高韧性低屈强比与低纵横向强度各向异性800MPa级耐候钢板及其制造方法与流程
本发明涉及耐候钢板,特别涉及一种高韧性低屈强比与低纵横向强度各向异性800mpa级耐候钢板及其制造方法。
背景技术:
1、众所周知,低碳(高强度)低合金钢是最重要工程结构材料之一,广泛应用于石油天然气管线、海洋平台、造船、水电工程、桥梁结构、锅炉容器、建筑结构、汽车工业、铁路运输及机械制造之中;低碳(高强度)低合金钢性能取决于其化学成分与制造工艺,其中强度、韧性、塑性、焊接性及其之间的匹配是低碳(高强度)低合金钢最重要的性能,它最终决定于成品钢材的显微组织及位错亚结构。
2、随着冶金科技不断地向前发展,人们对高强钢的韧性、塑性尤其焊接性及性能的低各向异性提出了更高的要求,即钢板在低温状态下(-40℃条件下),具有抗脆性断裂及塑性失稳断裂能力的同时,断裂延伸率、均匀延伸率达到600mpa级别钢板的水平,且钢板焊接性优良、性能的各向异性低,可以承受较大热输入焊接(可承受50kj/cm的焊接热输入);并且在相对较低的合金含量尤其贵重金属含量,较低的制造成本条件下,大幅度地提高钢板的综合机械性能和使用性能,以减少钢材的合金用量节约成本,高强度轻量化减少了钢构件的自身重量、稳定性和安全性,更为重要的是为进一步提高钢构件冷/热加工性及服役过程中的安全可靠性;目前日韩、欧盟及北美范围内掀起了发展新一代高性能钢铁材料的研究高潮,力图通过合金组合设优化计、亚显微组织精细结构的控制及革新制造工艺技术获得更好的显微组织匹配,超细化金相显微组织与亚结构(位错亚结构组态、packet、block等)精细结构,使高强钢获得更优良的强塑性与塑韧性匹配、焊接性及低各向异性。
3、传统的抗拉强度≥780mpa的高强钢板主要通过离线调质工艺(rq+t)生产;这就要求钢板必要具有足够高的淬透性与淬硬性,即淬透性指数di≥2×成品钢板厚度【di=0.311c1/2(1+0.64si)×(1+4.10mn)×(1+0.27cu)×(1+0.52ni)×(1+2.33cr)×(1+3.14mo)×25.4(mm)】,以确保钢板具有足够高的强度、优良的低温韧性及沿板厚方向显微组织与性能的均匀性,因而不可避免地向钢中加入大量cr、mo、ni、cu等合金元素,尤其加入大量的ni元素不可避免。(参见《camp-isij》,vol.4,1991,1949;《camp-isij》,vol.4,1991,1950;《camp-isij》,vol.7,1994,836;《camp-isij》,vol.7,1994,837;日本专利昭59-129724;平1-219121;《新日铁制钢研究》第314号-1984;《日本钢管技报》no.107-1985;《新日铁技报》第348号-1993;《川崎制铁技报》vol.4(no.3)-1972;《川崎制铁技报》vol.7(no.2)-1975)。
4、更为重要的是采用传统调质钢成分体系与制造工艺,不仅钢板制造周期长,制造成本高,含cu、ni高的废钢处理困难、限制了废钢回收再利用的效能;而且对于传统调质工艺生产的80公斤级调质钢,由于钢板合金含量较高,导致钢板延伸率较低、屈强比较高、焊接性较差(焊接冷裂纹敏感性高、焊接热影响区脆化度高、再热裂纹敏感等)、板厚方向性能均匀性控制难度较大等特点;而较低的延伸率不仅不利于钢板冷热加工性能,而且对钢板的抗疲劳性能、抗应力集中敏感性及结构稳定性影响较大,在水电工程中的压力水管与钢岔管、火电汽轮发电机及海洋平台结构、船用浮吊及巨型挖掘机等大型工程建设和大型装备上使用时,存在安全较大的隐患;因此大型疲劳重载钢结构采用高强钢时,一般希望80公斤级高强钢具有优良的强韧性、强塑性匹配,尤其抗拉延伸率δ5在18%以上。
