用于处理熔融金属的旋转装置的制作方法
1.本发明涉及一种用于处理熔融金属的旋转装置。具体地,本发明涉及一种用于从熔融金属中去除不需要的杂质(诸如溶解气体和固体夹杂物)的旋转装置。
背景技术:
2.对于铸造应用(特别是非铁金属(有色金属,诸如铝或铝合金)的铸造),熔融金属必须在铸造之前进行处理-通常通过以下过程中的一个或多个进行处理:
3.i)脱气-熔融金属中的溶解气体的存在可能将缺陷引入固化产物中,并且可能不利地影响其机械性能。例如,氢在液态铝中具有高溶解度,其会随着熔体温度而增加,但是其在固态铝中的溶解度非常低。因此,随着铝冷却,氢气会被排出,这会在固化铸件中产生气孔。固化速率影响气泡的量和尺寸。在某些应用中,针孔孔隙率可能严重影响金属铸件的机械强度和气密性。气体还可能扩散到空隙和间断物质(例如氧化物夹杂物),这可能导致在生产由铝或铝合金制成的板材、片材和条形材料期间形成气泡。
4.ii)晶粒细化-铸件的机械性能可以通过控制固化金属的晶粒尺寸来改善。铸造金属的晶粒尺寸取决于当液态金属开始固化时存在于液态金属中的核的数量以及冷却速率。较快的冷却速率通常会促成较小的晶粒尺寸,并且向熔体添加特定元素可以为晶粒生长提供额外的核。
5.iii)改性-金属合金的微结构和性能可以通过添加少量的特定“改性”元素(诸如钠或锶)来改善。改性增加了抗热撕裂性,并且改善了合金进料特性,从而降低了收缩孔隙率。
6.iv)清洁和除碱-显著的碱元素浓度可能对合金性能具有不利影响,因此需要去除或减少这些碱元素。例如,在铸造合金中钙的存在可能会干扰其他处理过程(诸如改性),而过量浓度的钠可能对锻造铝合金的延展性能具有有害影响。在固化金属中夹带有非金属夹杂物(诸如氧化物、碳化物和硼化物)也可能不利地影响金属的物理和机械性能,因此这些也需要被去除。
7.上述处理过程可以通过各种方法和设备单独地或同时地进行。
8.通常使用旋转脱气单元(“rdu”)进行熔融金属的脱气,所述旋转脱气单元用干燥惰性气体(诸如,氯、氩、氮或其混合物)的细小气泡冲洗熔融金属。rdu通常包括附接有转子的中空轴。在使用中,轴和转子旋转,并且气体沿着轴向下传递并且经由转子分散到熔融金属中。通过转子引入气体会产生大量非常细小的气泡,这些气泡分散到熔体的底部。当这些气泡上升通过熔体时,氢扩散到它们中并且当所述气泡到达表面时被喷射到大气中。上升的气泡还会收集固体夹杂物并将它们携带到熔体的顶部,在那里可以将它们撇掉。除了引入气体来除氢(和氧化物夹杂物)之外,还可以使用旋转脱气单元来通过轴将金属处理剂与惰性气体一起注入熔体中,或者通过与轴相邻的管注入熔体中。
9.用于旋转脱气单元中的旋转装置的示例是在wo2004/057045中描述并在图1中示出的“xsr转子”(现有技术转子1)。旋转装置2包括中空轴4,中空轴4具有穿过其中的接孔
4a,接孔4a的一端连接到转子6。转子6通常是盘形的,并且包括与环形基部10间隔开的环形上顶部8。开放腔室12居中设置在基部10中,并且向上延伸至顶部8。顶部8和基部10通过从腔室12的外周向外延伸到转子6的外周的四个分隔件14连接。隔室16被限定在每对相邻的分隔件14、顶部8和基部10之间。顶部8的外周边缘8a设置有多个部分圆形的切口18(在该实施例中,为八个切口)。每个切口18用作其相应的隔室16的第二出口。
10.传统上,已经通过将固体石墨块加工成所需形状来制造用于处理熔融金属(诸如铝)的转子。然而,机械加工可能是困难且昂贵的过程,并且不能很好地适合于产生复杂的形状(特别是在转子的内表面上),这是由于钻孔工具需要视线访问。机械加工还限制了可以制造转子的材料的选择,这是由于钻孔工具可能无法钻穿更耐用或更具磨蚀性的陶瓷材料。此外,机械加工的缺陷可能不利地影响制造材料的强度,因此影响转子的寿命。
11.本发明的发明人已经发现,通过使用等压(isostatic,均衡压制)压制以围绕牺牲芯部压制制造材料,然后随后移除芯部,可以生产更复杂的转子设计(特别是在转子的内部),因为不需要视线访问。此外,这种新的制造方法使得能够将更加耐用的材料用于转子,诸如氧化铝、碳结合氧化铝、或者其他难熔的金属氧化物、碳化物或氮化物,这些材料都难以通过机械加工成形。通过围绕牺牲芯部等压压制转子,转子的表面光洁度也可以大大改善,从而具有非常平滑的表面以及高斯与非高斯表面曲率之间的无缝接合。
12.因此,本发明旨在提供全新和改进的转子设计,这些转子设计先前不可能通过常规的方法(诸如机械加工)被制造,并且这些转子设计可以由更耐用的材料制成。
