一种柔性磨粒机械切割的线弓在线监测装置及监测方法与流程
1.本发明涉及柔性磨粒加工领域,特别是指一种柔性磨粒机械切割的线弓在线监测装置和监测方法。
背景技术:
2.柔性磨粒机械切割技术因其具有加工效率高、切口损耗小、不受工件材料尺寸约束等优点,被广泛应用于蓝宝石、碳化硅、石材等脆硬性材料的切割。在切割过程中,工件与柔性磨粒工具之间存在接触力,因此切割工具会发生一定程度的弯曲,形成线弓现象。
3.切割过程中出现的线弓现象会在工件表面复现,使工件表面出现与线弓形状相同的锯痕,影响工件表面质量。当线弓角过大时,会导致切割工具断裂,造成材料损失。除此之外,由于工件与柔性磨粒工具的接触位置无法到达设定的坐标点,导致工件形状精度存在偏差。
4.黎振等在发明专利“一种多线切割机线网线弓在线监测装置及方法”(公开号cn106313353a)提出利用距离传感器如超声波距离传感器、激光距离传感器测量线锯偏移距离,通过三角函数关系计算线弓角度。但对于直径尺寸较小的切割工具,当切割过程发生振动时,激光距离传感器无法准确投射在切割工具上导致监测困难。
5.曲东升等在发明专利“光伏硅片切割过程检测线弓的方法和装置”(公开号cn107672071)提出利用带有透明标尺的望远镜头观察线锯纵向高度通过几何角度计算得到线弓角,镜头中央带有十字标识。观察法无法在线得到实时的线弓数据,且人工成本较大。
6.在发明专利“金刚线切割晶棒的控制方法和控制系统“(公开号cn111923261a)通过视觉拍照或投影成像方式测绘、自动计算获得线弓角,通过计算线弓高度判断是否高于阈值,若高于则后退一定距离。视觉拍照的方式同样无法在线得到实时的线弓数据,且视觉处理过程耗时较长。
7.在发明专利“一种用于多线切割机的线弓参数检测装置“(公开号cn113665009a)提出利用三维力测量部件及张力测量部件测量切割过程中物料所受的三维力及金刚石线的张力变化,该发明专利认为引起线弓变化的主要参数为加工力和线锯张力。但相较于直接监测线弓角的数值,通过物料所受的三维力来表征线弓并不直观且准确。
8.由上述可知,柔性磨粒机械切割脆硬性材料时线弓现象会影响切割工件表面质量和形状精度,当线弓角过大时会造成断线导致材料损耗。常用的线弓监测技术主要有激光距离传感器、视觉拍照观察以及力学表征等方式,存在监测困难、人工成本较高、无法在线得到实时的线弓角数据等问题。
技术实现要素:
9.本发明的主要目的在于克服现有技术中的上述缺陷,提出一种柔性磨粒机械切割的线弓在线监测装置和监测方法,极大程度上降低了通过人工观察、拍照等形式所带来的
加工成本,提高了在线监测过程中的稳定性,保证切割过程中线弓角度的全数据监测。
10.本发明采用如下技术方案:
11.一种柔性磨粒机械切割的线弓在线监测装置,所述线弓在线监测装置包括:固定支撑座、电涡流传感器、延伸电缆、振荡器、电荷放大器、电源及线弓数据采集系统;所述电涡流传感器通过所述固定支撑座固定在机床床体上,所述电涡流传感器探头头部靠近切割工具并与进给方向平行;所述振荡器发射高频振荡电流通过所述延伸电缆流入所述电涡流传感器探头,在探头头部的线圈中产生交变磁场;所述电涡流传感器与所述电荷放大器相连将监测得到的电荷信号放大输出到所述线弓数据采集系统。
12.具体地,所述柔性磨粒机械包括但不限于基体为金属的固结磨粒线锯、游离磨粒线锯或绳锯。
13.具体地,所述电涡流传感器与固定支撑座通过圆螺母连接调节所述电涡流传感器水平位置及与被测金属工具间的距离;所述固定支撑座与机床床体通过螺栓连接调节所述电涡流传感器垂直位置。
14.上述一种柔性磨粒机械切割的线弓在线监测装置中,线弓在线监测方法包括:
15.步骤a:安装工件;切割工件用胶粘结在工作台上,切割工件边缘到导轮的水平距离l;
16.步骤b:安装线弓在线监测装置;将电涡流传感器利用螺钉、螺母通过固定支撑座安装在机床床体上,保证电涡流传感器探头横截面与进给方向平行,被测金属工具位于探头中央,金属探头与被测金属工具之间的距离合适;
17.步骤c:输出电荷与线弓角校准及计算;输出电荷与线弓角校准过程在非切割加工状态下进行,控制工作台进给移动,监测输出电荷与移动时间的关系;通过移动速度vf得到进给位移量与移动时间的关系,根据三角函数关系计算线弓角θ与移动时间t的关系:
[0018][0019]
根据输出电荷与移动时间及线弓角与移动时间的数学关系,计算线弓角与输出电荷的数学关系;
[0020]
步骤d:实时显示线弓角;开始切割加工,切割工具与工件之间存在作用力使得切割工具弯曲形成线弓角,电涡流传感器监测切割工具表面电流的变化通过电荷放大器得到输出电荷,通过内嵌数学模型计算在线得到实时线弓角的大小。
[0021]
