一种回火制造工艺的制作方法
1.本发明涉及一种回火制造工艺,属于铝材成型技术领域。
背景技术:
2.随着社会和科学技术的发展,铝材向着轻量化的方向发展,铝材在各领域应用广泛。
3.现有技术中,要解决铝材料微变形韧性不够的问题,专利cn107574391a是将卷装铝材料带材直接放入退火炉中退火处理,由硬质铝材料直接变为软质铝材料,从而降低铝材料的硬度,提高韧性。此种方法不能实现铝材料的适度降硬度,从而无法得到很好的机械性能,也无法较好的解决市场铝材微变形韧性不够等问题;专利cn111778462b通过改进热处理工艺改善效果差的问题,但其需要高的温度,耗能大,时间长,处理成本较高。
技术实现要素:
4.本发明其主要目的是提供一种回火制造工艺,其有效解决微变形韧性不够的问题。
5.为达此目的,本发明采用以下技术方案:
6.(1)将冷却后的半成品铝材放入炉膛中进行煅烧:采用分段加热的方式;
7.(2)对所述半成品铝材进行退火;
8.(3)在250-350℃下对退火后的所述半成品铝材进行回火,并保温3.5-4.5小时;
9.(4)对所述半成品铝材进行退火;
10.(5)再次在250-350℃下对冷却后的所述半成品铝材进行回火,并保温3.5-4.5小时;
11.(6)对所述半成品铝材进行冷却,得到铝材。
12.优选的,所述煅烧的温度为150-250℃。
13.优选的,所述步骤(1)将冷却后的装有半成品铝材的半成品铝材放入炉膛中进行煅烧:采用分段加热的方式,将所述半成品铝材加热到其所采用的材料的奥氏体化温度并保温包括:将所述半成品铝材的表面加热到150-160℃并保温190-230分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表面的温度达到160-200℃并保温190-230分钟。
14.优选的,所述步骤(2)对所述半成品铝材进行退火包括:将经步骤(1)的铝材在180-220℃进行退火处理5-6h,退火结束后进行快速冷却。
15.优选的,所述步骤(4)对所述半成品铝材进行退火包括:将经步骤(3)的铝材在180-220℃进行第二次退火处理5-6h,退火结束后进行快速冷却。
16.优选的,所述步骤(6)对所述半成品铝材进行冷却包括:在第一气压下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在200-250℃之间;
17.在第二气压下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至100-200℃;
18.在第三气压下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
19.优选的,所述第一气压为0.55mpa-0.65mpa,所述第一转速为1300转每分钟。
20.优选的,所述第二气压为0.25mpa-0.35mpa,所述第二转速为250-300转每分钟。
21.优选的,所述第三气压为0.65mpa-0.75mpa,所述风冷电机采用1300转每分钟的转速对所述半成品铝材冷却15-17分钟,调整所述风冷电机的转速为600-650转每分钟直至所述半成品铝材的表面温度降至室温。
22.本发明的有益效果为:通过调整风机风速和炉内气压,达到淬火分级冷却,提高热处理质量,进而提高铝材的各项性能;本发明制造工艺包括两次回火,退火温度均为250-350℃,时间均为为3.5-4.5h,两次回火之间包括对铝材进行退火,两次回火能够有效提升铝材的韧性,并且保证铝材的抗拉伸强度,及通过二次回火能够提升铝材的微变形韧性性能,并保证铝材的其他各项性能。
附图说明
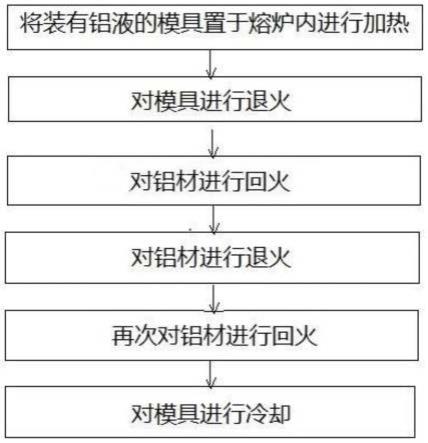
23.图1是本发明的流程示意图。
具体实施方式
24.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
25.如背景技术所描述,如果要解决铝材料微变形韧性不够的问题,主要是将卷装铝材料带材直接放入退火炉中退火处理,由硬质铝材料直接变为软质铝材料,从而降低铝材料的硬度,提高韧性。由于此种方法不能实现铝材料的适度降硬度,从而无法得到很好的机械性能,也无法较好的解决市场铝材微变形韧性不够等问题。
26.经研究,在其中一个实施例中,提供了一种回火制造工艺,如图1所示,包括以下步骤:(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:采用分段加热的方式;
27.(2)对所述半成品铝材进行退火;
28.(3)在250-350℃下对退火后的所述半成品铝材进行回火,并保温3.5-4.5小时;
29.(4)对所述半成品铝材进行退火;
30.(5)再次在250-350℃下对冷却后的所述半成品铝材进行回火,并保温3.5-4.5小时;
31.(6)对所述半成品铝材进行冷却,得到铝材。
32.可以理解的是,在适当的温度下经过两次回火能够有效提高铝材的韧性性能。本实施例提供的方法能够有效提升铝材韧性性能,获得较好的抗拉和韧性的平衡。
33.进一步的,所述煅烧的温度为150-250℃。
34.进一步的,所述步骤(1)将冷却后的装有半成品铝材的半成品铝材放入炉膛中进行煅烧:采用分段加热的方式,将所述半成品铝材加热到其所采用的材料的奥氏体化温度并保温包括:将所述半成品铝材的表面加热到150-160℃并保温190-230分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表面的温度达到160-200℃并保温190-230分
钟。
35.进一步的,所述步骤(2)对所述半成品铝材进行退火包括:将经步骤(1)的铝材在180-220℃进行退火处理5-6h,退火结束后进行快速冷却。
