6xxx铝合金板材、其制备方法及应用与流程
1.本发明涉及铝合金制造技术领域,具体而言,涉及一种6xxx铝合金板材、其制备方法及应用。
背景技术:
2.汽车轻量化是节能减排,降低污染的重要手段。铝是地球中含量最丰富的绿色金属,铝合金板材由于质轻、比强度高、综合性能优良,被认为是汽车轻量化的理想材料。利用铝合金代替钢材,可以使汽车中的部分零部件实现30%以上的减重效果。5xxx铝合金具有良好的成形性能,但是其冲压后易产生吕德斯带,极不美观,因此广泛采用6xxx系铝合金作为汽车外覆盖件。6xxx铝合金具备良好的成形性能可以满足冲压要求,良好的包边性能从而包覆内板,更重要的是具备优异的表面质量可以满足外观要求。
3.工业化生产条件下铝合金铸锭质量一般在5吨以上,6xxx系汽车板的生产工艺包括:半连续铸造—均匀化—热轧—冷轧—中间退火—最终冷轧—固溶—预时效。外覆盖件6xxx板材要求具有优异的表面质量,冲压后的板材表面不能出现漆刷线等表面缺陷,因此需要提供一种6xxx铝合金板制备方法,提升成品板材的表面质量。其中热轧工艺是控制板材表面质量的核心工艺之一,特别是热粗轧工艺,如何调控工艺从而获得优异的金属组织,是保证最终成品板材质量优异的关键。近年来,围绕如何提升6xxx汽车板材漆刷线性能进行了大量研究:cn 104532077 b 提出了一种无漆刷线6xxx系铝合金车身板的短流程制备方法,其创新性主要体现在无中间退火条件下制备无漆刷线的板材,并未关注热粗轧工艺对漆刷线的影响。cn 113166858 a提出了一种制备具有高表面质量的6xxx铝板的方法,主要是针对内覆盖件板材设计,对表面质量的要求不及外覆盖件板材。cn 112461746 a提出了一种漆刷线显示方法,主要是针对如何更好地评价漆刷线,不涉及制备工艺。
技术实现要素:
4.本发明的主要目的在于提供一种6xxx铝合金板材、其制备方法及应用,以解决现有技术中汽车外覆盖件的铝合金板材漆刷线性能不足的问题。经本方法制备的热粗轧板材,沿板宽边部的表面板材组织中,沿nd方向(法向)平均晶粒尺寸<24μm,goss取向占比<7%;沿板宽边部的板厚1/4处的板材组织中,沿nd方向(法向)平均晶粒尺寸<27μm,goss取向占比<11%;沿板宽中间位置的表面板材组织中,沿nd方向(法向)平均晶粒尺寸<72μm,cube取向占比<14%;沿板宽中间位置板厚1/4处的板材组织中,沿nd方向(法向)平均晶粒尺寸<72μm,cube取向占比<5%。经后续热精轧、一次冷轧、中间退火、成品冷轧、连续退火、预时效处理等工序生产出的成品板材沿td方向(横向)各处的漆刷线等级均优于2级,满足汽车板覆盖件外板的使用要求。
5.为了实现上述目的,根据本发明的一个方面,提供了一种6xxx铝合金板材的制备方法,按质量百分比计,铝合金板材的成分包括si 0.4~1.5wt.%;mg 0.2~1.0wt.%;cu ≤0.3wt.%;mn ≤0.2wt.%;cr ≤0.2wt.%,fe ≤0.3wt.%,余量为al及不可避免的杂质,每种
不可避免的杂质<0.05wt.%,总杂质<0.15wt.%;制备方法包括以下步骤:步骤s1,将6xxx铝合金板材的原料进行铸造,得到铸锭;步骤s2,将铸锭进行均匀化热处理,得到均匀化铸锭;步骤s3,将均匀化铸锭进行热粗轧,得到热粗轧板材,热粗轧包括至少n道次,其中,n为7~20,各道次压下率依次递增,第1道次压下率≤5%,第2道次压下率≥6%,第n-2道次、第n-1道次和第n道次压下率≥30%,平均道次压下率≥16%;步骤s4,将热粗轧板材依次进行热精轧、一次冷轧、中间退火、二次冷轧、连续退火和预时效处理,得到6xxx铝合金板材。
