一种兼具高强度及高塑性的轴承钢及其生产工艺的制作方法
1.本发明属于轴承钢技术领域,具体涉及一种兼具高强度及高塑性的轴承钢及其生产工艺。
背景技术:
2.轴承是各类装备最重要的关键基础件之一,轴承钢以其良好的抗疲劳性能、耐磨性能和冷热加工性能等优点,广泛应用于精密机床、冶金设备、重型装备等重大装备领域和风力发电、高铁动车及航空航天等新兴产业领域。随着高端制造业的发展,包括高速精密机床主轴轴承、风力发电机主轴轴承、高速铁路轴箱轴承等均要求高的强度、塑性以及良好的使用寿命。
3.影响轴承钢性能的因素主要归纳为两个方面的问题:钢的纯净度和均匀性。轴承钢的纯净度是指钢中夹杂物的含量和类型,包括有害元素和气体等的种类和含量等。轴承钢的均匀性是指化学成分的均匀性和碳化物的均匀性。随着现代科学技术的发展,对轴承质量提出了更高更严的要求;目前轴承材料的性能差距主要表现在组织均匀性、硬度与塑性等方面稳定控制上不足。
4.因此,提高轴承钢的综合质量成为我国钢铁行业亟需解决的关键问题。
技术实现要素:
5.本发明的目的在于克服现有技术中存在的技术缺陷,提供一种兼具高强度及高塑性的轴承钢及其生产工艺。
6.为了实现以上目的,本发明包括以下步骤:本发明首先提供一种兼具高强度及高塑性的轴承钢,由下列重量百分比的成分组成:c:0.72~0.82%,cr:2.8~3.8%,ni:0.55-0.85%,n:0.02~0.025%,v:0.15~0.25%,mo:0.2-0.25%,mn:0.26~0.45%,si:0.18~0.25%,ta:0.01-0.15%,b:0.001-0.005%,s≤0.005%,p≤0.025%,o:≤0.001%,cu≤0.005%,al:≤0.05%,nb≤0.3%,ti≤0.005%,0.15%≤v +b +nb +ti≤0.35%,余量是fe和不可避免的杂质。
7.c在一定范围内的时候能够增加钢材的强度,但是c含量较高的时候,在高温长时应力作用下会加速了固溶体中合金元素的贫化过程和碳化物相显著聚集现象,从而降低钢的热强性能,增加钢的脆性,所以,为了保证材料在高温下的热强性能,同时需要考虑材料的塑性,需要对碳含量做一定的含量控制,故其含量控制在0.72~0.82%。
8.n在v元素的作用下,对高温抗蠕变强度有积极的作用,但过高的n含量,会降低材料的韧性,故其含量控制在0.02~0.025%。
9.本发明添加v、b、nb、ti,充分发挥其微合金强化作用和控冷细晶强化双重作用;本发明进一步限定了0.15%≤v +b +nb +ti≤0.35%,对于轴承钢而言,ti含量过高会导致轴承钢中形成带尖角的tin、tic或ti(cn),严重影响轴承钢的接触疲劳寿命;nb是强碳化物形成元素,nb元素可以与碳以nbc的形式固定下来,以够提高高温强度,但是含量过高易形成
晶界裂纹,同时会降低塑性;此外,v是强碳化物形成元素,钢中加入v可以与碳形成细小而稳定的合金碳化物,形成高强度的细晶组织,能够提高强度,但是含量过高易形成晶界裂纹。
10.最终,本发明限定0.15%≤v +b +nb +ti≤0.35%,在元素的协同作用下,使得轴承钢的强度和塑性均得到大幅度提高。
11.本发明还提供兼具高强度及高塑性的轴承钢的轧制工艺;(1)按照各化学成分重量称取组分,混合物料,经过冶炼,浇铸成钢坯;热压炉进行热轧;预热段850~880℃,加热段1040~1100℃,均热段1080~1200℃,开轧温度1050~1080℃,钢坯总加热时间为150~240min;(2)将步骤(1)得到的钢坯进行锻造,锻造过程中控制始锻温度为1120-1150℃,终锻温度≥850℃,锻造过程中加热至1180~1220℃,保温1.5-2.5小时;总体锻造比≥7,锻造应变速率为2s-1
~3s-1