5、现有大量专利文献只是说明如何实现母材钢板的强度和低温韧性,就改善钢板焊接能性,获得优良焊接热影响区haz低温韧性说明较少,更没有涉及如何在提高钢板抗拉强度的同时,提高钢板的抗拉延伸率及厚度方向力学性能均匀性。(参见日本专利昭63-93845、昭63-79921、昭60-258410、特平开4-285119、特平开4-308035、平3-264614、平2-250917、平4-143246、美国专利us patent5798004、欧洲专利ep 0288054a2、《西山纪念技术讲座》第159-160,p79~p80】)
6、还有如中国专利cn200710042357“具有优良焊接性低屈强比ht780钢板及其制造方法”、中国专利cn200810036416“强韧性、强塑性的钢板及其制造方法”、中国专利cn201810163615“低成本、高韧性及优良焊接性800mpa级调质钢板及其制造方法”,这些专利技术生产的钢板综合力学性能也达到很高水平:抗拉强度≥780mpa、屈服强度≥690mpa、-40℃及其以下温度夏比横向冲击功(单个值)≥47j,钢板焊接性优良;但是钢板均采用离线调质工艺生产,且钢中不可避免地加入一定量的cu、ni合金元素,尤其要加入数量较多的ni元素。
7、中国专利cn200910048287“低成本80公斤级特厚调质钢板及其制造方法”,其钢板化学成分虽然不含cu、ni元素,但是钢板冲击韧性只能满足-20℃及其以上温度要求;此外钢板采用控制轧制+离线淬火+回火工艺;这不仅制造工序多、制造周期长、制造成本高,而且制造过程耗能也相对较高(钢板轧制结束并自然空冷至室温,随后进行抛丸处理后,再次加热到淬火温度),不利于节能与环保,而且采用离线淬火+回火工艺不能充分发挥合金元素淬透、淬硬性潜能,元素的淬透、淬硬性不能得到最大程度地发挥,因此为获得相同强度、韧性水平,必须添加更多的合金元素(尤其ni、mo、cr等),这不仅进一步增加了制造成本,而且损害钢板的焊接性,尤其对于高强度调质钢板,焊接冷裂敏感性大幅度提高,需要在更高温度下焊接预热与后热(即pwht)、合适的焊接热输入量范围更窄,相应地加工制作成本也就大幅度提高。
8、中国专利cn201210209649“无镍高韧性80公斤级高强钢及其制造方法”,虽然采用无添加cu、ni等贵重合金元素、在线调质工艺dq+t工艺成功开发出,性能优异的800mpa级调质钢板,但低温韧性不能满足-40℃低温要求,且钢板不能采用无预热焊接、焊接热输入也不能高于50kj/cm;更为重要的是所有发明钢板上述开发的钢板均未涉耐腐蚀之要求,不能满足特殊大型重型钢结构(如大跨度公铁桥梁结构、海洋工程结构及巨型船用浮吊等)设计安全要求。
技术实现思路
1、本发明的目的在于提供一种高韧性低屈强比与低纵横向强度各向异性800mpa级耐候钢板及其制造方法,该钢板在获得母材耐候钢板高强度、优异的低温韧性、低屈强比、高耐候性及低的纵/横向强度各向异性的同时,大热输入焊接时haz的低温韧性也同样优异,该钢板的屈服强度≥650mpa、抗拉强度≥770mpa、低屈强比(≤0.86)、低纵横向强度各向异性(即纵/横向强度差≤50mpa),焊接性优良,焊前预热温度≤50℃、可承受50kj/cm的焊接热输入;-40℃冲击韧性kv2≥120j,焊接热影响区(haz)-40℃akv≥70j,特别适用于寒冷地区的海洋平台、跨海大桥钢结构、水电金属结构构件、港口机械及工程机械等,并且能够实现低成本稳定批量工业化生产。
2、为达到上述目的,本发明的技术方案是:
3、高韧性、低屈强比与低各向异性tmcp耐候钢板是厚板产品中难度最大的品种之一,其原因是该类钢板不仅要求低c、低pcm、高强度、优良的低温韧性、抗疲劳性能、耐候性及低屈强比与低各向异性,而且钢板还要能够承受大热输入焊接,焊接热影响区低温冲击韧性优良,但是这些性能要求很难同时满足:a)低c、低pcm与高强度、低屈强比;b)高强度、高韧性、耐候性与低屈强比、纵横/向强度的低各向异性;c)高强度、耐候性与优良焊接性尤其大热输入焊接性。
