烧废气在炉内换热加热循环利用的氮氢保护气体,再由氮氢保护气体喷射到带钢上下表面实现强制对流换热;
10、所述的横磁感应加热段或喷气辐射复合加热段采用并联或串联布置;
11、在平整工位与出口活套工位之间设置可选择的拉矫工位和/或钝化或耐指纹等表面后处理工位;
12、所述的喷气辐射复合均热段采用强制对流与辐射相结合的快速均热方式;
13、至此,该生产线具备三种以上可选择工艺路径,可以实现冷轧退火、酸洗、闪镀、热镀纯锌和合金化热镀锌五种不同品种高强钢的生产。
14、进一步,在喷气辐射复合加热段与喷气辐射复合均热段之间设置辐射管加热段。
15、更进一步,在再加热段与炉鼻子段之间布置均衡保温段,均衡保温段分别连接所述移动通道段、炉鼻子段。
16、又,在均衡保温段之后布置二次再加热段,二次再加热段连接所述移动通道段、炉鼻子段。
17、又,在气刀段与镀后冷却段之间设置移动镀后快冷段,该移动镀后快冷段与合金化加热设备并联布置;优选的,在气刀段的上方10米范围内设置移动镀后快冷段。
18、优选的,在所述快速冷却段与再加热段之间设置酸洗段,该酸洗段包括酸洗单元、热水刷洗单元、热水漂洗单元、热风烘干单元。
19、优选的,在酸洗段之后再加热段之前设置闪镀铁或闪镀镍段,再连接所述再加热段。
20、本发明还提供一种喷射直火预热装置,其包括:直火炉、预热炉;其中,
21、所述直火炉包括:
22、炉壳,其上下端分别设置炉顶辊室、炉底辊室;炉顶辊室、炉底辊室内分别设置转向辊;炉壳内沿高度方向设置若干直火加热区,直火加热区内设置若干直火烧嘴;炉壳上部侧壁设至少两个通孔,且左右对称设置;
23、所述预热炉包括:
24、炉体,其上部侧壁设至少两个连接孔,且左右对称设置,并分别通过连通管连接所述直火炉炉壳上部的通孔;炉体顶端设与所述直火炉炉顶辊室对应、供带钢穿过的炉喉;炉体底部设带钢入口及相应的密封装置和转向辊;炉体内上部设一穿带孔的上隔板,形成直火废气上集气室;直火废气上集气室下方设直火燃烧废气二次燃烧室,直火燃烧废气二次燃烧室内设至少一只明火烧嘴;优选的,所述直火燃烧废气二次燃烧室内还设置燃烧废气测温计;炉体内下部设一带穿带孔的下隔板,形成直火废气下集气室,并通过一废气排出管道连接一废气风机;所述废气排出管道上设置控制阀;
25、若干换热与喷气风箱单元,沿炉体高度方向设置于所述炉体内直火燃烧废气二次燃烧室下方的两侧,中间形成供带钢穿过的穿带通道;每个换热与喷气风箱单元包括,
26、风箱体,其内竖直设置若干热交换管,风箱体相对所述穿带通道的一侧面设置若干喷嘴;上下设置的风箱体之间设置与热交换管连通的废气二次混合室;风箱体内通入氮氢保护气体;
27、循环风机,其进口管道的端口设置于所述穿带通道内,其出口管道的端口位于风箱体内;
28、若干可供带钢穿过的密封装置,分别设置于所述穿带通道的上下端口处及上、下隔板的穿带孔处;优选的,所述密封装置为氮气密封结构,采用氮气密封室,其上设有氮气注入管道。
29、生产过程中,直火炉直火燃烧产生的高温燃烧废气通过连通管进入预热炉,预热炉内设有多个依次上下排列的换热与喷气风箱单元,该换热与喷气风箱单元的热交换管道(高温燃烧废气走管程,保护气体走壳程)对风箱体内的氮氢混合气体加热,通过正对带钢两侧的高速喷嘴向带钢两面喷吹高温氮氢混合气体,快速加热带钢,喷出的高温氮氢混合气体与低温带钢进行热交换,混合气体降低温度之后从布置在靠近带钢两侧边的循环风机抽回到炉内热交换器与其内部的走管程的燃烧废气再次进行热交换,再次提升氮氢混合气体的温度,而后从该喷气风箱单元内部再喷向带钢两面,如此循环往复。
30、在所述预热装置中:
31、所述预热设置换热与喷气风箱单元及直火燃烧废气二次燃烧室,所述换热与喷气风箱单元采用热交换管道(热交换器不是布置在炉外),将直火燃烧废气二次燃烧室再次燃烧的燃烧废气加热风箱体内循环利用的氮氢保护气体,在循环风机的作用下加热后的氮氢保护气体高速喷射到带钢上下表面强制对流换热,实现快速高效预热带钢。