6.进一步地,步骤s3中,各道次轧制应变速率依次递增,第1道次轧制应变速率为0.5~0.9/s,第2道次轧制应变速率为0.6~1.0/s,第n-2道次和第n-1道次轧制应变速率≥10/s,第n道次轧制应变速率≥20/s。
7.进一步地,铸锭的厚度为450~700mm,热粗轧板材的宽度w为0.8~3.0m,厚度t为20~35mm,热粗轧过程的总变形量≥95%。
8.进一步地,步骤s3中,将热粗轧板材的轧向定义为rd方向,横向定义为td方向,同时垂直于rd方向和td方向的法向定义为nd方向,热粗轧板材的垂直于td方向的表面定义为td面,热粗轧板材的垂直于rd方向的表面定义为rd面,热粗轧板材的垂直于nd方向的表面定义为nd面,将热粗轧板材的沿td方向距td面的w/20之内的区域定义为第一区域,将沿nd方向距nd面t/10之内的区域定义为第二区域,第一区域和第二区域的重合区域的板材组织中,由td面观察,沿nd方向平均晶粒尺寸<24μm,goss取向占比<7%;将沿nd方向距nd面t/5~t/4之内的区域定义为第三区域,第一区域和第三区域的重合区域的板材组织中,由td面观察,沿nd方向平均晶粒尺寸<27μm,goss取向占比<11%。
9.进一步地,步骤s3中,将热粗轧板材的沿td方向距td面w/2
±
w/10之内的区域定义为第四区域,第二区域和第四区域的重合区域的板材组织中,由td面观察,沿nd方向平均晶粒尺寸<72μm,cube取向占比<14%;第三区域和第四区域的重合区域的板材组织中,由td面观察,沿nd方向平均晶粒尺寸<72μm,cube取向占比<5%。
10.进一步地,步骤s2中,均匀化热处理包括以下步骤:将铸锭以10~30℃/h的速度升温至530~560℃,保温6~24h;之后以10~30℃/h速度冷却至500~520℃,保温1~10h。
11.进一步地,步骤s3中,热粗轧为在均匀化热处理后直接出炉热轧,热粗轧的开轧温度与均匀化热处理的最终保温温度相同,热粗轧的终轧温度≥400℃。
12.进一步地,步骤s2中,在均匀化热处理之前,还包括将铸锭依次进行锯切、铣面的步骤。
13.根据本发明的另一方面,提供了一种6xxx铝合金板材,由本发明的制备方法得到;优选地,6xxx铝合金板材沿横向各处的漆刷线等级均优于2级。
14.根据本发明的另一方面,提供了上述6xxx铝合金板材在汽车外覆盖件中的应用。
15.相比于现有技术,本发明与现有技术的区别主要在于:1、热粗轧工艺的精细化控制。本发明通过严格限定热粗轧道次压下率,进一步还调控轧制速率、轧制温度等工艺参数,控制板材的热粗轧加工过程,改善了热粗轧板材的金属组织,细化了热粗轧板材晶粒,制备得到的6xxx铝合金板材沿td方向(横向)均无漆刷线,表面质量优异。
16.2、goss织构、cube织构分区域调控。本发明分别针对铝合金板材边部、中部产生漆刷线原理的差异,通过调控热粗轧道次压下率,进一步还调控轧制速度、轧制温度等工艺参
数,细化了晶粒,并消除了边部goss织构,减少了中部cube织构,整体改善板材组织,从而改善成品板材漆刷线性能。
17.相比于现有技术,本发明的有益效果主要体现在:1、本发明的制备方法是针对工业化生产所需的大规格大尺寸大重量铸锭,在均匀化热处理后进一步设置降温步骤,避免高温铝锭在热轧过程中出现粘铝现象从而损伤表面;进一步设置冷却及保温步骤又保证了大铸锭各处温度一致,避免直接出炉空冷时板材表面与心部温差大,造成热轧后各处组织出现差异。