,锻后经空冷得到锻件;(3)将空冷后锻件置于氮气气氛下,加热至950~1000℃,保温40~60min进行第一阶段热处理;保温后进行第二阶段热处理,二阶段处理的温度为780~880℃,保温4~6h;保温后进入等温阶段,温度为690~720℃,保温4~6h,处理后空冷至室温;(4)淬火和回火处理;淬火:将步骤(3)处理后的锻件首先进行淬火处理,控制锻件进炉温度≤200℃,升温速率10~20℃/min,加热至860-880℃保温1-2小时后油淬冷却,得到淬火处理后的锻件;回火:将淬火处理后的锻件进行回火处理,控制锻件进炉温度≤300℃,升温速率5-8℃/ min,加热至320-380℃保温2-3.5小时后空冷,得到回火处理后的轴承钢。
12.优选的,步骤(1)中,所述热压炉采用高效步进梁式加热炉,由工业微机和plc构成控制系统,能根据设定参数实现自动燃烧。
13.优选的,步骤(2)中,所述终锻温度为850℃~900℃;总体锻造比为8-10。
14.优选的,步骤(3)中,所述第一阶段热处理的升温速率为15~20℃/min。
15.优选的,步骤(3)中,所述奥氏体化阶段的升温速率为10~15℃/min,加热到温度为780~880℃;然后控制炉内冷却速率为3~5℃/min,使试样在炉内冷却至690~720℃。
16.优选的,步骤(4)中,淬火处理,控制锻件进炉温度120~180℃优选的,步骤(4)中,回火处理,控制锻件进炉温度200~250℃。
17.本发明的优点和技术效果是:(1)本发明限定c为0.72~0.82%,c在一定范围内的时候能够增加钢材的强度,但是c含量较高的时候,在高温长时应力作用下会加速了固溶体中合金元素的贫化过程和碳化物相显著聚集现象,从而降低钢的热强性能,增加钢的脆性,所以,为了保证材料在高温下的热强性能,同时需要考虑材料的塑性,需要对碳含量做一定的含量控制,故其含量控制在0.72~0.82%;n在v元素的作用下,对高温抗蠕变强度有积极的作用,但过高的n含量,会降低材料的韧性,故其含量控制在0.02~0.025%。
18.(2)本发明添加v、b、nb、ti,充分发挥其微合金强化作用和控冷细晶强化双重作用;本发明进一步限定了0.15%≤v +b +nb +ti≤0.35%,对于轴承钢而言,ti含量过高会导致轴承钢中形成带尖角的tin、tic或ti(cn),严重影响轴承钢的接触疲劳寿命;nb是强碳化物形成元素,nb元素可以与碳以nbc的形式固定下来,以够提高高温强度,但是含量过高易
形成晶界裂纹,同时会降低塑性;此外,v是强碳化物形成元素,钢中加入v可以与碳形成细小而稳定的合金碳化物,形成高强度的细晶组织,能够提高强度,但是含量过高易形成晶界裂纹。最终,本发明限定0.15%≤v +b +nb +ti≤0.35%,在元素的协同作用下,使得轴承钢的强度和塑性均得到大幅度提高。
19.(3)本发明设置开锻温度控制在1120-1150℃,终锻温度控制在850~900℃,会减少畸变能的累积,保证发生动态再结晶,降低甚至消除锻件端部开裂的倾向;而结合锻造比为8~10,可以有效打碎铸态组织中形状不规则的液析碳化物,使其分布更加均匀。
20.(4)本发明制备得到了一种兼具高强度及高塑性的轴承钢,其抗拉强度≥2300 mpa,屈服强度≥1700 mpa,兼具良好的断后伸长率和断面收缩率,适用范围广,满足多个行业的要求;同时所采用的生产工艺避免了冷轧前以及轧制过程中需要长时间退火的问题,减少了生产周期,缩短了生产线,降低了生产成本和资源消耗,达到了高强度和高塑性兼顾的目的。
具体实施方式
21.以下结合实例对本发明进行详细描述,但本发明不局限于这些实施例。
22.实施例1:一种兼具高强度及高塑性的轴承钢,由下列重量百分比的成分组成:c:0.75%,cr: 3.4%,ni:0.58%,n:0.021%,v:0.18%,mo:0.22%,mn:0.29%,si:0.23%,ta:0.08%,b:0.003%,s:0.005%,p:0.005%,o:0.001%,cu:0.005%,al:0.03%,nb:0.12%,ti:0.003%,余量是fe和不可避免的杂质。