技术实现要素:
13.根据本发明的第一方面,提供了一种用于处理熔融金属的旋转装置,该装置包括中空轴以及在中空轴的一端处的转子。转子包括:顶部和基部,该顶部和基部由多个分隔件间隔开并且连接;中心室,该中心室限定在顶部与基部之间,分隔件从中心室的外周径向延伸;通道,该通道限定在每对相邻的分隔件之间,每个通道具有位于中心室的径向外侧的入口和在转子的外周表面中的出口;以及流动路径,该流动路径被限定成穿过中空轴进入中心室,穿过通道的入口并且从出口离开。基部包括流体地连接到中心室的多个孔,以及被限定在每对相邻的孔之间的径向叶片。
14.应当理解,该装置具有沿着中空轴的长度延伸的纵向轴线,并且本文所用的术语“径向”和“径向地”意指,在垂直于纵向轴线的方向上在转子的中心与转子的外周之间延伸。转子的横截面可以是大致圆形的,并且具有在转子的中心与转子的外周之间延伸的半径。通常,转子的顶部和基部位于平行的平面中,所述平行的平面垂直于纵向轴线。
15.转子可以与中空轴一体地形成。可选地,转子可以是附接到(例如,旋拧到、通过锁定机构或粘合剂推入配合或固定到)中空轴的分立部件。
16.在使用中,径向叶片有助于切碎通过中空轴注入的气体的气泡,以产生更小和更多数量的气泡。减小气泡的尺寸和增加气泡的数量会改善气泡在整个熔体中的分散,从而在给定转速下显著增加脱气和清洁效率,因此减少处理时间,或者以较低的转速保持相同的脱气和清洁效率,从而延长轴和转子的寿命。此外,较小的气泡可以具有通过熔体的较低的上升速度,并且因此在熔体内具有较长的停留时间以使氢气扩散到气泡中。
17.多个孔可以位于基部的中心。基部可以是环形的。多个孔可以位于中空轴和/或中
心室的轴向上。在一些实施例中,转子的基部包括至少三个孔和至少三个径向叶片。在一些实施例中,转子的基部包括三个、四个、五个或六个孔和径向叶片。在一些实施例中,径向叶片等距地间隔开,从而形成涡轮状布置。
18.在一些实施例中,径向叶片位于基部的平面中,即不从基部的平面向外突出。在可选实施例中,径向叶片是从基部的平面向外突出。径向叶片可以突出小于或等于基部的高度的高度,如在纵向轴线的方向上测量的。径向叶片可以从基部远离中心室延伸。在一些实施例中,径向叶片没有延伸到基部与顶部之间的区域中。
19.在一些实施例中,径向叶片通过位于基部的中心的中心毂而彼此连接。中心毂可以是圆形形状。中心毂可以为径向叶片提供结构支撑。
20.在一些实施例中,径向叶片相对于基部的平面和/或垂直于转子的旋转轴线的平面成角度,例如倾斜地成角度。例如,径向叶片可以形成叶轮。径向叶片可以具有在30
°
与90
°
之间、或在40
°
与80
°
之间、在50
°
与70
°
之间、或大约60
°
的叶片角度α。
21.在使用中,旋转装置可以被配置成产生通过转子的流体流动路径(例如,用于熔融金属的液体流动路径)。流体流动路径可以被限定成轴向地穿过多个孔到达中心室,并且随后从中心室径向地穿过在每对相邻的分隔件之间的通道。例如,转子可以被配置成通过基部吸入液体,并且将所述液体径向向外驱动。径向叶片可以相对于流体流动路径倾斜地成角度。
22.在一系列的实施例中,径向叶片相对于流体流动路径成正向角度,即它们成角度使得转子的旋转增加流体流动路径中的流体流动。这可能是被期望的,以便增加流体通过转子的流量、速度或体积。在这种实施例中,径向叶片的最靠近中心室的部分形成后缘。换言之,叶片向上成角度。
23.在另一系列的实施例中,径向叶片被配置成减慢穿过基部的流体,例如以减慢通过基部进入中心室的流体。径向叶片可以相对于流体流动路径成负向角度,即它们成角度使得转子的旋转减少流体流动路径中的流体流动。这可能是被期望的,以增加流体在转子中的停留时间和/或增加转子切碎或分散气体气泡的时间,并且延长施加到流体(例如,液体金属或其中的气体)上的剪切力。在这种实施例中,径向叶片的最靠近中心室的部分形成前缘。换言之,叶片向下成角度。
24.应当理解,径向叶片是成正向角度(例如向上)还是成负向角度(例如向下)取决于转子的旋转方向。在本上下文中,正角度和负角度旨在相对于转子的其余部分和转子的预期旋转方向来观察。例如,在径向叶片成负向角度的实施例中,这旨在表示相对于由所述转子的配置确定的旋转方向,例如,径向叶片可以相对于转子的其他部件(诸如分隔件和/或孔)以相反方向成角度。在一些实施例中,转子可以被预期以任一方向旋转。
