针对具有中高频误差自由曲面镜的小磨头快速加工工艺的制作方法
1.本发明涉及抛光工艺技术领域,具体为针对具有中高频误差自由曲面镜的小磨头快速加工工艺。
背景技术:
2.随着航天、激光等技术的发展,投入使用的光学镜片种类越来越多,由此对光学加工技术提出更高的要求。自由曲面镜由于其自身特性,被越来越多的应用在各种光学系统搭建过程中,因此良好的针对自由曲面镜的小磨头抛光工艺极具价值。
3.但是发明人了解到,现有的针对具有中高频误差的自由曲面镜小磨头抛光工艺具有一个重大缺陷:在小磨头抛光过程中需要使用沥青将自由曲面镜的中高频误差光顺掉,但使用常规沥青盘在现有的工艺光顺后会在镜片曲率变化处形成一个细窄且高起的面型误差。由于该误差太过细窄,宽度小于去除函数的宽度,使得小磨头修面型时,为了修掉该误差,会在高起的误差旁边产生低沟,导致面型收敛缓慢,严重影响小磨头的加工效率。并且产生的高起误差和低沟误差在后续的磁流变加工过程中也很难修平,甚至在面型误差数值较小时几乎不收敛,严重影响磁流变加工效率。
技术实现要素:
4.为解决上述技术问题,本发明提供了针对具有中高频误差自由曲面镜的小磨头快速加工工艺。
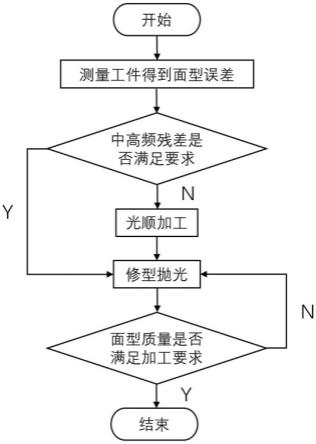
5.为实现上述目的,本发明提供如下技术方案:针对具有中高频误差自由曲面镜的小磨头快速加工工艺,包括以下步骤:s1、检测面型误差分布:使用luphoscan非接触式3d光学表面轮廓测量仪检测待加工工件的面型误差,判断中高频误差是否满足需求;若中高频误差满足要求,则直接进行s3步骤进行处理;若中高频误差不满足要求,进入s2步骤进行处理;其中,自适应沥青盘包括铝合金盘、硅胶垫和沥青;所述铝合金盘的上侧设有连接圆筒,所述连接圆筒的内部开设有平头沉孔,在所述连接圆筒的筒壁上沿径向开设有连接槽;所述硅胶垫通过防水胶粘接于铝合金盘的底面上;所述沥青加热融化成流体后浇淋于硅胶垫的下表面。
6.s2、光顺加工:使用φ20mm的权利要求1中所述的自适应沥青盘进行匀速光顺加工,沥青为73#,硅胶垫3mm厚,公转速度为0,自转速度为90rpm,行进速度为80mm/min,压力为0.03mpa,抛光粉为氧化铈;s3、修型抛光:使用小磨头抛光设备进行修型抛光,抛光材料选用φ25mm的阻尼布,公转速度为125rpm,自转速度为150rpm,压力为0.05mpa,抛光粉为氧化铈;s4、再次检测面型误差分布:修型抛光结束后使用luphoscan非接触式3d光学表面轮廓测量仪测得面型误差分布,若中高频误差满足要求,则加工结束;若中高频误差依然不符合要求,则继续进行s4步骤处理。
7.作为优化,所述沥青的下表面刻设有井字槽。
8.作为优化,所述硅胶垫为扁平圆柱体,厚度为3-5mm。
9.作为优化,所述硅胶垫与铝合金盘的底面面积相同。
10.与现有技术相比,本发明的有益效果如下:(1)本发明所述沥青盘带有硅胶垫,硅胶垫因为能够变形,可以针对传统沥青盘在光顺过程中,由于沥青盘行进速度或转动速度相对较快,以及沥青盘与小磨头球头接触处具有摩擦力等原因,使得沥青盘绕球头偏转不及时,导致沥青盘无法和工件表面贴合很好的问题,补偿沥青盘来不及偏转的角度,一定程度上可以缓解沥青盘与工件表面贴合不好的问题。
11.(2)本发明所述加工工艺,加工盘行进速度与自转速度较慢,且压力较小,在光顺自由曲面镜时,沥青有相对充裕的时间可以变形,使沥青可以更好的贴合工件便面,解决了现有加工工艺光顺自由曲面镜的过程中,加工盘行进到自由曲面镜曲率突变处时,由于传统沥青盘具有一定的硬度,沥青盘来不及变形,沥青盘无法很好的贴合工件表面,致使在曲率突变出形成高起的细窄面型误差的问题。
12.(3)本发明所述的加工工具和加工方法适用于各类金属、非金属材质光学材料的自由曲面镜。
13.(4)本发明给出了的加工工艺,合理规划了加工工艺流程,组合使用了多种加工方式,有效地提高了加工效率,带有广泛的应用价值。