23.本发明还提供兼具高强度及高塑性的轴承钢的轧制工艺;(1)按照各化学成分重量称取组分,混合物料,经过冶炼,浇铸成钢坯;热压炉进行热轧;预热段860℃,加热段1060℃,均热段1180℃,开轧温度1050℃,钢坯总加热时间为240min;(2)将步骤(1)得到的钢坯进行锻造,锻造过程中控制始锻温度为1120℃,终锻温度880℃,锻造过程中加热至1180℃,保温2.5小时;总体锻造比8,锻造应变速率为3s-1
,锻后经空冷得到锻件;(3)将空冷后锻件置于氮气气氛下,升温速率为15℃/min,加热至960℃,保温60min进行第一阶段热处理;保温后进行第二阶段热处理,二阶段处理的加热速率为10℃/min,温度为880℃,保温4h;保温后以冷却速率为5℃/min冷却至温度为690℃,进入等温阶段,保温6h,处理后空冷至室温;(4)淬火和回火处理;淬火:将步骤(3)处理后的锻件首先进行淬火处理,控制锻件进炉温度160℃,升温速率10℃/min,加热至860℃保温1小时后油淬冷却,得到淬火处理后的锻件;回火:将淬火处理后的锻件进行回火处理,控制锻件进炉温度200℃,升温速率8℃/ min,加热至360℃保温2.5小时后空冷,得到回火处理后的轴承钢。
24.实施例2:一种兼具高强度及高塑性的轴承钢,由下列重量百分比的成分组成:c:0.82%,cr: 2.8%,ni:0.55%,n:0.025%,v:0.15%,mo:0.22%,mn:0.26%,si:0.25%,ta:0.08%,
b:0.003%,s:0.005%,p:0.005%,o:0.001%,cu:0.005%,al:0.03%,nb:0.08%,ti:0.003%,余量是fe和不可避免的杂质。
25.本发明还提供兼具高强度及高塑性的轴承钢的轧制工艺;(1)按照各化学成分重量称取组分,混合物料,经过冶炼,浇铸成钢坯;热压炉进行热轧;预热段880℃,加热段1040℃,均热段1200℃,开轧温度1050℃,钢坯总加热时间为180min;(2)将步骤(1)得到的钢坯进行锻造,锻造过程中控制始锻温度为1120℃,终锻温度850℃,锻造过程中加热至1180℃,保温2.5小时;总体锻造比8,锻造应变速率为2s-1
,锻后经空冷得到锻件;(3)将空冷后锻件置于氮气气氛下,升温速率为15℃/min,加热至1000℃,保温40min进行第一阶段热处理;保温后进行第二阶段热处理,二阶段处理的加热速率为15℃/min,温度为880℃,保温4h;保温后以冷却速率为5℃/min冷却至温度为720℃,进入等温阶段,保温5h,处理后空冷至室温;(4)淬火和回火处理;淬火:将步骤(3)处理后的锻件首先进行淬火处理,控制锻件进炉温度120℃,升温速率20℃/min,加热至860℃保温1.5小时后油淬冷却,得到淬火处理后的锻件;回火:将淬火处理后的锻件进行回火处理,控制锻件进炉温度200℃,升温速率5℃/ min,加热至320℃保温2小时后空冷,得到回火处理后的轴承钢。
26.实施例3:一种兼具高强度及高塑性的轴承钢,由下列重量百分比的成分组成:c:0.74%,cr: 3.6%,ni:0.65%,n:0.02%,v:0.08%,mo:0.2%,mn:0.42%,si:0.18%,ta:0.08%,b:0.003%,s:0.005%,p:0.005%,o:0.001%,cu:0.005%,al:0.03%,nb:0.12%,ti:0.003%,余量是fe和不可避免的杂质。
27.本发明还提供兼具高强度及高塑性的轴承钢的轧制工艺;(1)按照各化学成分重量称取组分,混合物料,经过冶炼,浇铸成钢坯;热压炉进行热轧;预热段880℃,加热段1040℃,均热段1080℃,开轧温度1060℃,钢坯总加热时间为210min;(2)将步骤(1)得到的钢坯进行锻造,锻造过程中控制始锻温度为1150℃,终锻温度850℃,锻造过程中加热至1180℃,保温2.5小时;总体锻造比10,锻造应变速率为2s-1