25.根据本发明的第二方面,提供了一种用于处理熔融金属的旋转装置,该装置包括中空轴和在中空轴的一端处的转子。转子包括顶部和基部,顶部和基部由多个分隔件间隔开并且连接;中心室,该中心室限定在顶部和基部之间;通道,该通道限定在每对相邻的分隔件之间,每个通道具有位于中心室的径向外侧的入口和在转子的外周表面中的出口;以及流动路径,该流动路径被限定成通过中空轴进入中心室,通过通道的入口并且从出口离开。转子的基部包括中心孔和从基部向外突出的多个径向导叶,径向导叶被布置成围绕中心孔的外周。径向导叶朝向基部的中心延伸并且至少部分地在中心孔上方延伸。
26.应当理解,“基部的中心”旨在表示沿着基部的平面从转子的外周,而不是沿着装置的纵向轴线测量的中心点。向外延伸的导叶可以在与中心室相反的方向上轴向地和/或从基部延伸。
27.在使用中,至少部分地延伸出到中心孔上方的径向导叶实现了与在第一方面的转子中的径向叶片类似的效果,即截断通过中空轴注入的气泡。另外,突出的导叶可以增加转子所实现的转矩以及气泡的定向流动。
28.在一些实施例中,转子的基部包括至少三个孔和至少三个径向导叶。在一些实施例中,转子的基部包括三个、四个、五个、六个、七个或八个径向导叶。将理解的是,增加导叶的数量增加了制造的复杂性并且减小了每个导叶的横截面积,因此这些因素必须与转子性能相平衡。
29.根据本发明的第三方面,提供了一种用于处理熔融金属的旋转装置,该装置包括中空轴以及在中空轴的一端处的转子。转子包括顶部和基部,该顶部和基部由多个分隔件间隔开并且连接;中心室,该中心室限定在顶部与基部之间;通道,该通道限定在每对相邻的分隔件之间,每个通道具有位于中心室的径向外侧的入口和在转子的外周表面中的出口;以及流动路径,该流动路径被限定成穿过中空轴进入中心室,穿过通道的入口并且从出口离开。转子的基部包括中心孔和从基部向外突出的多个径向导叶,径向导叶被布置成围绕中心孔的外周。基部还包括布置在径向导叶之间的多个切口,基部中的切口从转子的外周朝向基部的中心向内延伸。
30.在使用中,基部中的切口实现与在第一方面的转子中的径向叶片类似的效果,即,截断通过中空轴注入的气泡。径向导叶可以增加转子所实现的转矩以及气泡的定向流动。另外,基部中的切口也可以增加转子所实现的转矩以及气泡的定向流动。
31.在一些实施例中,基部包括至少三个切口。在一些实施例中,基部包括三个、四个、五个或六个切口。
32.在一些实施例中,基部中的每个切口的边缘相对于基部的平面和/或垂直于旋转轴线的平面以一定角度倾斜。在一些实施例中,基部中的每个切口的边缘相对于基部的平面以20
°
至70
°
的角度倾斜。将每个切口的边缘以一定角度倾斜成预期旋转方向可以有助于减小转子在熔体中旋转时的阻力系数,从而减小给定转速所需的搅拌功率的量。使每个切口的边缘倾斜还可以通过等压压制来提高制造的容易性。
33.在一些实施例中,基部中的切口的横截面(即,穿过切口的轴向横截面)为部分圆形或半圆形。横截面可以垂直于旋转轴线。在一些这样的实施例中,每个切口的边缘可以相对于基部的平面以一定角度倾斜,其中俯仰角沿着边缘的长度变化。在一些实施例中,边缘的一端以20
°
至70
°
的角度倾斜,而边缘的另一端以110
°
至160
°
的角度倾斜。
34.基部中的切口从转子的外周朝向基部的中心向内延伸。在一些实施例中,切口以转子半径的至少5%、至少10%、至少20%、至少30%或至少40%向内延伸。在一些实施例中,切口向内延伸不超过转子半径的50%、不超过40%、不超过30%、不超过20%或不超过10%。在一些实施例中,切口以转子半径的5%至50%向内延伸。
35.在一些实施例中,径向导叶是穿过基部的分隔件的连续部分。
36.在一些实施例中,径向导叶是锥形的,使得每个导叶的宽度从转子的外周至中心孔减小。
37.以下可选特征可以同样适用于上述本发明的第一方面、第二方面或第三方面的任何实施例。
38.在一些实施例中,径向叶片或导叶对称地布置。在一些实施例中,径向叶片或导叶彼此等距地间隔开。
39.在一些实施例中,径向叶片或导叶相对于基部的平面以一定角度倾斜。在一些实施例中,径向叶片或导叶相对于基部的平面以20
°
至70
°
的角度倾斜。在一些实施例中,径向叶片或导叶是弯曲的。在一些实施例中,径向叶片或导叶是弯曲的并且相对于基部的平面以一定角度倾斜。将叶片/导叶以一定角度倾斜或者将叶片/导叶弯曲成预期旋转方向可以有助于在转子在熔体中旋转时减小阻力系数,从而减小给定转速所需的搅拌功率的量。