32、在直火燃烧废气二次燃烧室内还设置明火烧嘴,用于直火燃烧废气中未充分燃烧的燃气在直火燃烧废气二次燃烧室内进行富氧二次燃烧,且燃烧的火焰不会接触到带钢。
33、上下设置的风箱体之间设置与热交换管连通的废气二次混合室,在该废气二次混合室对废气温度进行均匀化处理,然后再进入下行的风箱体。
34、所述密封装置为氮气密封结构,设有氮气密封室,氮气密封室内都设有氮气注入管道口,通过向氮气密封室内内通入密封氮气,维持相对高压,避免大量直火燃烧废气进入炉内换热与喷气风箱单元内部的穿带通道,从而可以避免直火燃烧废气过量氧化带钢表面。
35、所述预热炉的带钢入口处设密封装置,其内部也设置气体注入口,喷吹少量密封氮气或空气,其作用是避免直火燃烧废气溢出至炉外。
36、又,本发明还提供一种辐射管加热/均热装置,其包括:
37、炉体,其内沿高度方向设置复合加热体;所述复合加热体,包括,保温箱体,其壳体内壁设保温材料;保温箱体的一侧面中央设安装孔;
38、循环风机,设置于所述保温箱体安装孔处,其吸风口对应安装孔轴线,出风口设于机壳侧面;
39、缓冲腔体,设置于所述保温箱体内对应循环风机吸风口处,缓冲腔体背面设与循环风机吸风口对应的热风出口,缓冲腔体正面设热风进口;优选的,所述缓冲腔体与高温喷气风箱为一体结构;
40、两高温喷气风箱,竖直对称设置于所述保温箱体内缓冲腔体正面热风进口的两侧,形成供带钢穿过的穿带通道;位于该穿带通道两侧的两高温喷气风箱的一侧面沿高度方向间隔设置若干排射流喷嘴,且,n排射流喷嘴之间设置一间隙,n≥1;n=1时,所述辐射管平行布置于该一排射流喷嘴的上方或下方;优选的,所述射流喷嘴直径为射流喷嘴到带钢的距离的1/10~1/5;更优选的,所述射流喷嘴采用圆孔结构;
41、若干辐射管,对称设置于所述两高温喷气风箱内,所述辐射管包括连接烧嘴的连接管段、自连接管段一端弯折延伸的辐射管段、自辐射管段一端延伸弯折形成的换热管段;所述辐射管段对应所述高温喷气风箱中n排射流喷嘴之间设置的间隙,形成喷气与辐射交替结构;优选的,所述辐射管的辐射管段、连接管段、换热管段为平行设置。
42、本发明所述喷气辐射复合加热/均热装置采用复合加热技术,能够把高速高温喷气加热技术与辐射管加热技术能够有机的结合在一起,充分的发挥了高速高温喷气加热技术与辐射管加热技术的技术优势。通过优化设计辐射管的结构,将辐射管安装到高速高温喷气风箱内部把辐射管燃烧气体产生的热量通过高速高温喷气与辐射两种方式迅速的转移到带钢上去,实现带钢的快速加热,对于1mm的带钢平均加热速度最高不低于40℃/s,这样可以大大缩短加热炉的长度,对于一个年产量30万吨机组其加热段约2个pass,降低炉体的热惯性;
43、其次,由于燃气产生的热量被风箱中的循环气体(n2+h2)带走,这不仅可以降低辐射管的排烟温度,同等情况下可以降低辐射管的排烟温度约100℃,提高辐射管的热效率约5%,还可以降低辐射管的平均工作温度,延长辐射管的使用寿命;
44、再次,经过加热的循环气体温度较为均匀,因此加热过程中带钢宽度方向上的温度分布较为均匀,根据运行实际加热过程中带钢宽度方向上的均匀性控制在±5℃,从而实现机组的稳定运行。高速喷气和辐射复合加热技术将会显著提升现存机组的产能,解决产线上加热能力不足的问题。
45、本发明所述喷气辐射复合加热/均热装置的辐射管既具有燃烧辐射功能(是指在两排喷嘴之间是辐射管的高温段),又具有换热器功能,对循环气体进行加热,这样能够把辐射管内燃烧气体的热量通过强制换热迅速的转移到带钢上去,实现带钢的快速加热,可以大大缩短加热炉的长度,降低大型立式连续退火炉体的热惯性。
46、本发明所述柔性化快速热处理线与传统连续热处理线不同点在于:
47、1)本发明具备三种以上可选择工艺路径;
48、2)本发明可以实现冷轧退火、酸洗、闪镀、热镀纯锌和合金化热镀锌五种不同品种高强钢特别是超高强钢的生产;
49、3)本发明对冷轧退火、酸洗、闪镀、热镀纯锌和合金化热镀锌五种不同品种超高强钢都可以进行拉矫或/和钝化或耐指纹等表面后处理;