18.2、本发明是在工业化设备能力范围内严格控制了热粗轧轧制变形量,进一步控制轧制速度以及轧制温度,符合大规模工业化生产条件,同时也未增加或改动原有设备,现有条件即可实现。
19.3、本发明所涉及的热粗轧工艺,相比其他汽车板材生产工艺,提高了道次压下率,并进一步提高了轧制速度,从而提高了销量,增大了产能,符合节能减排,绿色环保,低碳制造的理念。
20.4、本发明所涉及的热粗轧工艺,严格控制热粗轧板材组织,从而保证了成品板材具备优异的成形性能、翻边性能、漆刷线性能等综合性能。
附图说明
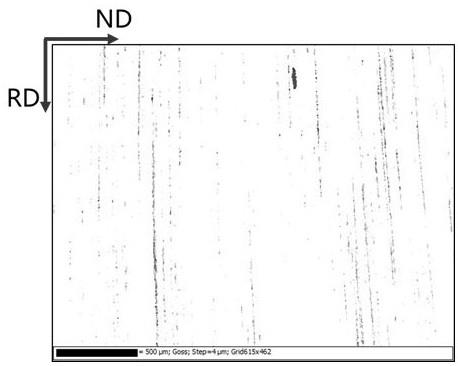
21.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1示出了根据本发明一个实施例的热粗轧板材的各个方向及面;图2示出了根据本发明一个实施例的第一区域与第二区域的重合区域、第一区域与第三区域的重合区域;图3 示出了根据本发明一个实施例的第二区域与第四区域的重合区域、第三区域与第四区域的重合区域;图4示出了漆刷线标准等级示意图;图5示出了根据本发明实施例1的热粗轧板材第一区域与第二区域的重合区域的goss织构分布;图6示出了比较例1的热粗轧板材第一区域与第二区域的重合区域的goss织构分布;图7示出了根据本发明实施例1的热粗轧板材第二区域与第四区域的重合区域的cube织构分布图8示出了比较例1的热粗轧板材第二区域与第四区域的重合区域的cube织构分布。
具体实施方式
22.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
23.术语解释:道次压下率:每道次轧制前厚度为h,轧制后厚度为h,道次压下量δh与轧件本道
次轧制前的厚度h之比的百分数(%),即道次压下率=δh
÷h×
100。
24.轧制应变速率:每道次轧制前厚度为h,轧制后厚度为h,轧制线速度为v,轧辊半径为r,则轧制应变速率=2
×v×
((h-h)
×
r)
1/2
÷
(h+h)。
25.goss取向晶粒:在利用电子背散射衍射法的晶体取向分析中,具有自goss取向{011}《100》偏移11
°
以内的取向的晶粒。
26.cube取向晶粒:在利用电子背散射衍射法的晶体取向分析中,具有自cube取向{001}《100》偏移11
°
以内的取向的晶粒。
27.nd方向平均晶粒尺寸:沿nd方向的单位长度除以本长度内晶粒的数目即得到nd方向平均晶粒尺寸,为保证准确性,测试晶粒数目>500个。
28.正如本发明背景技术中所述,现有技术中存在汽车外覆盖件的铝合金板材漆刷线性能不足的问题。漆刷线从表面上看是一条一条的线,实际上是板材表面的凹凸起伏,本质是由于铝合金板材在制备时变形不均引起的表面高低起伏。发明人在研究过程中出乎意料地发现,在工业化热粗轧生产铝合金板材的过程中,不可避免会出现板材边部散热较中部散热快的现象,因而产生组织差异,边部和中部的组织差异遗传至成品板材产生漆刷线的成因也不尽相同,边部是由于goss织构过高所导致,中部是cube织构过高所导致。因此,为了解决上述问题,在本发明一种典型的实施方式中,提供了一种6xxx铝合金板材制备方法,按质量百分比计,铝合金板材的成分包括si 0.4~1.5wt.%;mg 0.2~1.0wt.%;cu ≤0.3wt.%;mn ≤0.2wt.%;cr ≤0.2wt.%,fe ≤0.3wt.%,余量为al及不可避免的杂质,比如na、zn、ca等,每种不可避免的杂质<0.05wt.%,总杂质<0.15wt.%。