40.在一些实施例中,转子包括至少四个分隔件和限定在其间的至少四个通道,或至少六个分隔件和限定在其间的至少六个通道。在一些实施例中,转子包括四个分隔件和四个通道、五个分隔件和五个通道、六个分隔件和六个通道、七个分隔件和七个通道、或八个分隔件和八个通道。
41.在一些实施例中,分隔件垂直于基部的平面定向。可选地,分隔件可以相对于基部的平面以一定角度定向。在一些实施例中,分隔件相对于基部的平面以20
°
至70
°
的角度定向。
42.分隔件可以在基部与顶部之间轴向延伸。可选地,分隔件不延伸超过基部。分隔件可以与基部中的多个孔和/或径向叶片间隔开。在包括从基部延伸的导叶的实施例中,分隔件可以从基部沿与导叶相反的方向延伸。
43.在一些实施例中,每个通道包括在转子的顶部中的第二出口。在使用中,第二出口可以从转子向上分散气体。如申请人的先前专利ep1573077中所讨论的,已经发现提供侧向定向的出口和向上定向的出口的组合允许产生更小和更多数量的气体气泡,从而提高脱气和清洁效率。
44.在一些实施例中,每个第二出口是从顶部的外周向内延伸的切口。切口的横截面可以是部分圆形或半圆形。在一些实施例中,切口向内延伸转子半径的至少5%、至少10%、至少20%、至少30%或至少40%。在一些实施例中,切口向内延伸不超过转子半径的50%、不超过40%、不超过30%、不超过20%或不超过10%。在一些实施例中,切口向内延伸转子半径的5%至50%。
45.在一些实施例中,顶部中的切口在垂直于顶部的平面的方向上延伸穿过顶部。在一些实施例中,顶部中的切口相对于顶部的平面以一定角度延伸穿过顶部。在一些实施例中,顶部中的切口相对于顶部的平面以20
°
至70
°
的角度延伸穿过顶部。在一些实施例中,顶部中的切口相对于顶部的平面以110
°
至160
°
的角度延伸穿过顶部。在分隔件和/或径向导叶/叶片相对于基部的平面以一定角度定向的实施例中,切口可以以与分隔件的角度和/或径向导叶/叶片的角度相同的角度或相反的角度延伸穿过顶部。
46.在一些实施例中,顶部的内表面包括在中心室与至少一个第二出口之间延伸的凹槽。凹槽可以允许通过轴注入的气体的一部分被更高效地引导至第二出口。
47.在一些实施例中,转子的顶部设置有穿过其中的中心接孔,使得气体可以从中空轴穿过注入到转子的中心室。
48.在一些实施例中,顶部的内表面包括内部导流构件,所述内部导流构件用于将顶
部中的气泡向下引导到中心室中并且朝向转子的基部。在一些实施例中,导流构件包括环形壁。在一些实施例中,环形壁围绕顶部中的中心接孔的圆周延伸。环形壁可以是锥形的,使得它在顶部最宽并且随着它朝向转子的基部延伸而变窄。在一些实施例中,环形壁包括多个开放通道,所述多个开放通道大体上在顶部与基部之间的方向上延伸。通道可以是弯曲的,以便向来自顶部的气泡赋予向下螺旋流动模式。
49.在一些实施例中,转子的顶部和基部是大致盘形的。
50.在一些实施例中,转子由等压压制的耐火材料制成。可以使用适于等压压制的任何耐火材料,诸如包括金属氧化物、碳化物或氮化物的耐火混合物。在一些实施例中,转子由石墨、氧化铝、硅酸铝、碳结合氧化铝、碳结合陶瓷、粘土结合石墨、硅氧化铝氮化物、熔融二氧化硅、碳化硅、氧化锆或其任何混合物制成。
51.根据本发明的第四方面,提供了一种用于第一方面、第二方面或第三方面的任何实施例的旋转装置的转子。在可适用的情况下,上面关于第一方面、第二方面或第三方面描述的任何可选特征可以与第四方面的转子自由组合。
52.在一些实施例中,转子的顶部设置有接合装置,所述接合装置用于附接到装置的中空轴。接合装置可以包括螺纹壁,所述螺纹壁允许转子璇拧到中空轴的端部上的互补螺纹上。可选地,接合装置可以包括在转子的顶部中的空腔,所述空腔被配置成具有与中空轴的端部互补的尺寸和形状,使得转子可以通过推入配合机构或使用合适的耐火粘合剂(诸如膨胀耐火泡沫粘合剂(例如,由zyp coatings公司生产的cera foam))附接到中空轴。可选地,接合装置可以包括锁定机构。
53.应当理解,本文公开的转子不限于任何特定的制造方法,并且可以通过任何合适的方法形成,例如通过在牺牲芯部周围等压压制并且然后移除芯部、增材制造等等。
附图说明
54.图1示出了wo2004/057045中描述的现有技术的转子;
55.图2a-c示出了用于本发明的第一方面的转子的实施例;
56.图3示出了用于本发明的第一方面的转子的另一实施例;
57.图4示出了用于本发明的第二方面的转子的实施例;
