一种镶仿形镍芯合金铜口模的加工工艺以及加工设备的制作方法
本发明涉及铜口模加工,特别是一种镶仿形镍芯合金铜口模的加工工艺以及加工设备。
背景技术:
1、口模是毛坯件经正火处理一种塑料管成型用模具,现有技术中,在铜口模生产结束后,需要对铜口模进行喷焊等操作,但在对现有的铜口模进行喷焊操作时,容易出现喷焊开裂、脱落等问题,并在制作过程中,需要进行加工二次成型,加工工序较多,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种镶仿形镍芯合金铜口模的加工工艺以及加工设备,解决了现有的背景技术问题。
2、实现上述目的本发明的技术方案为:一种镶仿形镍芯合金铜口模,铜口模成分包括镍、铝、锌、硅、铁、锰以及铜,铜口模成分的各比例如下:镍12%、铝10.5%、锌9.5%、硅1%、铁1.2%、锰0.1%,剩余成分为铜。
3、所述铜口模中允许含有0%~0.1%的锡、0%~0.15%的铅、0%~0.15%的磷以及0%~0.05的硫。
4、其特征在于,所述仿形镍芯成分的各比例如下:碳≤0.2%、硅3%~3.5%、铁≤1%、铬≤1%、硼2%~2.5%、剩余成分为镍。
5、一种镶仿形镍芯合金铜口模的加工工艺,包括如下步骤:步骤s1、制作仿形镍芯,步骤s2、制作凹凸铝型板,步骤s3、完成砂型,步骤s4、原料配比,步骤s5、检测微调,步骤s6、熔炼浇注,步骤s7、冷却;
6、s1:通过权利要求3所述的成分配比对金属进行熔炼,并制作成型仿形镍芯,将镍芯的外型按照口模的形状设计,使得加工后的镍芯壁厚均匀性一致,制瓶使用时一周热量均匀,制作结束后的仿形镍芯硬度会达到hrc37-42;
7、s2:对凹凸铝型板进行制备,并将制备后的凹凸铝型板与粘土砂垂直造型机内部进行安装;
8、s3:用粘土砂垂直造型机完成砂型,并在造型时将提前做好的仿形镍芯加温后放于型砂小口端;
9、s4:进行配料,将铜锭、铝、锌、镍、铁等微量合金元素按照权利要求1中的比例进行精准配比;
10、s5:通过光谱对铜水成份检测、微调达到所需的要求;
11、s6:严格控制出炉及浇注温度,将熔炼温度控制在1300°,出炉温度1280°,浇注温度1210°,冷却时间4小时,温度过高镍芯会因壁薄变形造成报废,温度低了不易粘合;
12、s7:冷却、出件、去除水冒口,完成对镶仿形镍芯合金铜口模的制备。
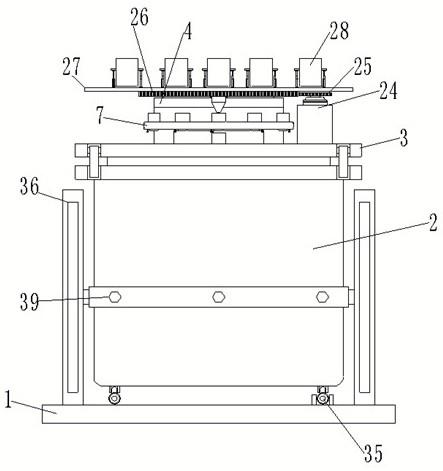
13、一种镶仿形镍芯合金铜口模的加工设备,包括底座、熔炼炉以及炉盖,所述熔炼炉设置于所述底座顶部,所述熔炼炉底部与所述底座通过倾倒结构连接,所述炉盖与所述熔炼炉顶部连接,所述顶盖顶部分别安装有自动上料结构以及自动称重结构;
14、所述自动称重结构包含有:支撑架、输送漏斗、第一驱动电机、第一转盘、若干称重组件、进料口、若干连接弹簧、若干触发块以及触发按钮;
15、所述支撑架安装于所述顶盖顶部,所述输送漏斗设置于所述支撑架上侧前端,所述第一驱动电机安装于所述支撑架下侧,所述第一转盘底部中间部分与所述第一驱动电机驱动端顶部连接,若干所述称重组件均匀设置于所述第一转盘上,所述进料口开设于所述顶盖顶部,若干所述连接弹簧均匀安装于所述第一转盘底部,若干所述触发块分别安装于若干所述连接弹簧底部,所述触发按钮安装于所述进料口顶部一侧,且所述触发块与所述触发按钮位于同一水平面。