4、上述性能在成分设计和tmcp工艺设计上相互冲突、很难调和:当降低c含量、低pcm时,很难实现钢板的高强度和低屈强比;在提高强度、低温韧性及耐候性的同时,很难实现钢板低屈强比与低的纵横向强度各向异性;在钢板获得高强度、高耐候性时,钢板焊接性尤其大热输入钢板很难保证。
5、如何平衡低pcm、高强度、高韧性、高耐候性、低屈强比、低的纵横向强度各向异性及大热输入焊接性是本发明最大的难点之一,也是关键核心技术;因此本发明在关键技术路线、成分和工艺设计上,综合了影响钢板的高强度、高韧性、低屈强比、低的纵横向强度各向异性及大热输入焊接性等关键因素。
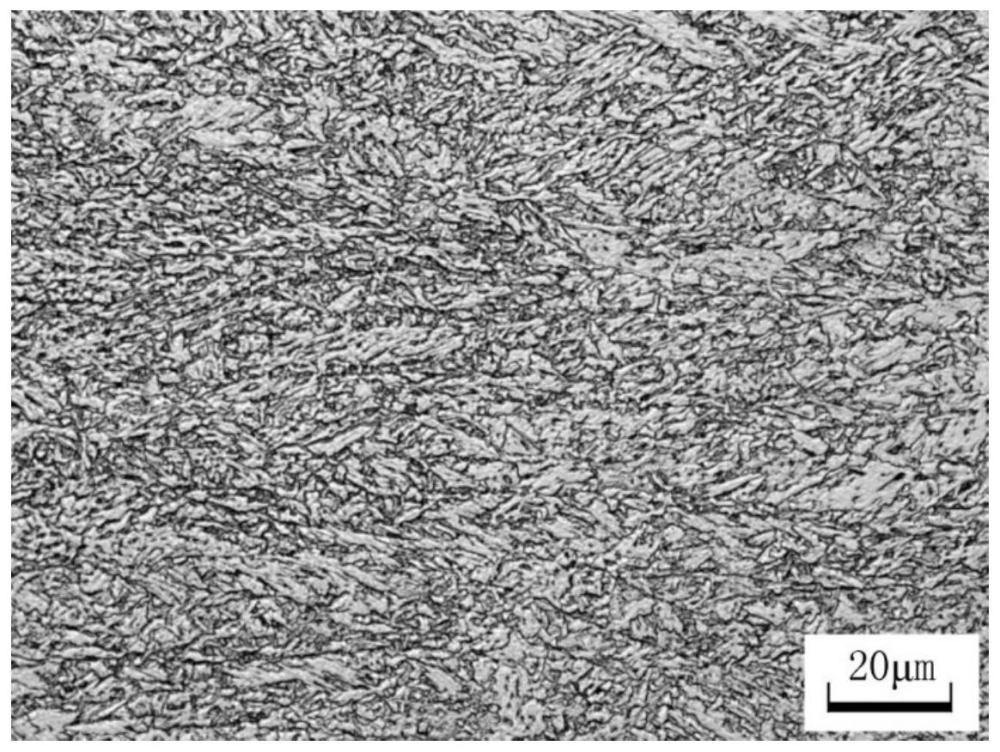
6、本发明从合金设计入手,采用低碳c-低mn系低合金钢作为基础,(低c-中mn-低(cu+ni+mo)合金化-nb微合金化-超微ti处理的成分体系)尽可能提高钢中als的含量且als/n≥12、pcm≤0.26%、低n含量、(cu+ni+cr+mo)合金化且耐候性指数i≥6.15、ti+nb微合金化、ca处理且ca/s比控制在1.0~3.0之间及ca×s0.28≤2.0×10-3等合金优化组合设计,优化tmcp工艺:[(%nb)×ξ×105]/[ζ×h×(t开轧)]≤3.70、[ξ×(t开冷)×(diol)×(vc)]/[(t停冷)×h]≥1340,使成品耐候钢板显微组织为均匀细小的低碳下贝氏体,显微组织平均晶团尺寸在20μm以下,在获得母材耐候钢板高强度、优异的低温韧性、低屈强比、高耐候性及低的纵/横向强度各向异性的同时,大热输入焊接时haz的低温韧性也同样优异。
7、具体的,本发明所述的高韧性低屈强比与低纵横向强度各向异性800mpa级耐候钢板,其成分重量百分比为:
8、c:0.060%~0.010%
9、si:≤0.40%
10、mn:1.00%~1.40%
11、p:≤0.015%
12、s:≤0.003%
13、cu:0.25%~0.45%
14、ni:0.15%~0.55%
15、cr:0.40%~0.70%
16、mo:0.05%~0.35%
17、nb:0.010%~0.040%
18、ti:0.008%~0.016%
19、als:0.040%~0.070%
20、n:≤0.0050%
21、ca:0.0010%~0.0035%
22、余量包含fe和其它不可避免的夹杂;且须同时满足如下关系:
23、pcm≤0.26%,且als/n≥12;其中,pcm为钢板焊接冷裂纹敏感指数,pcm=c+si/30+(mn+cu+cr)/20+ni/60+mo/15+v/10+5b,单位,%;
24、耐候性指数i≥6.15;
25、i=26.01cu+3.88ni+1.2cr+1.49si+17.28p-7.29cu×ni-9.10ni×p-33.39cu2;
26、[(%nb)×ξ×105]/[ζ×h×(t开轧)]≤3.70,
27、其中,
28、h为成品钢板厚度,单位,mm;
29、ξ为未再结晶控轧累计压下率,单位,%;
30、t开轧为未再结晶控轧的开轧温度,单位,℃;
31、ζ为宽展比,即成品钢板宽度/板坯宽度;
32、[ξ×(t开冷)×(diol)×(vc)]/[(t停冷)×h]≥1340;
33、其中,
34、ξ为未再结晶控轧累计压下率,单位,%;
35、t开冷为加速冷却的开始温度,单位,℃;
36、t停冷为加速冷却的停止温度,单位,℃;
37、diol为在线淬透性指数,diol=0.513c0.5(1+0.7si)(1+3.33mn)(1+0.35cu)(1+0.36ni)(1+2.16cr)(1+3mo)(1+1.75v)(1+1.77al)×25.4,单位,mm;