58.图5示出了用于本发明的第三方面的转子的实施例。
59.图6是比较三种不同的转子设计的转矩的图;
60.图7是比较水表面水平中的变化的图表;
61.图8示出了比较三种不同的转子设计的混合效率的三个图;
62.图9是比较脱气效率的图;
63.图10a-c示出了比较各种不同的特征对脱气效率的影响的三个图;
64.图11是比较五种不同的转子设计的气泡传质的图;
65.图12是比较五种不同的转子设计的表面传质的图;
66.图13a-b示出了比较五种不同的转子设计的脱气效率的两个图;以及
67.图14是比较两个转子设计的脱气效率的图。
具体实施方式
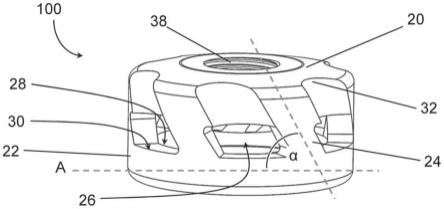
68.图2a-c示出了用于本发明的第一方面的转子100的三个不同的立体图。转子100包括由多个分隔件24(在所示实施例中,为六个分隔件)间隔开的顶部20和基部22。分隔件24从限定在顶部20与基部22之间的中心室26的外周径向延伸。顶部20和基部22通常是盘形的。
69.在每对相邻的分隔件24之间限定通道,每个通道具有位于中心室26的径向外侧的入口28以及在转子100的外周表面中的第一出口30。第一出口横向地引导来自转子的流。每个通道还具有在顶部20中的第二出口32。第二出口32将来自转子的流向上引导。每个第二出口32是顶部20中的部分圆形切口,并且从转子100的外周向内延伸。第二出口32在宽度上小于第一出口30。
70.基部22包括流体连接到中心室26的三个孔34。每对相邻的孔34在之间限定径向叶片36。在所示实施例中,基部22包括在涡轮布置中被等距间隔开的三个径向叶片36,其中径向叶片36位于基部a的平面中。
71.每个径向叶片36的边缘37相对于基部的平面以角度α倾斜。在所示实施例中,角度α为60
°
。分隔件24和第二出口32相对于基部a的平面也以相同的角度α朝向。
72.转子100的顶部20包括中心接孔39以及用于附接到中空轴的接合装置。在所示实施例中,接合装置包括内螺纹壁38,所述内螺纹壁38用于璇拧到中空轴的外螺纹端上。顶部20的内表面包括导流构件,所述导流构件用于将顶部20中的气泡向下引导到中心室26中。在所示实施例中,导流构件包括围绕中心接孔35的圆周延伸的环形壁41。环形壁41是锥形的,使得其在顶部20处最宽并且随着朝向基部22延伸而变窄。环形壁41包括多个开放通道43,所述开放通道大体上在顶部20与基部22之间的方向上延伸并且是弯曲的,以便对顶部20中的气泡赋予向下螺旋流动模式。
73.图3示出了用于本发明的第一方面的转子200的另一实施例。转子200在很大程度上与图2a-c中所示的转子100相同,但是具有若干变型。
74.在图3的实施例中,径向叶片36从基部a的平面向外突出并且略微弯曲。径向叶片36通过基部22的中心处的中心毂42彼此连接,中心毂42为叶片36提供结构支撑。
75.第二出口32相对于基部a的平面以60
°
的角度α倾斜,而分隔件24和径向叶片36相对于基部a的平面以150
°
的角度β倾斜。
76.图4示出了用于本发明的第二方面的转子300的实施例。转子300的与图2-3的转子100、200共用的特征用相同的数字表示。
77.转子300包括由多个分隔件24(在所示实施例中,为四个分隔件)间隔开的顶部20和基部22。分隔件24从限定在顶部20与基部22之间的中心室26的外周径向延伸。顶部20和基部22通常是盘形的。
78.在每对相邻的分隔件24之间限定通道,并且每个通道具有位于中心室26的径向外侧的入口28以及在转子100的外周表面中的第一出口30。第一出口横向地引导来自转子的流。每个通道还具有在顶部20中的第二出口32。第二出口32将来自转子的流向上引导。因此,在所示实施例中,转子300包括四个分隔件24、四个通道、四个第一出口30和八个第二出口32。每个第二出口32是在顶部20中的部分圆形切口,并且从转子100的外周向内延伸。分隔件24和第二出口32垂直于顶部的平面(其平行于基部a的平面)定向。
79.基部22包括流体连接到中心室26的中心孔46。基部22还包括从基部a的平面向外突出并且被布置成围绕中心孔46的外周的多个径向导叶48。径向导叶48朝向基部22的中心延伸,并且部分地突出在中心孔46上方。在所示实施例中,基部22包括围绕中心孔46的外周被等距间隔开的五个径向叶片46。径向叶片46是弯曲的,并且没有相对于基部a的平面以一定角度倾斜。