29.制备方法包括以下步骤:步骤s1,将6xxx铝合金板材的原料进行铸造,得到铸锭;步骤s2,将铸锭进行均匀化热处理,得到均匀化铸锭;步骤s3,将均匀化铸锭进行热粗轧,得到热粗轧板材,热粗轧包括至少n道次,其中,n为7~20,各道次压下率依次递增,第1道次压下率≤5%,第2道次压下率≥6%,第n-2道次、第n-1道次和第n道次压下率≥30%,比如30~45%,平均道次压下率≥16%,比如16~20%;步骤s4,将热粗轧板材依次进行热精轧、一次冷轧、中间退火、二次冷轧、连续退火和预时效处理,得到6xxx铝合金板材。
30.si与mg作为6xxx铝合金的主要强化元素,含量过低时强化效果可能不足,含量过高时又可能导致强度过高对行人安全有害。将si和mg的含量限定在上述范围时可以同时获得高的表面质量和适中的强度。上述含量的cu也可以通过固溶强化提高强度,并改善成形性能。mn、cr、fe是用于强度提高、晶粒细化和结构稳定化的有效元素,当其含量过低时,上述效果不足,含量过高时又会产生多种金属间化合物,对成形性能产生不利影响,因此本发明限定mn、cr、fe含量在上述范围,以改善金属组织,细化板材晶粒,更适合于使用本发明的制备方法进行6xxx铝合金的制备,从而得到漆刷线性能更加优异的6xxx铝合金板材。
31.本发明先将纯铝、各种中间合金按成分配比进行熔炼铸造得到铸锭,然后放入热处理炉中进行均匀化处理,完成均匀化处理后出炉直接进行热粗轧,通过严格限定热粗轧道次压下率,控制板材的热粗轧加工过程,改善热粗轧板材的金属组织,细化热粗轧板材晶粒;热粗轧完成后,对所得热粗轧板进行热精轧、一次冷轧、中间退火,再经二次冷轧、连续退火和预时效处理即可获得成品6xxx铝合金板材,制备得到的铝合金板材沿法向均无漆刷线,表面质量优异;其中,对所得热粗轧板的后续处理使用本领域常规工艺条件即可,在此不再赘述。
32.优选地,热粗轧包括至少n道次,其中,n为11~16,各道次压下率依次递增,第1道次压下率为3~5%,第2道次压下率为6~8%,第n-2道次压下率为31~39%,第n-1道次压下率为31~41%,第n道次压下率为35~45%,漆刷线性能更佳。
33.在一种优选的实施方式中,步骤s3中,各道次轧制应变速率依次递增,第1道次轧制应变速率为0.5~0.9/s,第2道次轧制应变速率为0.6~1.0/s,第n-2道次和第n-1道次轧制应变速率≥10/s,比如10~28/s;第n道次轧制应变速率≥20/s,比如20~45/s。本发明设置热粗轧的压下率和轧制应变速率随道次增加而增加,一方面消除了边部的剪切带,减少goss织构,一方面细化中部晶粒,并减少cube织构,增大随机织构占比,整体改善板材组织。其中前段较小的压下率和较小的轧制应变速率便于咬入锭坯,并使得道次之间有更充分的时间提高再结晶的程度,从而进一步获得均匀分布的细小晶粒;中间道次逐步增加的压下率和轧制应变速率进一步保证了晶粒尺寸的均匀性和再结晶程度;后段采用大的压下率和快的轧制应变速率,能够在保障轧制温度的同时,使晶粒尺寸进一步均匀和细化,改善板材边部和中间部分的组织结构,提高漆刷线性能,同时能够进一步提高轧制效率,增加产能。
34.优选地,各道次轧制应变速率依次递增,第1道次轧制应变速率为0.5~0.8/s,第2道次轧制应变速率为0.7~1.0/s,第n-2道次应变速率为10~20/s,第n-1道次轧制应变速率为13~28/s;第n道次轧制应变速率为21~45/s,可以使得铝合金板材的晶粒尺寸更加均匀和细化,轧制效率更高。