38、vc为钢板加速冷却速度,单位,℃/s;
39、h为成品钢板厚度,单位,mm;
40、ca/s比,控制在1.0~3.0之间及ca×s0.28≤2.0×10-3。
41、进一步,余量为fe和其它不可避免的夹杂;
42、本发明所述钢板的屈服强度≥650mpa、抗拉强度≥770mpa、-40℃的夏比冲击功kv2(单个值)≥120j、屈强比≤0.86、纵横向强度各向异性即纵/横向强度差≤50mpa,焊前预热温度≤50℃、可承受50kj/cm的焊接热输入。
43、在本发明所述钢板的成分设计中:
44、c对tmcp耐候钢板的强度、低温韧性、延伸率及焊接性尤其大热输入焊接性影响很大,从改善耐候钢板的低温韧性、大热输入焊接性角度,希望钢中c含量控制得相对较低;但是从耐候钢板的强度、低温韧性、低屈强比与低纵横向强度各向异性控制及生产制造过程中显微组织控制与制造成本的角度,c含量不宜控制得过低;过低c含量易导致屈强比居高不下,且晶界迁移率过高,母材钢板与焊接haz显微组织晶粒粗大且易产生混晶,而且钢中c含量过低可造成晶界弱化,严重劣化母材钢板与焊接haz的低温韧性;因此,c含量合理范围为0.06%~0.10%。
45、si促进钢水脱氧并能够提高耐候钢板强度,但是采用al脱氧的钢水,si的脱氧作用不大,si虽然能够提高耐候钢板的强度,但是si严重损害耐候钢板的低温韧性、延伸率及焊接性,尤其对于合金含量较高的高强耐候钢,大热输入焊接时,si不仅促进m-a岛形成、形成的m-a岛尺寸较为粗大且分布不均匀,严重损害焊接热影响区(haz)的低温韧性,因此钢中的si含量应尽可能控制得低,考虑到si具有一定的耐候作用及炼钢过程的经济性和可操作性,si含量控制在0.40%以下。
46、mn作为最重要的合金元素在钢中除提高耐候钢板的强度外,还具有扩大奥氏体相区、降低ar3点温度、细化tmcp耐候钢板晶粒而提高耐候钢板强度(细晶强化作用)、改善耐候钢板低温韧性(细晶韧化)、抗疲劳特性的作用、促进低温相变组织形成(相变强度作用)而提高耐候钢板强度的作用;然而mn在钢水凝固过程中容易发生偏析,尤其mn含量较高时,不仅会造成浇铸操作困难,而且容易与c、p、s等元素发生共轭偏析现象,尤其钢中c含量较高时,加重铸坯中心部位的偏析与疏松,严重的铸坯中心区域偏析在后续的tmcp及焊接过程中易形成异常组织,导致耐候钢板低温韧性低下和焊接接头出现裂纹,此外对于高强tmcp耐候钢板而言,mn含量过高时,不仅造成钢板低温韧性、延伸率及焊接性急剧恶化,而且导致钢板屈强比、纵横向强度各向异性急剧增加及耐候性劣化;因此适合mn含量为1.00%~1.40%。
47、p作为钢中有害夹杂对耐候钢的机械性能,尤其低温冲击韧性、延伸率及焊接性具有巨大的损害作用,理论上要求越低越好;但考虑到p具有优良的耐候作用、炼钢可操作性和炼钢成本,对于要求可大线能量焊接、-40℃韧性、高强度及可大热输入焊接的tmcp耐候钢板,p含量需要控制在≤0.015%。
48、s作为钢中有害夹杂对耐候钢的低温韧性、焊接性、抗疲劳性能及耐候性具有很大的损害作用,更重要的是s在钢中与mn结合,形成mns夹杂物,在热轧过程中,mns的可塑性使mns沿轧向延伸,形成沿轧向mns夹杂物带,不仅严重损害耐候钢板的低温冲击韧性、延伸率、z向性能、抗疲劳性能及焊接性(尤其大热输入焊接性),而且造成纵横向强度、韧性的严重各向异性;同时s还是热轧过程中产生热脆性的主要元素,理论上要求越低越好;但考虑到炼钢可操作性、炼钢成本和物流顺畅原则,对于要求可大线能量焊接、-40℃韧性、高强度、低纵横向强度各向异性及可大热输入焊接的tmcp耐候钢板,s含量需要控制在≤0.003%。