80.顶部20包括以交替布置的方式在中心室26与四个第二出口32之间延伸的四个凹槽44。顶部20还包括中心接孔39和呈六边形腔体形式的接合装置40,所述接合装置40被配置成装配到具有对应尺寸和形状的中空轴的端部。
81.图5示出了用于本发明的第三方面的转子400的实施例。转子400的与图2-4的转子共用的特征用相同的数字表示。
82.转子400包括由多个分隔件24(在所示实施例中,为四个分隔件)间隔开的顶部20和基部22。分隔件24是弯曲的并且从限定在顶部20与基部22之间的中心室26的外周径向延伸。顶部20和基部22通常是盘形的。
83.在每对相邻的分隔件24之间限定通道,每个通道具有位于中心室26的径向外侧的入口28以及在转子100的外周表面中的第一出口30。第一出口30横向地引导来自转子的流。每个通道还具有在顶部20中的两个第二出口32。第二出口32将来自转子的流向上引导。在所示实施例中,转子300包括四个分隔件24、四个通道、四个第一出口30和八个第二出口32。每个第二出口32是顶部20中的部分圆形切口,并且从转子400的外周向内延伸。
84.基部22包括流体连接到中心室26的中心孔46。基部22还包括从基部a的平面向外突出并且被布置成围绕中心孔46的外周的多个径向导叶48。径向导叶48是弯曲和锥形的,使得每个叶片的宽度从转子400的外周至中心孔46减小。径向导叶48是穿过基部22的分隔件24的连续部分,使得分隔件24和径向导叶48形成了穿过基部22的连续平面。
85.转子400的顶部20包括中心接孔39和用于附接到中空轴的接合装置。在所示实施例中,接合装置包括用于璇拧到中空轴的端部上的螺纹壁38。顶部20的内表面包括导流构件,所述导流构件用于将顶部20中的气泡向下引导到中心室26中。在所示实施例中,导流构件包括围绕中心接孔35的圆周延伸的环形壁41。环形壁41是锥形的,使得其在顶部20处最宽并且随着朝向基部22延伸而变窄。环形壁41包括多个开放通道43,所述开放通道大致沿顶部20与基部22之间的方向延伸并且是弯曲的,以便向顶部20中的气泡赋予向下螺旋流动模式。
86.分隔件24、径向导叶48和第二出口32相对于基部a的平面(或顶部的平面,其平行于基部a的平面)以60
°
的角度α朝向。
87.基部22包括布置在径向导叶48之间的多个切口50,切口50从转子400的外周向内延伸。在所示实施例中,基部22包括四个径向导叶48和四个切口50。切口50的形状为部分圆形。切口50以深度r2从转子400的外周向内延伸,所述深度r2为转子400的半径r1的大约30%。
88.每个切口的边缘52相对于基部a的平面以一定角度倾斜。边缘52的角度具有变化,使得边缘52的一端以60
°
的角度倾斜,而边缘52的另一端以150
°
的角度倾斜。
89.全规模水建模结果
90.在装配有挡板的全尺寸坩埚中,通过水建模来测试各种转子设计的性能。用250升
室温水填充坩埚至700mm的深度。水具有与熔融铝类似的粘度特性,并且因此是表示转子在熔融金属中的性能的有用替代测试。
91.比较了三种转子设计:(a)如图1所示的现有技术转子设计,(b)如图4所示的根据本发明的设计,以及(c)如图2a-c所示的根据本发明的设计。
92.搅拌动力和涡流高度
93.在不同的转速下进行转矩测量,以比较每个转子设计的相对搅拌功率。还根据700mm的基线测量了坩埚中的水的高度。高的水表面水平通常表示产生更强大的涡流。需要平衡涡流的强度,因为更高的涡流可以导致更快的脱气和更好的混合效率,但是也使熔体中增加了气体夹带。
94.转矩测量结果在图7中示出,图7为转矩(n
·
m)对转速(rpm)的图。在所有转速下,转子设计b和c都表现出比对比设计a更高的转矩,其中设计b显示出最高转矩。
95.如图8所示,设计b的增加的转矩还导致了显著高于a或c的水表面水平,这表示具有更强的涡流。设计c表现出比对比设计a稍高的水表面水平,这表示具有稍强的涡流。
96.混合效率
97.一系列热电偶位于坩埚内的各种不同位置处以及挡板上,以测量这些位置处的水的温度。将转子浸入水中并且平衡在600rpm的转速。然后,将7升体积的热水(80℃)倒入坩埚中,并且测量使所有热电偶周围的温度重新稳定所花费的时间(称为混合时间)。
98.在图8中以图表的方式示出了结果,图8是温度(℃)对时间(s)的图。图中的每条线对应于从坩埚中的不同热电偶读取的温度。
99.转子设计a具有109s-88s=21秒的混合时间。
100.转子设计b具有280s-272s=8秒的混合时间。