35.如上所述,本发明的制备方法可以针对工业化生产所需的大规格大尺寸大重量铸锭,为了与现有工业生产设备更加匹配,在一种优选的实施方式中,铸锭的厚度为450~700mm,热粗轧板材的宽度w为0.8~3.0m,厚度t为20~35mm,热粗轧过程的总变形量≥95%,从而能够在适应生产的前提下,更精细的逐步控制热轧道次压下率,并使得铝合金组织更均匀、晶粒更细化,进一步改善铝合金板材的漆刷线性能。
36.如上所述,铝合金板材边部漆刷线是由于goss织构过高所导致,中部漆刷线是cube织构过高所导致,本发明分别针对铝合金板材边部、中部产生漆刷线原理的差异,通过调控热粗轧道次压下率、轧制速度、轧制温度等工艺参数,在一方面消除了边部的剪切带,减少goss织构,在一种优选的实施方式中,步骤s3中,如图1、2所示,将热粗轧板材的轧向定义为rd方向,横向定义为td方向,同时垂直于rd方向和td方向的法向定义为nd方向,热粗轧板材的垂直于td方向的表面定义为td面,热粗轧板材的垂直于rd方向的表面定义为dr面,热粗轧板材的垂直于nd方向的表面定义为nd面,将热粗轧板材的沿td方向距td面w/20之内的区域定义为第一区域,将沿nd方向距nd面t/10之内的区域定义为第二区域,第一区域和第二区域的重合区域的板材组织中(即沿板宽边部的表面),由td面观察,沿nd方向平均晶粒尺寸<24μm,goss取向占比<7%;将沿nd方向距nd面t/5~t/4之内的区域定义为第三区域,第一区域和第三区域的重合区域的板材组织中(即沿板宽边部的板厚1/4处),由td面观察,沿nd方向平均晶粒尺寸<27μm,goss取向占比<11%。
37.另一方面,上述热粗轧工艺可以进一步细化中部晶粒,减少cube织构,增大随机织构占比,从而整体改善板材组织,改善成品板材漆刷线性能。在一种优选的实施方式中,步骤s3中,如图1、3所示,将热粗轧板材的沿td方向距td面w/2
±
w/10之内的区域定义为第四区域,第二区域和第四区域的重合区域的板材组织中(即沿板宽中间位置的表面),由td面观察,沿nd方向平均晶粒尺寸<72μm,cube取向占比<14%;第三区域和第四区域的重合区
域的板材组织中(即沿板宽中间位置板厚1/4处),由td面观察,沿nd方向平均晶粒尺寸<72μm,cube取向占比<5%。
38.本发明的制备方法是针对工业化生产所需的大规格大尺寸大重量铸锭,为了进一步改善铸锭组织的结构均匀性,在一种优选的实施方式中,步骤s2中,均匀化热处理包括以下步骤:将铸锭以10~30℃/h的速度升温至530~560℃,保温6~24h;之后以10~30℃/h速度冷却至500~520℃,保温1~10h。均匀化后的降温可以避免高温铝锭在热轧过程中出现粘铝现象从而损伤表面;而随炉冷却及保温进一步保证了大铸锭各处温度一致,避免直接出炉空冷后板材表面与心部温差大,造成热轧后各处组织出现差异,从而进一步改善铝合金组织,提高漆刷线性能。
39.在一种优选的实施方式中,步骤s3中,热粗轧为在均匀化热处理后直接出炉热轧,热粗轧的开轧温度与均匀化热处理的最终保温温度相同,为500~520℃,热粗轧的终轧温度≥400℃,配合本发明的热粗轧工艺能够进一步减少铝合金板材边部goss织构和中部cube织构,从而更好地改善板材的漆刷线性能。
40.为获得整洁铸锭表面,更便于后续加工过程,在一种优选的实施方式中,步骤s2中,在均匀化热处理之前,还包括将铸锭依次进行锯切、铣面的步骤。