49、cu是主要的耐候性元素,也是奥氏体稳定化元素,添加cu也可以降低ar1、ar3点温度,提高钢板耐大气腐蚀性,细化tmcp耐候钢板显微组织,改善tmcp耐候钢板低温韧性;但是cu添加量过多,高于0.45%,不仅容易造成铜脆、铸坯表面龟裂、耐候性降低、内裂问题及尤其大厚度耐候钢板抗冲击载荷断裂特性(即塑韧性)、焊接接头性能劣化,而且导致耐候钢板屈强比、纵横向强度各向异性居高不下;同时考虑到cu是比较贵重合金元素,从成本效益考虑,cu的上限控制在0.55%为宜。cu添加量过少,低于0.25%,耐候作用较小;因此cu含量控制在0.25%~0.45%之间。
50、添加ni不仅可以降低bcc晶体结构位错点阵摩擦力(即p-n力)、提高铁素体相低温位错可动性、促进位错交滑移,改善铁素体本征塑韧性;此外,ni作为强奥氏体稳定化元素,大幅度降低ar1、ar3点温度,提高奥氏体向铁素体相变的驱动力,导致奥氏体在更低温度下发生相变,大幅度细化tmcp耐候钢板显微组织,提高裂纹穿过铁素体晶粒的扩展阻力,大幅度提高tmcp耐候钢板低温韧性,因此ni具有同时提高tmcp耐候钢板强度、低温韧性而不降低延伸率之功效(即塑韧性);钢中加ni还可以降低含铜钢的铜脆现象,减轻热轧过程的晶间开裂,提高钢板的耐大气腐蚀性。因此从理论上讲,钢中ni含量在一定范围内越高越好,但是过高的ni含量不仅会硬化焊接热影响区、对耐候钢板的焊接性、焊接接头韧性性能不利,而且大幅度提高耐候钢板的屈强比、纵横向强度各向异性及耐候钢板的合金成本(ni是贵重合金元素);因此ni含量控制在0.15%~0.55%之间。
51、对于耐候钢而言,cr元素促进致密非晶氧化层作用较大,耐候钢中添加一定数量的cr是必不可少的;加入一定数量的cr(≤0.70%)可以在不损害钢板的低温韧性、弯曲冷加工的条件下,提高钢板的耐候性;但如果加入cr含量过少(<0.40%),cr对钢板耐候性贡献较小,达不到高耐候性要求;加入过多(>0.70%),损害耐候钢板的低温韧性、弯曲冷加工性,尤其损害耐候钢板焊接性、钢板不能承受大热输入焊接,焊接热影响区低温韧性劣化(焊接热影响区形成粗大的羽毛状上贝氏体组织);因此cr含量控制在0.40%~0.70%之间。
52、添加mo可以大幅度提高耐候钢板的淬透性,促进贝氏体/马氏体低温相变组织形成,改善耐候钢板回火特性及回火工艺窗口,改善回火后耐候钢板强韧性、强塑性匹配;但是mo作为强碳化物形成元素,当mo添加过多时,不仅严重损害耐候钢板低温冲击韧性、延伸率、焊接性,而且大幅度提高耐候钢板屈强比、纵横向强度各向异性及生产成本;因此综合考虑mo的相变强化作用、对母材钢板低温韧性、延伸率、焊接性、屈强比及纵横向强度的各向异性的影响,mo含量控制在0.05%~0.35%。
53、钢中添加微量的nb元素目的是进行未再结晶控制轧制、细化耐候钢板晶粒尺寸、提高tmcp耐候钢板强度和韧性,当nb添加量低于0.010%时,除不能有效发挥的控轧作用之外,对tmcp耐候钢板强韧化能力也不足;当nb添加量超过0.040%时,不仅造成耐候钢板的屈强比、纵/横向强度各向异性及钢板的合金成本(nb也是贵重合金元素)居高不下;而且大热输入焊接条件下诱发上贝氏体(bu)形成和nb(c,n)二次析出脆化作用,严重损害大热输入焊接热影响区(haz)的低温韧性,因此nb含量控制在0.010%~0.040%之间,获得最佳的控轧效果、实现tmcp耐候钢板强韧性/强塑性匹配、低屈强比、低纵横向强度的同时,又不损害耐候钢板较大热输入焊接性。
54、钢中加入微量的ti目的是与钢中n结合,生成稳定性很高的tin粒子,抑制耐候钢板晶粒及焊接haz区晶粒长大;钢中添加的ti含量要与钢中的n含量匹配,匹配的原则是tin不能在液态钢水中析出而必须在固相中析出;因此tin的析出温度必须确保低于1400℃;当钢中ti加入量过少(<0.008%),形成tin粒子数量不足,不足以抑制tmcp及焊接热循环过程中奥氏体晶粒长大而改善耐候钢板的低温韧性与焊接性;加入ti含量过多(>0.016%)时,tin析出温度超过1400℃,部分tin颗粒在钢液凝固过程中析出大尺寸的tin粒子,这种大尺寸tin粒子不但不能抑制晶粒长大,反而成为裂纹萌生的起始点;因此ti含量的最佳控制范围为0.008%~0.016%。