,锻后经空冷得到锻件;(3)将空冷后锻件置于氮气气氛下,升温速率为15℃/min,加热至950℃,保温50min进行第一阶段热处理;保温后进行第二阶段热处理,二阶段处理的加热速率为12℃/min,温度为800℃,保温6h;保温后以冷却速率为3℃/min冷却至温度为710℃,进入等温阶段,保温6h,处理后空冷至室温;(4)淬火和回火处理;淬火:将步骤(3)处理后的锻件首先进行淬火处理,控制锻件进炉温度180℃,升温速率10℃/min,加热至850℃保温2小时后油淬冷却,得到淬火处理后的锻件;回火:将淬火处理后的锻件进行回火处理,控制锻件进炉温度250℃,升温速率5℃/ min,加热至380℃保温3.5小时后空冷,得到回火处理后的轴承钢。
28.对比例1:gcr15轴承钢的轧制工艺,该钢的具体化学成分重量%为c:1.05%,cr:1.25%,si:0.24%,mn:0.34%,s:0.005%,p:0.013%,余量是fe和不可避免的杂质。
29.轴承钢的轧制工艺;(1)按照各化学成分重量称取组分,混合物料,经过冶炼,浇铸成钢坯;热压炉进行热轧;预热段860℃,加热段1060℃,均热段1180℃,开轧温度1050℃,钢坯总加热时间为240min;(2)将步骤(1)得到的钢坯进行锻造,锻造过程中控制始锻温度为1120℃,终锻温度880℃,锻造过程中加热至1180℃,保温2.5小时;总体锻造比8,锻造应变速率为3s-1
,锻后经空冷得到锻件;(3)将空冷后锻件置于氮气气氛下,升温速率为15℃/min,加热至960℃,保温60min进行第一阶段热处理;保温后进行第二阶段热处理,二阶段处理的加热速率为10℃/min,温度为880℃,保温4h;保温后以冷却速率为5℃/min冷却至温度为690℃,进入等温阶段,保温6h,处理后空冷至室温;(4)淬火和回火处理;淬火:将步骤(3)处理后的锻件首先进行淬火处理,控制锻件进炉温度160℃,升温速率10℃/min,加热至860℃保温1小时后油淬冷却,得到淬火处理后的锻件;回火:将淬火处理后的锻件进行回火处理,控制锻件进炉温度200℃,升温速率8℃/ min,加热至360℃保温2.5小时后空冷,得到回火处理后的gcr15轴承钢。
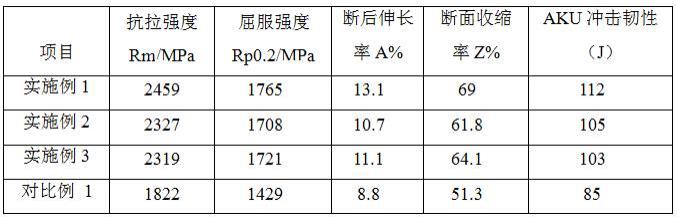
30.此外,实施例1至实施例3获得的轴承钢材在室温下进行力学性能测试,详见表1。
31.表1为轴承钢材性能测试结果注:拉伸性能:加工φ10mm标准拉伸试样,在室温下进行拉伸试验,测试rm、rp0.2、a值。
32.硬度:去横向样进行磨样,并在洛氏硬度机上测试hrc值,测试点为半径的二分之一处。
33.常温冲击功:加工u型槽冲击试样,按照gb/t229 《金属材料夏比摆锤冲击试验方法》进行室温下冲击试验,得到三组冲击韧性并计算平均值。
34.本发明制备得到了一种兼具高强度及高塑性的轴承钢,其抗拉强度≥2300 mpa,屈服强度≥1700 mpa,兼具良好的断后伸长率和断面收缩率,适用范围广,满足多个行业的要求;同时所采用的生产工艺避免了冷轧前以及轧制过程中需要长时间退火的问题,减少了生产周期,缩短了生产线,降低了生产成本和资源消耗,达到了高强度和高塑性兼顾的目
的。
35.说明:以上实施例仅用以说明本发明而并非限制本发明所描述的技术方案;因此,尽管本说明书参照上述的各个实施例对本发明已进行了详细的说明,但是本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换;而一切不脱离本发明的精神和范围的技术方案及其改进,其均应涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1