41.在本发明又一种典型的实施方式中,还提供了一种6xxx铝合金板材,由本发明的制备方法得到;由于使用了本发明的制备方法,严格控制热粗轧板组织,成品板材具备优异的成形性能、翻边性能、漆刷线性能等综合性能。经本方法制备的热粗轧板材,沿板宽边部的表面板材组织中,沿nd方向(法向)平均晶粒尺寸<24μm,goss取向占比<7%;沿板宽边部的板厚1/4处的板材组织中,沿nd方向(法向)平均晶粒尺寸<27μm,goss取向占比<11%;沿板宽中间位置的表面板材组织中,沿nd方向(法向)平均晶粒尺寸<72μm,cube取向占比<14%;沿板宽中间位置板厚1/4处的板材组织中,沿nd方向(法向)平均晶粒尺寸<72μm,cube取向占比<5%。经后续热精轧、一次冷轧、中间退火、成品冷轧、连续退火、预时效处理等工序生产出的成品板材沿td方向(横向)各处的漆刷线等级均优于2级。
42.在本发明又一种典型的实施方式中,还提供了上述6xxx铝合金板材在汽车外覆盖件中的应用,该铝合金板材漆刷线性能优异,用于汽车外覆盖件中时还能够具有合适的强度和成形性能,满足覆盖件外板的使用要求,美观实用。
43.以下结合具体实施例对本技术作进一步详细描述,这些实施例不能理解为限制本技术所要求保护的范围。
44.实施例1步骤s1,将纯铝、各种中间合金按表1中1#成分配比进行熔化,熔体经精炼处理后利用半连铸设备铸造出铸锭,铸锭厚度为700mm;步骤s2,将铸锭进行切头和铣面后放入热处理炉中进行均匀化热处理,先以20℃/h的速度升温至550℃,保温10h;之后以20℃/h速度随炉冷却至520℃,保温5h;步骤s3,将均匀化铸锭进行热粗轧,得到热粗轧板材,热粗轧开轧温度为520℃,热粗轧终轧宽度w为2m,厚度t为35mm,总变形量为95.0%,热粗轧终轧温度为440℃,热粗轧共16道次,平均道次压下率为16.5%,道次分配如表2所示;步骤s4,热粗轧完成后,对所得热粗轧板进行热精轧、一次冷轧、中间退火,再冷轧至成品板厚度;得到的冷轧板材依次经固溶、水淬处理、预时效处理即可获得成品6xxx铝合
金板材。
45.实施例2实施例2与实施例1的区别仅在于,按表1中2#成分制备铸锭,铸锭厚度为550mm,热粗轧开轧温度为500℃,热粗轧终轧厚度t为20mm,总变形量为96.4%,热粗轧终轧温度为400℃,热粗轧共13道次,平均道次压下率为21.5%,道次分配如表3所示。
46.实施例3实施例3与实施例1的区别仅在于,按表1中3#成分制备铸锭,铸锭厚度为576mm,热粗轧开轧温度为510℃,热粗轧终轧厚度t为25mm,总变形量为95.7%,热粗轧终轧温度为430℃,热粗轧共16道次,平均道次压下率为17.2%,道次分配如表4所示。
47.实施例4实施例4与实施例1的区别仅在于,按表1中4#成分制备铸锭,铸锭厚度为450mm,步骤s2中将铸锭以30℃/h的速度升温至560℃,保温6h;之后以30℃/h速度冷却至520℃,保温1h。步骤s3中热粗轧开轧温度为520℃,终轧宽度w为3.0m,厚度t为20mm,总变形量为95.6%,热粗轧终轧温度为400℃,热粗轧共13道次,平均道次压下率为20.5%,道次分配如表5所示。
48.实施例5实施例5与实施例1的区别仅在于,按表1中4#成分制备铸锭,铸锭厚度为450mm,步骤s2中将铸锭以10℃/h的速度升温至530℃,保温24h;之后以10℃/h速度冷却至500℃,保温10h。步骤s3中热粗轧开轧温度为500℃,终轧宽度w为0.8m,厚度t为20mm,总变形量为95.6%,热粗轧终轧温度为400℃,热粗轧共11道次,平均道次压下率为23.5%,道次分配如表6所示。