55、钢板中的als能够固定钢中的自由[n],降低焊接热影响区(haz)自由[n],改善较大热输入焊接haz的低温冲击韧性作用;但钢中加入过量的als不但会在钢中形成大量弥散的针状al2o3夹杂物,损害耐候钢板低温冲击韧性和焊接性,根据耐候钢板成分体系分析,最佳als含量控制在0.040%~0.070%之间。
56、n的控制范围与ti的控制范围相对应,对于控制耐候钢板晶粒、改善耐候钢板低温韧性及焊接性;n含量过低,生成tin粒子数量少、尺寸大,不能起到控制钢板晶粒的作用而改善钢板低温韧性与焊接性,反而对钢板低温韧性与焊接性有害;但是n含量过高时,钢中自由[n]增加,尤其大线能量焊接条件下热影响区(haz)自由[n]含量急剧增加,严重损害haz低温韧性及弯曲冷加工性,恶化钢的加工使用特性。因此n含量控制在≤0.0050%。
57、对钢进行ca处理,一方面可以进一步纯洁钢液,另一方面对钢中硫化物进行变性处理,使之变成不可变形的、稳定细小的球状硫化物、抑制s的热脆性、提高耐候钢板的低温韧性、延伸率及z向性能、改善耐候钢板韧性的纵横向强度与韧性的各向异性与焊接性,此外采用ca处理,改善高酸溶铝钢水的浇注性;ca加入量的多少,取决于钢中s含量的高低,ca加入量过低,处理效果不大;ca加入量过高,形成ca(o,s)尺寸过大,脆性也增大,可成为断裂裂纹起始点,降低钢的低温韧性、延伸率及钢板的焊接性,同时还降低钢质纯净度、污染钢液。一般控制ca含量按essp=(wt%ca)[1-1.24(wt%o)]/1.25(wt%s),其中essp为硫化物夹杂形状控制指数,取值范围0.80~4.00之间为宜,因此ca含量的合适范围为0.0010%~0.0035%。
58、本发明成分设计中还特别要求:
59、pcm≤0.26%,且als/n≥12;a)改善耐候钢板焊接性,确保耐候钢板具有大热输入焊接性;b)消除大热输入焊接热影响区自由[n]含量,改善焊接热影响区显微组织(形成高密度细小aln粒子,钉扎奥氏体晶粒长大,细化haz的显微组织)与低温韧性与止裂特性(消除haz的自由[n],消除自由[n]脆化作用)。其中,pcm为钢板焊接冷裂纹敏感指数,pcm=c+si/30+(mn+cu+cr)/20+ni/60+mo/15+v/10+5b,单位为%。
60、耐候性指数i≥6.15;确保钢板具有优良的耐候性,其中i=26.01cu+3.88ni+1.2cr+1.49si+17.28p-7.29cu×ni-9.10ni×p-33.39cu2。
61、[(%nb)×ξ×105]/[ζ×h×(t开轧)]≤3.70,确保耐候钢板在获得高韧性的同时,耐候钢板具有低屈强比、低的纵横向强度各向异性;其中,h为成品钢板厚度,单位mm;ξ为未再结晶控轧累计压下率,单位%;t开轧为未再结晶控轧的开轧温度,单位℃;ζ为宽展比,即成品钢板宽度/板坯宽度;这是本发明关键核心技术之一。
62、[ξ×(t开冷)×(diol)×(vc)]/[(t停冷)×h]≥1340;确保在低c、低钢板焊接冷裂纹敏感指数pcm条件下,钢板具有高强度、高韧性、低屈强比的同时,钢板大热输入焊接性与耐候性优良,并成功消除了耐候钢板低c、低钢板焊接冷裂纹敏感指数pcm,与高强度、高韧性、低屈强比、低的纵横向强度各向异性之间的相互对立、很难兼容的矛盾。其中,ξ为未再结晶控轧累计压下率,单位%;t开冷为加速冷却的开始温度,单位℃;t停冷为加速冷却的停止温度,单位℃;diol为在线淬透性指数,diol=0.513c0.5(1+0.7si)(1+3.33mn)(1+0.35cu)(1+0.36ni)(1+2.16cr)(1+3mo)(1+1.75v)(1+1.77al)×25.4,单位mm;vc为钢板冷却速度,单位为℃/s;h为成品钢板厚度,单位mm;这是本发明关键核心技术之一。