101.转子设计c具有280s-272s=8秒的混合时间。
102.转子设计b和c都表现出超过对比设计a的混合效率两倍的混合效率。
103.脱气效率
104.示例1:
105.将氧气计浸入水中,并且朝向坩埚的顶部。转子以600rpm旋转,并且测量氧水平达到最小稳定水平(plateau)所花费的时间。溶解在水中的氧气会表现出与溶解在熔融铝中的氢气类似的行为,因此该测试给出了熔融金属中的脱气效率的有用估量。
106.脱气结果示出在图9中,图9是氧水平(mg/l)对时间(s)的图。最初,转子b和c都表现出比对比设计a显著更快的除氧。转子b所达到的最大除氧量小于转子a所达到的最大除氧量,这可能是由于由转子b产生的较高涡流导致了气体夹带。然而,应当注意的是,可以通过调节挡板的数量挡或板深度来降低涡流水平,以便抵消该负面影响。
107.转子c的表现最好,表现出最快的除氧和最大的除氧量(最低的最终氧水平)。
108.还测量了若干其它转子设计的脱气效率,以比较不同单个特征的效果。
109.示例2:
110.首先,将转子设计a与新的转子设计d进行比较,以比较从基部向外突出的径向叶片的效果。除了顶部中的凹槽之外,转子d具有与转子b完全相同的特征,在转子d中省略了这些凹槽。
111.其次,将转子设计a与新的转子设计e进行比较,以比较顶部中的凹槽的效果。转子
e具有与转子a完全相同的特征,但是在顶部中添加了在中心室与四个第二出口之间延伸的凹槽。
112.最后,将转子设计b与转子设计d进行比较,以证明径向导叶与凹槽的协同作用。
113.结果被示出在图10a-c中,图10a-c为氧水平(mg/l)对时间(s)的图。如图10a所示,径向导叶使得脱气效率显著增加,而图10b示出了顶部中的凹槽使得脱气效率适度增加。图10c示出了包括径向导叶和凹槽的转子实现了最佳的脱气效率。
114.小规模水建模结果
115.具有不同转子设计的其他实验在小型化设置中进行,其中以将20℃水填充193
×
300mm圆柱形罐至230mm(6.73升)的深度。转子被缩放至65mm的普通直径。将呈400x20mm铝条形式的挡板夹紧在罐壁附近。在罐的基部上方70mm的深度将转子安装到位于中心的实验室顶置式搅拌器上。气体以1.8l/min(空气)或2l/min(氩气)供应到转子附近。通过浸没在水中的ysi光学溶氧探针来测量水的氧浓度。
116.传质分析
117.每个实验以平衡罐中的水开始,这涉及在高速(600rpm)搅拌的同时用空气吹扫罐,直到达到~10mg/l的稳定氧气浓度。对于每个转子设计,以固定的2l/min的氩气流、在400rpm、600rpm和800rpm下测量脱气动力学。
118.应当相信的是,罐中的随时间变化的氧浓度c(t)将遵循等式1:
119.c(t)=c
∞
+(c
0-c
∞
)exp(-kt)#(1)
120.其中,c0是初始氧浓度,c
∞
是在t=∞处实现的渐近的平线氧浓度,并且k是衰减常数。给定已知的初始浓度c0,通过将拟合解应用于转子的脱气曲线,使用非线性最小二乘迭代拟合解来确定c
∞
和k两者。
121.假定水的自由表面处的边界层维持与其上方的空气的局部平衡,从而维持平衡浓度ce。表面处的平衡浓度ce与本体组份c(t)之间的差异会驱使溶解氧从表面流入本体中,这也取决于自由表面as的面积和表面传质系数ks。水中存在的气泡群也在它们的表面处建立局部平衡浓度cb,并且本体组份c(t)与cb之间的差异会驱使溶解氧流入气泡,这也取决于气泡ab的表面积和气泡传质系数kb。对溶解氧从表面流到本体,以及从本体流到气泡的分析得到了等式2,等式2表达了本体氧浓度的预期时间依赖性:
[0122][0123]
两个所分组的速率常数是k1=k
b ab和k2=k
s as。平线浓度c
∞
通过等式3与有效速率常数和平衡氧浓度ce相关:
[0124][0125]
使用(k1+k2)/v来识别经拟合的速率常数。因此,通过知道罐容积v和平衡氧浓度ce,并且通过测量本体氧浓度c(t),上述关系允许确定各个气泡以及按表面分组的速率常数k1和k2。
[0126]
如上所述,与气泡传质相关的参数k1取决于形成小气泡群的转子的能力,其中较小的气泡将具有较高的传质性以及与水的交界的较大总面积。因此,k1越大,转子对脱气速率的贡献越大。与表面传质相关的参数k2描述了转子形成近表面流动、并且在自由表面处
产生除气/排气、但是也从自由表面重新吸收空气的程度。
[0127]