49.比较例1比较例1与实施例1的区别仅在于,铸锭厚度为500mm,热粗轧开轧温度为510℃,热粗轧终轧厚度t为28.6mm,总变形量为94.3%,热粗轧终轧温度为384℃,热粗轧平均道次压下率为15.0%,道次分配如表7所示。
50.比较例2比较例2与实施例1的区别仅在于,按表1中2#成分制备铸锭,铸锭厚度为700mm,热粗轧开轧温度为505℃,热粗轧终轧厚度t为26mm,总变形量为96.3%,热粗轧终轧温度为420℃,热粗轧平均道次压下率为13.3%,道次分配如表8所示。
51.实施例1至5和比较例1至2中,热粗轧后取样品测试进行组织观察,成品板材在室温停放7天后评价漆刷线性能。
52.测试方法:热粗轧板组织观察:使用ebsd进行测试,从热粗轧板上截取沿轧向长度为10mm,垂直轧向5mm,厚度整厚的热轧板,如前所述对第一区域和第二区域的重合区域的板材组织(即沿板宽边部的表面)、第一区域和第三区域的重合区域的板材组织(即沿板宽边部的板厚1/4处)、第二区域和第四区域的重合区域的板材组织(即沿板宽中间位置的表面)、第三区域和第四区域的重合区域的板材组织(即沿板宽中间位置板厚1/4处)进行观察。样品经机械抛光后,再经过电解抛光。统计织构取向为:goss{011}《100》、cube {001}《100》,统计织构的取向差为11
°
。
53.漆刷线性能测试:从成品板材上截取长度为250mm,宽度为35mm的长条状样品,样
品长度方向垂直于轧制方向,宽度方向平行于轧制方向,将样品沿长度方向预拉伸10%后,用320目油石打磨,对打磨后样品表面形貌进行等级评价。漆刷线性能等级如图4所示:1级:沿宽度方向无明显漆刷线;2级:沿宽度方向存在断续的漆刷线,无贯穿漆刷线;3级:沿宽度方向存在稀疏的贯穿漆刷线;4级:沿宽度方向出现致密的贯穿漆刷线,其中1级和2级可接受,3级和4级不可接受。
54.实施例1至5和比较例1至2制备所得成品板材的组织观察和漆刷线性能测试结果如表9所示。实施例1热粗轧板材边部(第一与第二重合区域)goss织构分布如图5所示,比较例1热粗轧板材边部(第一与第二重合区域)goss织构分布如图6所示;实施例1热粗轧板材中部(第二与第四重合区域)cube织构分布如图7所示,比较例1热粗轧板材中部(第二与第四重合区域)cube织构分布如图8所示。四重合区域)cube织构分布如图8所示。
55.由上可知,比较例1热粗轧总变形量较小,道次轧制应变速率不足,终轧温度较低,晶粒尺寸偏大,边部goss织构过多,中部cube织构过多,最终遗传至成品板材漆刷线性能不合格。比较例2道次压下率不足,道次轧制应变速率不足,晶粒尺寸偏大,边部goss织构过多,中部cube织构过多,最终遗传至成品板材漆刷线性能不合格。而实施例1至5使用本发明制备方法,通过严格限定热粗轧道次压下率,调控轧制速率、轧制温度等工艺参数,控制板材的热粗轧加工过程,改善了热粗轧板材的金属组织,细化了热粗轧板材晶粒,并消除了边部goss织构,减少了中部cube织构,整体改善板材组织,制备得到的6xxx铝合金板材沿td方向(横向)均无漆刷线,表面质量优异,成品板材漆刷线性能得到很大改善,成品板材性能合格。此外,可以看出,当制备工艺参数均在本发明优选范围内时,6xxx铝合金板材的漆刷线性能最佳。
56.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1