63、ca处理且ca/s比控制在1.0~3.0之间及ca×s0.28≤2.0×10-3:确保硫化球化且夹杂物对低温韧性和焊接性影响降低到最小的同时,ca(o,s)粒子均匀细小分布在钢中,抑制大热输入焊接热影响区奥氏体晶粒长大,降低钢板纵横向性能(强度、韧性)各向异性、改善钢板大热输入焊接热影响区的低温韧性。
64、以上关系式中的成分数据按百分数计算,如碳含量为0.10%,关系式计算时,用0.10带入计算即可。
65、本发明所述的高韧性低屈强比与低纵横向强度各向异性800mpa级耐候钢板的制造方法,其包括如下步骤:
66、1)冶炼、铸造
67、按上述成分冶炼,铸造采用连铸浇铸,中间包浇注过热度控制在7~26℃,拉速控制在0.6~1.0m/min,结晶器液面波动控制在≤5mm;
68、2)板坯加热
69、板坯加热温度控制在1080~1180℃;
70、3)轧制,轧制宽展比≥1.3
71、第一阶段为普通轧制,采用轧机最大轧制能力进行连续轧制;
72、第二阶段采用未再结晶控制轧制,开轧温度t开轧为750~850℃,轧制道次压下率≥7%,累计压下率≥50%,终轧温度为740~790℃;且,同时需要满足:[(%nb)×ξ×105]/[ζ×h×(t开轧)]≤3.70,
73、其中,
74、h为成品钢板厚度,单位,mm;
75、ξ为未再结晶控轧累计压下率,单位,%;
76、t开轧为未再结晶控轧的开轧温度,单位,℃;
77、ζ为宽展比,即成品钢板宽度/板坯宽度;
78、4)冷却
79、控轧结束后,钢板立即运送到加速冷却设备处,对钢板进行加速冷却,开冷温度t开冷为720~760℃,冷却速度vc≥5℃/s,停冷温度t停冷为200~350℃,随后钢板自然空冷至室温;且,同时需要满足:
80、[ξ×(t开冷)×(diol)×(vc)]/[(t停冷)×h]≥1340;
81、其中,
82、ξ为未再结晶控轧累计压下率,单位,%;
83、t开冷为加速冷却的开始温度,单位,℃;
84、t停冷为加速冷却的停止温度,单位,℃;
85、diol为在线淬透性指数,diol=0.513c0.5(1+0.7si)(1+3.33mn)(1+0.35cu)(1+0.36ni)(1+2.16cr)(1+3mo)(1+1.75v)(1+1.77al)×25.4,单位,mm;
86、vc为钢板冷却速度,单位,℃/s;
87、h为成品钢板厚度,单位,mm;
88、5)回火
89、回火温度为220~350℃,在炉时间t为成品钢板h厚度1.0~3.0倍,
90、回火结束后钢板自然空冷至室温。
91、优选的,步骤4)中,当钢板厚度≥50mm时,钢板进行缓冷,缓冷工艺为不低于150℃保温24小时以上,随后钢板自然空冷至室温。
92、在本发明所述钢板的制造方法中:
93、1)板坯加热温度控制在1080℃~1180℃之间,确保钢中nb在板坯加热过程中全部固溶到奥氏体中去的同时,板坯奥氏体晶粒不发生反常长大。
94、2)为确保钢板具有低纵横向强度各向异性,轧制宽展比≥1.3。
95、第一阶段为普通轧制,采用轧机最大轧制能力进行连续轧制,最大程度提高轧线产能的同时,确保形变钢坯发生再结晶,细化奥氏体晶粒。
96、第二阶段采用未再结晶控制轧制,根据上述钢中nb元素含量范围,为确保未再结晶控轧效果,控轧开轧温度控制在750℃~850℃,轧制道次压下率≥7%,累计压下率≥50%,终轧温度740℃~790℃;且,同时需要满足:[(%nb)×ξ×105]/[ζ×h×(t开轧)]≤3.70。