16、若干所述称重组件,其中一个包含有:称重仓、横板、电子秤、推板、两个第一电动推杆、两个连接绳、收线马达、收线辊、两个滑动板、两个驱动马达、两个转动凸轮以及排料口;
17、所述称重仓嵌装于所述第一转盘上,所述横板设置于所述称重仓内部,且所述横板后侧与所述称重仓后侧内壁铰接,所述电子秤安装于所述横板顶部,所述推板设置于所述电动秤上侧,两个所述第一电动推杆安装于所述电子秤上侧,所述推板后侧分别与两个所述第一电动推杆输出端连接,两个所述连接绳一端分别与横板顶部两侧铰接,另一端贯穿所述称重仓后侧内壁与收线辊连接,所述收线马达驱动端与所述收线辊一端连接,两个所述滑动板分别与称重仓两侧内壁铰接,两个所述驱动马达安装于所述称重仓后侧,且两个所述驱动马达驱动端贯穿所述称重仓壁面,分别与两个所述转动凸轮连接,所述排料口设置于所述称重仓底部中间部分。
18、所述自动上料结构包含有:第二驱动电机、主动齿轮、从动齿圈、第二转盘、若干升降斗、两个限位块、若干转动组件以及若干第二电动推杆;
19、所述第二驱动电机安装于所述炉盖顶部,所述主动齿轮与所述第二驱动电机驱动端连接,所述第二转盘底部与所述支撑架顶部转动连接,所述从动齿圈安装于所述第二转盘底部,且所述主动齿轮与所述从动齿圈相互啮合,若干所述升降斗设置于所述第二转盘顶部,两个所述限位块分别安装于所述输送漏斗顶部两侧,若干所述转动组件分别设置于若干所述升降斗内部,若干所述第二电动推杆驱动端安装于所述第二转盘顶部,且若干所述第二电动推杆输出端分别与若干所述升降斗两侧连接。
20、所述第二转盘上设置有若干圆形通孔,且若干圆形通孔位置分别与若干升降斗位置对应,若干圆形通孔直径大于升降斗外径,若干转动组件以及若干第二电动推杆数量均为若干升降斗数量的二倍。
21、所述转动组件包含有:转动板、伸缩板以及伸缩弹簧;
22、所述转动板两侧分别与所述升降斗前后两侧内壁转动连接,所述伸缩板一端插入到所述转动板内部,所述伸缩弹簧一端与所述伸缩板与转动板插接端连接,另一端与所述转动板内部连接。
23、所述倾倒结构包含有:两个液压推杆、两个限位架、两个升降座、四个限位杆以及连接套;
24、两个所述液压推杆驱动端与所述底座顶部铰接,两个所述限位架安装于底座顶部,且两个所述限位架设为门型,四个所述限位杆分别安装于两个所述限位架内侧,两个所述升降座两端分别与四个所述限位杆滑动连接,所述连接套套设于所述熔炼炉外侧,且所述连接套两侧分别与两个所述升降座内侧转动连接。
25、利用本发明的技术方案制作的一种镶仿形镍芯合金铜口模的加工工艺以及加工设备,有益效果,本技术方案中,是为原铜口模型腔喷焊的基础创新而成,此工艺产品解决了喷焊开裂、脱落,加工两次成型等问题,对于制瓶使用中的一些高端产品提高了口部精度,提升了瓶子合格率,同时设计配料熔炼的一体化设备,以一个整体的釜体实现配料的自动化上料和一体化的熔炼,在釜体上搭配料的自动称重结构以及自动上料结构,配合倾倒结构可以提高自动化程度,提高配比精度,提高设备空间的利用效率同时,控制方便,结构简单。
技术特征:
1.一种镶仿形镍芯合金铜口模,其特征在于,铜口模成分包括镍、铝、锌、硅、铁、锰以及铜,铜口模成分的各比例如下:镍12%、铝10.5%、锌9.5%、硅1%、铁1.2%、锰0.1%,剩余成分为铜。