由上述对本发明的描述可知,与现有技术相比,本发明具有如下有益效果:
[0022]
本发明方案提供了一种柔性磨粒机械切割的线弓在线监测装置及监测方法,通过电涡流传感器的电磁感应原理能够在线实时准确地监测线弓角度,适用于切割工具基体为金属的所有柔性磨粒线锯切割加工,满足许多行业在加工材料方面的要求,极大程度上降低了通过人工观察、拍照等形式所带来的加工成本。并且相较于距离传感器监测方式,提高了在线监测过程中的稳定性,保证切割过程中线弓角度的全数据监测。
附图说明
[0023]
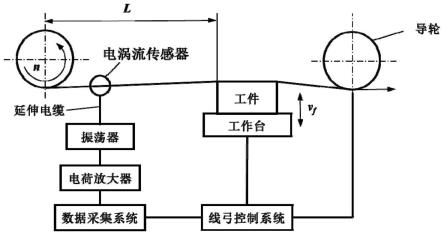
图1是线弓监测装置安装示意图;
[0024]
图2是线弓监测装置结构图;
[0025]
图3是线弓监测装置原理图;
[0026]
图4是输出电荷和时间的数学关系示意图;
[0027]
图5是线弓角和时间的数学关系示意图;
[0028]
图6是线弓角和输出电荷的数学关系示意图;
[0029]
图7是加工过程线弓角在线监测示意图。
[0030]
以下结合附图和具体实施例对本发明作进一步详述。
具体实施方式
[0031]
本发明方案提供了一种柔性磨粒机械切割的线弓在线监测装置及监测方法,通过电涡流传感器的电磁感应原理能够在线实时准确地监测线弓角度,适用于切割工具基体为金属的所有柔性磨粒线锯切割加工,满足许多行业在加工材料方面的要求,极大程度上降低了通过人工观察、拍照等形式所带来的加工成本。并且相较于距离传感器监测方式,提高了在线监测过程中的稳定性,保证切割过程中线弓角度的全数据监测。
[0032]
如图1-2所示,本实施案例提供一种柔性磨粒机械切割的线弓在线监测装置,包括固定支撑座、电涡流传感器、延伸电缆、振荡器、电荷放大器、电源及线弓数据采集系统。所述电涡流传感器通过所述固定支撑座固定在机床床体上,所述电涡流传感器探头头部靠近切割工具并与进给方向平行。所述振荡器发射高频振荡电流通过所述延伸电缆流入所述电涡流传感器探头,在探头头部的线圈中产生交变磁场。所述电涡流传感器与所述电荷放大器相连将监测得到的电荷信号放大输出到所述线弓数据采集系统。
[0033]
所述柔性磨粒机械包括基体为金属的固结磨粒线锯、游离磨粒线锯或绳锯。
[0034]
如图2所示,所述电涡流传感器与支撑座通过圆螺母连接可以调节所述电涡流传感器水平位置及与被测金属工具间的距离。所述支撑座与机床床体通过螺栓连接可以调节所述电涡流传感器垂直位置。
[0035]
如图3所示,所述电涡流传感器的监测原理是当被测金属工具穿过电涡流传感器探头横截面的弦长改变时,金属工具表面产生的感应电流发生变化,与此同时产生的与头部方向相反的交变磁场流经所述电荷放大器输出的电荷信号改变。
[0036]
如图4-7所示,本实施案例提供的一种柔性磨粒机械切割的线弓在线监测方法,包括
[0037]
步骤a:安装工件。切割工件用胶粘结在工作台上,测量工件边缘到导轮的水平距离l。
[0038]
步骤b:安装线弓在线监测装置。将电涡流传感器利用螺钉、螺母通过支撑座安装在机床床体上,保证电涡流传感器探头横截面与进给方向平行,被测金属工具位于探头中央,金属探头与被测金属工具之间的距离合适。
[0039]
步骤c:输出电荷与线弓校准及计算。输出电荷与线弓角校准过程在非切割加工状态下进行,控制工作台进给移动,移动速度为vf,监测输出电荷与移动时间的数学关系,以固结磨粒金刚石线锯单线往复切割为例,当工件水平距离l为285mm,进给速度vf=5mm/min时,监测输出电荷与移动时间的数学关系示意图如图4所示。通过移动速度vf得到进给量与移动时间的数学关系,根据三角函数关系计算线弓角与移动时间的数学关系,如图5所示,线弓角为
[0040][0041]
根据输出电荷与移动时间及线弓角与移动时间的数学关系,拟合计算线弓角与输出电荷的数学关系,如图6所示。
[0042]
步骤d:实时显示线弓角。开始切割加工,切割工具与工件之间存在作用力使得切割工具弯曲形成线弓角,电涡流传感器监测切割工具表面电流的变化通过电荷放大器得到输出电荷,通过内嵌数学模型计算得到在线实时线弓角的大小,如图7所示。
[0043]
本发明方案提供了一种柔性磨粒机械切割的线弓在线监测装置及监测方法,通过电涡流传感器的电磁感应原理能够在线实时准确地监测线弓角度,适用于切割工具基体为金属的所有柔性磨粒线锯切割加工,满足许多行业在加工材料方面的要求,极大程度上降低了通过人工观察、拍照等形式所带来的加工成本。并且相较于距离传感器监测方式,提高了在线监测过程中的稳定性,保证切割过程中线弓角度的全数据监测。
[0044]
上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1