97、研究表明,nb含量越高,ξ未再结晶控轧累计压下率越大,开轧温度t开轧越低,屈强比越高,各向异性越大;但nb含量越高,钢板韧性越好;相反,ζ宽展比越大,厚度h越大,屈强比越低,各向异性越小。
98、nb含量越高、未再结晶控轧开轧温度越低,叠加高的未再结晶区压下率ξ,奥氏体扁平化程度越高,奥氏体内部位错及形变带密度越高,下贝氏体的形核点越多,下贝氏体的晶团尺寸越小,韧性越好;位错密度越高,钢板的应变强化程度越高,钢板的屈强比越高;相反,宽展比ζ越大,钢板内部纵横向组织均匀性越高,各向异性越小;钢板厚度效应,导致钢板越厚,部奥氏体内部位错及形变带密度越低,下贝氏体的形核点越少,下贝氏体的晶团尺寸越大,位错密度越底,钢板的屈强比越低,韧性越差。
99、通过上述关系式,确保了耐候钢板在获得高韧性的同时,耐候钢板具有低屈强比、低的纵横向强度各向异性。
100、3)控轧结束后,钢板立即以辊道的最大输送速度运送到加速冷却设备处,随即对钢板进行加速冷却;钢板开冷温度t开冷为720℃~760℃,冷却速度vc≥5℃/s,停冷温度t停为200℃~350℃,随后钢板自然空冷至室温;且,同时需要满足:[ξ×(t开冷)×(diol)×(vc)]/[(t停冷)×h]≥1340;
101、随着t开冷升高,相变过冷度δt越大(t开冷―贝氏体开始相变温度),相变驱动力越大,下贝氏体板条长大速度越大,下贝氏体晶团尺寸越大、下贝氏体含量越高;而未再结晶控轧累计压下率ξ越高,奥氏体扁平化程度越高,奥氏体内部位错及形变带密度越高,下贝氏体的形核点越多,同时,奥氏体内部位错密度越高,位错胞状结构cell越小,位错胞壁越稳定,对贝氏体板条长大的阻碍越大,下贝氏体的晶团尺寸越小;位错密度越高、下贝氏体形核位置越多,奥氏体的稳定性越差,形成下贝氏体的潜能越小,下贝氏体含量越少;在加速冷却过程中,两者相互作用形成均匀细小的下贝氏体;
102、在线淬透性指数diol越高,钢板的淬透性越高,冷却速度vc越大,t停冷越低,下贝氏体含量越高;而钢板厚度越厚,在相同的冷却速度和相同的在线淬透性指数diol条件下,钢板的下贝氏体含量越低。
103、通过上述参数的耦合关系式,确保了钢板具有高强度、高韧性、低屈强比的同时,钢板大热输入焊接性与耐候性优良,并成功消除了耐候钢板低c、低钢板焊接冷裂纹敏感指数pcm,与高强度、高韧性、低屈强比、低的纵横向强度各向异性之间的相互对立、很难兼容的矛盾。
104、本发明的有益效果:
105、本发明钢板通过降低贵重合金元素含量,主合金元素、微合金元素及夹杂物元素之间匹配组合设计,并与tmcp制造工艺相结合,低成本地生产出综合性能优良的tmcp型耐候钢板,该发明耐候钢板不仅具有高强度、高韧性、低屈强比、低纵横向强度各向异性,而且钢板具有优良的耐候性与焊接性尤其可较大热输入焊接,大幅度地缩短了钢结构的制造周期、实现钢结构免涂装,为施工企业创造巨大的价值,实现了钢板制造与使用过程的绿色环保。
106、钢板的高性能高附加值集中表现在钢板的高强度、高韧性及优良耐候性与低屈强比、低纵横向强度各向异性及优良焊接性的完美匹配,成功地解决了:
107、①低c、低pcm与高强度、低屈强比之间;
108、②高强度、高韧性及优良耐候性与低屈强比、纵横/向强度的低各向异性之间;
109、③高强度、优良耐候性与优良焊接性尤其较大热输入焊接之间在成分设计与tmcp工艺设计上相互冲突、很难调和的矛盾,极大地提高了大型重钢结构的安全性、稳定性、耐久性;良好的焊接性(尤其可大热输入焊接)节省了用户企业钢结构制造的成本、缩短了用户钢结构制造的时间,优良耐候性消除了钢结构表面防锈涂装,不仅为用户创造了巨大的价值,更重要的是降低碳排放(焊前低预热、焊后无需热处理、高效率焊接)、减少了表面涂装对环境的污染与毒害,因而此类钢板还是高附加值、全寿命绿色环保性的产品。
- 还没有人留言评论。精彩留言会获得点赞!