50、4)本发明设置了二次再加热段,实现了热镀锌或者过时效处理前带钢温度的两次抬升,可以实现第三代高强钢(qp钢)产品快冷到较低的温度,然后马上快速加热到较高的温度进行长时间碳再分配处理,处理结束后二次快速再加热到热镀锌入锌锅温度,进行镀锌处理;
51、5)本发明把普通预热段改为喷射直火预热段,更确切地说是高温氮氢保护气体喷射直火预热段,这是本发明的新颖性和创造性之一,
52、其区别于普通预热段的显著特征在于:
53、①采用炉内热交换器(热交换器不是布置在炉外)加热循环利用的氮氢保护气体,利用加热的氮氢保护气体高速喷射到带钢上下表面强制对流换热实现快速高效预热带钢,此方法与传统的预热方法相比,炉壳及保护气体通道的热量损失显著减少,燃烧废气余热利用更充分、加热效率更高、加热速率更快;
54、②在预热炉内,直火燃烧废气从预热炉的换热器室通过,在通过过程中直火燃烧废气与换热器室内的热交换器进行充分的换热,加热氮氢保护气体,因此在预热炉内直火燃烧废气不是一直与带钢直接接触(仅在高温段短时直接接触而且此时废气属于还原性气氛或微氧化气氛),从而可以避免带钢表面过氧化;
55、③直火燃烧废气中的未充分燃烧的燃气在喷气预热炉顶部的半密封单元内进行富氧二次燃烧,但燃烧的火焰不接触带钢,因此有效避免了带钢表面过氧化;
56、④带钢预热温度更高,由于高温氮氢保护气体喷射直火预热换热系数高,预热后的带钢温度至少可以达到350℃及以上,比普通预热带钢温度至少高出100℃;
57、⑤本发明所述预热炉出来的直火燃烧废气温度通常远低于750℃(如果喷射直火预热单元布置数量足够多的话甚至可以达到200℃以下直接排放),无需掺冷空气进行炉外二次利用或根本无需二次利用。喷射直火预热装置是本发明重要的创新点之一。
58、6)本发明加热段明确使用直火加热,并在直火加热段后设置横磁感应加热段,也可以设置辐射管喷气辐射复合加热段,如果同时设置横磁感应加热器段和辐射管喷气辐射复合加热段时,辐射管喷气辐射复合加热段布置在横磁感应加热段之后。
59、7)同时使用喷射直火预热段和后续快速加热段及快速均热段,是本发明的新颖性、创造性及实用性的又一体现。
60、8)本发明使用快速加热段和快速均热段的有益效果主要体现在:
61、①可以实现带钢均热温度的快速调节,这对于生产高强钢,特别是超高强钢非常关键,可以减少带钢因均热温度超标导致的性能不符质量损失;
62、②横磁感应加热可以较经济便利地将带钢加热到更高的温度,直火加热+横磁感应加热已经实现了将带钢快速加热到870℃以上,实现了传统辐射管加热无法实现的超高温退火;
63、③加热后的带钢温度均匀性好,沿带钢宽度方向温度均匀性可以控制在±5℃以内;
64、④由于加热速率的显著提高可以细化晶粒组织提高材料的强塑性,对高强钢和超高强钢产品的性能改善和成本降低特别有利。
65、本发明的有益效果在于:
66、1)用同一条生产线可以生产出连退冷轧dp钢、ms钢、trip钢、qp钢和热镀锌dp钢、ms钢、trip钢、qp钢等超高强钢产品,而且采用快速热处理工艺生产的各种高强钢产品性能更优、成本更低;
67、2)本发明可以实现冷轧退火、酸洗、闪镀、热镀纯锌和合金化热镀锌五种不同品种高强钢特别是超高强钢的生产;
68、3)直火加热燃烧废气余热的一次利用率高,可以将带钢温度预热到至少350℃以上;
69、4)避免了直火燃烧废气在预热炉内长时间直接接触带钢,可避免带钢表面生成过厚的氧化层;
70、5)直火燃烧废气中过量燃气的二次引燃燃烧火焰不会接触到带钢,同样可以避免带钢表面生成过厚的氧化层;
71、6)使用横磁感应加热时可以较经济地将带钢快速加热到870℃以上,从而可以实现高温退火;
72、7)快速加热后的带钢温度均匀性好,沿带钢宽度方向上温度均匀性可以控制在±5℃以内;
73、8)采用水雾冷却+酸洗或+酸洗、闪镀,可以生产出强度高达1500mpa级的马氏体超高强钢,且表面质量和板形质量高,热镀锌时带钢的可镀性好、镀层质量优,而且可以生产热镀锌回火马氏体钢;
74、9)本发明通过直火段直火烧嘴空燃比的调节,可以实现预氧化还原工艺,超高强钢的可镀性更好。
- 还没有人留言评论。精彩留言会获得点赞!