比较了五种转子设计:(a)如图1所示的现有技术转子设计,(b)如图4所示的根据本发明的设计,(c)如图2a-c所示的根据本发明的设计,(f)如图3所示的根据本发明的设计,以及(g)如图5所示的根据本发明的设计。
[0128]
气泡传质参数k1[0129]
对每个转子的脱气曲线应用前述分析。针对每个转子所计算的k1值被呈现在下面的表1和图11中。
[0130]
表1:
[0131][0132]
在400rpm和600rpm的搅拌速度下,根据本发明的每个转子设计(b、c、f和g)表现出比现有技术实施例a更高的k1值,所述搅拌速度在用于搅拌铝的速度的标准范围内。转子设计f和g在所有搅拌速度下都表现出最高的k1值,这表示这些设计能够产生更多的微小气泡群。
[0133]
表面传质参数k2[0134]
针对每个转子所计算的k2值被呈现在下面的表2和图12中。
[0135]
表2:
[0136][0137]
所计算的k2值的一般趋势很大程度上反映了k1值的一般趋势,这表示较大的表面传质通常与较大的气泡传质相关联。然而,在400rpm下,根据本发明的每个转子设计(b、c、f和g)都表现出比现有技术实施例a更低的k2值,这表示在该搅拌速度下,存在空气从自由表面较低的脱气和较低的再吸收。
[0138]
脱气效率
[0139]
使用上述的小型化设置,将五个转子设计a、b、c、f和g以400rpm(图13a)和600rpm(图13b)旋转。测量氧水平达到最小稳定水平所花费的时间。
[0140]
根据本发明的所有四种设计(b、c、f和g)在400rpm和600rpm下都显示出比现有技术设计a更大的脱气效率。设计f和g在400rpm和600rpm下均显示出最佳的脱气性能,并且在600rpm下会显著更快的除氧(比现有技术设计a快大约30-50%)。
[0141]
根据本发明的转子设计的改进的脱气性能还意味着,对于设定的脱气时间,可以使用较低的转速来实现与现有技术设计a相同的除氧水平,从而减少旋转装置所需的功率
的量。
[0142]
铝熔体测试结果
[0143]
使用熔融铝在全尺寸坩埚中测试转子设计c(根据图2a-c)的性能,并且与现有技术转子设计a(如图1所示)进行比较。
[0144]
夹杂物去除
[0145]
将转子c浸入熔融铝中并且以350rpm旋转4分钟的处理时间。使用扫描电子显微镜和预定的选择规则以及图像处理算法来执行vmet分析(vesuvius金属质量分析)。重复测试一次,将汇总结果记录在下表3a中。然后使用转子设计a(图1)以500rpm的较高速度再重复测试两次,执行vmet分析并且将汇总结果记录在表3b中。
[0146]
表3a
[0147][0148]
表3b
[0149][0150]
发明人已经发现,根据本发明的转子在从熔融铝去除夹杂物时具有令人惊讶的效
果。在示例1和2中,发现转子c会使得铝中的夹杂物指数(从存在的缺陷的面积比获得)和夹杂物的总数急剧减小。如示例3和4所示,尽管可实现总夹杂物的减少,但是这不是由夹杂物指数的等效减少所支持的。特别注意的是,转子c几乎完全去除了较大的夹杂物。表3a示出了在处理之后剩余的尺寸大于15微米的夹杂物非常少(无论是氧化铝还是其他夹杂物)。相反,在示例3和4中,大的夹杂物(》15微米)的数量增加。该测试表示,转子设计c与现有技术转子设计a一样有效或比现有技术转子设计a更好,并且这是在较低的转速下实现的。
[0151]
期望使用较低的转速,因为它们减少了转子和机械装置上的磨损,并且减小了可在表面处形成的涡流的尺寸,从而减少了熔融金属中的气体夹带。然而,通常,更高的速度会由于更强的混合性而在脱气和夹杂物去除方面更有效。因此,在处理操作中选择的速度是这两个因素的平衡。
[0152]
脱气效率
[0153]
将转子c浸入铝中,并且以350rpm旋转,同时监测熔融铝中的氢含量。使氮气通过转子以从熔体中除氢。然后使用转子a以350rpm和500rpm重复该测试。结果被绘制在图14的图中。
[0154]
使氢浓度降低50%的平均时间为:
[0155]
转子c-350rpm 160s
[0156]
转子a-350rpm 350s
[0157]
转子a-500rpm 185s
[0158]
该图示出了在相等的转速下,转子c在从铝熔体中除氢方面比从转子a更有效,并且在500rpm的更大的转速下仍然相比于转子a具有改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1