2.一种镶仿形镍芯合金铜口模,其特征在于,所述铜口模中允许含有0%~0.1%的锡、0%~0.15%的铅、0%~0.15%的磷以及0%~0.05的硫。
3.根据权利要求2所述的一种镶仿形镍芯合金铜口模,其特征在于,所述仿形镍芯成分的各比例如下:碳≤0.2%、硅3%~3.5%、铁≤1%、铬≤1%、硼2%~2.5%、剩余成分为镍。
4.根据权利要求1~3所述的一种镶仿形镍芯合金铜口模的加工工艺,其特征在于,包括如下步骤:步骤s1、制作仿形镍芯,步骤s2、制作凹凸铝型板,步骤s3、完成砂型,步骤s4、原料配比,步骤s5、检测微调,步骤s6、熔炼浇注,步骤s7、冷却;
5.根据权利要求1~4所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,包括底座、熔炼炉以及炉盖,所述熔炼炉设置于所述底座顶部,所述熔炼炉底部与所述底座通过倾倒结构连接,所述炉盖与所述熔炼炉顶部连接,所述顶盖顶部分别安装有自动上料结构以及自动称重结构;
6.根据权利要求5所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,若干所述称重组件,其中一个包含有:称重仓、横板、电子秤、推板、两个第一电动推杆、两个连接绳、收线马达、收线辊、两个滑动板、两个驱动马达、两个转动凸轮以及排料口;
7.根据权利要求5所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,所述自动上料结构包含有:第二驱动电机、主动齿轮、从动齿圈、第二转盘、若干升降斗、两个限位块、若干转动组件以及若干第二电动推杆;
8.根据权利要求7所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,所述第二转盘上设置有若干圆形通孔,且若干圆形通孔位置分别与若干升降斗位置对应,若干圆形通孔直径大于升降斗外径,若干转动组件以及若干第二电动推杆数量均为若干升降斗数量的二倍。
9.根据权利要求7所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,所述转动组件包含有:转动板、伸缩板以及伸缩弹簧;
10.根据权利要求5所述的一种镶仿形镍芯合金铜口模的加工设备,其特征在于,所述倾倒结构包含有:两个液压推杆、两个限位架、两个升降座、四个限位杆以及连接套;
技术总结
本发明公开了一种镶仿形镍芯合金铜口模的加工工艺以及加工设备,铜口模成分包括镍、铝、锌、硅、铁、锰以及铜,铜口模成分的各比例如下:镍12%、铝10.5%、锌9.5%、硅1%、铁1.2%、锰0.1%,剩余成分为铜,本发明的有益效果是,本技术方案中,是为原铜口模型腔喷焊的基础创新而成,此工艺产品解决了喷焊开裂、脱落,加工两次成型等问题,对于制瓶使用中的一些高端产品提高了口部精度,提升了瓶子合格率,同时设计配料熔炼的一体化设备,以一个整体的釜体实现配料的自动化上料和一体化的熔炼,在釜体上搭配料的自动称重结构以及自动上料结构,配合倾倒结构可以提高自动化程度,提高配比精度,提高设备空间的利用效率同时,控制方便,结构简单。
技术研发人员:张胜峰,于艳明,吕振华,赵海胜,辛景春,白永明,杜学骏
受保护的技术使用者:河北荣泰模具科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!