附图说明
14.图1为本发明中自适应沥青盘的结构示意图;图2为本发明的工艺流程图;图3为待加工工件的面型误差分布图;图4为光顺加工后的面型误差分布图;图5为修型抛光后的面型误差分布图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
17.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接
相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
18.针对具有中高频误差自由曲面镜的小磨头快速加工工艺,主要包括如下内容:本实施例选取一块长150mm,宽50mm的长方形自由曲面镜进行加工实验,自由曲面镜有效口径为145mm
×
45mm,材料为玻璃,面型精度要有效口径内pv≤1λ,rms≤0.2λ,λ=632.8nm。
19.主要工艺过程如下:(1)检测面型误差分布:使用luphoscan非接触式3d光学表面轮廓测量仪检测待加工工件的面型质量及面型误差,判断中高频误差是否满足需求。若中高频误差满足要求,则直接进行步骤(3)中的修型抛光处理。面型误差分布测量结果如图(2)所示,pv为2.808λ,rms为0.495λ,从面型误差可以看出有很多中高频误差,将会影响加工效率,因此当此中高频误差不满足要求时,进行步骤(2)的光顺加工处理。
20.(2)光顺加工:使用φ20mm的自适应沥青盘进行匀速光顺加工,沥青为73#,硅胶垫3mm厚,公转速度为0,自转速度为90rpm,行进速度为80mm/min,压力为0.03mpa,抛光粉为氧化铈。
21.通过两次光顺后,再次使用luphoscan非接触式3d光学表面轮廓测量仪进行检测,得到面型误差分布图如图3所示,pv为3.547λ,rms为0.55λ,虽然pv和rms略有增大,但中高频误差有很大改善,面型误差分布光滑连续,易于修型抛光。
22.若检测后中高频误差仍较明显,则继续执行步骤(2)的光顺加工处理。
23.(3)修型抛光:使用小磨头抛光设备进行修型抛光,抛光材料选用φ25mm的阻尼布,公转速度为125rpm,自转速度为150rpm,压力为0.05mpa,抛光粉为氧化铈。
24.(4)再次检测面型误差分布:修型抛光结束后使用luphoscan非接触式3d光学表面轮廓测量仪测得面型误差分布,判断面型质量是否满足加工要求。若中高频误差满足要求,则加工结束;若面型质量和面型误差依然不符合要求,则继续执行步骤(3)的修型抛光处理。
25.根据步骤(2)中所得的结果,如图4所示,有效口径内,pv为0.876λ,rms为0.136λ,满足加工精度的需求,至此加工结束。
26.步骤(1)中的自适应沥青盘,如图1所示,主要包括铝合金盘1、硅胶垫2以及沥青3。所述铝合金盘1的上侧设有连接圆筒4,连接圆筒4的内部开设有平头沉孔5,在连接圆筒4的筒壁上沿径向开设有连接槽6,该连接槽6用于与小磨头抛光机(图中未示出)的加工头上的连接销相连接,以使得铝合金盘1可以随小磨头抛光机加工头做自转运动。
27.硅胶垫2设于铝合金盘1的底面上,所述铝合金盘1与硅胶垫2通过防水胶相互粘接,以使二者相对位置不会发生改变。
28.所述硅胶垫2为扁平圆柱体,厚度为3-5mm,硅胶垫2按照与铝合金盘底面相同的面积与形状进行裁剪。
29.所述沥青3选用73# 沥青,73# 沥青加热融化成流体后浇淋于硅胶垫2的下表面,由于沥青3自身特性,冷却凝固后会粘接在硅胶垫2上,以使得二者相对位置不会发生改变。沥青3制成圆柱体,且圆柱体的沥青3的上、下表面积与硅胶垫2下表面积相同。所述沥青3冷却凝固后,在下表面刻井字槽(图中未示出),以使得磨料可以进入沥青3的盘底,提高加工
效率。
30.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1