36.进一步的,所述步骤(4)对所述半成品铝材进行退火包括:将经步骤(3)的铝材在180-220℃进行第二次退火处理5-6h,退火结束后进行快速冷却。
37.进一步的,所述步骤(6)对所述半成品铝材进行冷却包括:在第一气压下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在200-250℃之间;
38.在第二气压下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至100-200℃;
39.在第三气压下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
40.进一步的,所述第一气压为0.55mpa-0.65mpa,所述第一转速为1300转每分钟。
41.进一步的,所述第二气压为0.25mpa-0.35mpa,所述第二转速为250-300转每分钟。
42.进一步的,所述第三气压为0.65mpa-0.75mpa,所述风冷电机采用1300转每分钟的转速对所述半成品铝材冷却15-17分钟,调整所述风冷电机的转速为600-650转每分钟直至所述半成品铝材的表面温度降至室温。
43.实施例1
44.本实施例的回火制造工艺,包括以下步骤:
45.(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:将所述半成品铝材的表面加热到160℃并保温200分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表面的温度达到200℃并保温200分钟。
46.(2)对所述半成品铝材进行退火:将经步骤(1)的铝材在200℃进行退火处理5h,退火结束后进行快速冷却。
47.(3)在300℃下对退火后的所述半成品铝材进行回火,并保温4小时;
48.(4)对所述半成品铝材进行退火:将经步骤(3)的铝材在200℃进行第二次退火处理6h,退火结束后进行快速冷却。
49.(5)再次在300℃下对冷却后的所述半成品铝材进行回火,并保温4小时;
50.(6)对所述半成品铝材进行冷却,得到铝材:在0.6mpa下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在240℃之间;
51.在0.3mpa下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至180℃;
52.在0.7mpa下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
53.通过调整风机风速和炉内气压,达到淬火分级冷却,提高热处理质量。
54.实施例2
55.本实施例的回火制造工艺,包括以下步骤:
56.(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:将所述半成品铝材的表面加热到150℃并保温200分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表
面的温度达到200℃并保温200分钟。
57.(2)对所述半成品铝材进行退火:将经步骤(1)的铝材在200℃进行退火处理5h,退火结束后进行快速冷却。
58.(3)在300℃下对退火后的所述半成品铝材进行回火,并保温4小时;
59.(4)对所述半成品铝材进行退火:将经步骤(3)的铝材在200℃进行第二次退火处理6h,退火结束后进行快速冷却。
60.(5)再次在300℃下对冷却后的所述半成品铝材进行回火,并保温4小时;
61.(6)对所述半成品铝材进行冷却,得到铝材:在0.6mpa下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在240℃之间;
62.在0.3mpa下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至180℃;
63.在0.7mpa下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
64.通过调整风机风速和炉内气压,达到淬火分级冷却,提高热处理质量。
65.实施例3
66.本实施例的回火制造工艺,包括以下步骤:
67.(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:将所述半成品铝材的表面加热到160℃并保温190分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表面的温度达到180℃并保温190分钟。
68.(2)对所述半成品铝材进行退火:将经步骤(1)的铝材在220℃进行退火处理5h,退火结束后进行快速冷却。
69.(3)在300℃下对退火后的所述半成品铝材进行回火,并保温3.5小时;
70.(4)对所述半成品铝材进行退火:将经步骤(3)的铝材在220℃进行第二次退火处理5h,退火结束后进行快速冷却。
71.(5)再次在300℃下对冷却后的所述半成品铝材进行回火,并保温3.5小时;
72.(6)对所述半成品铝材进行冷却,得到铝材:在0.65mpa下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在240℃之间;
73.在0.35mpa下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至180℃;
74.在0.75mpa下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
75.实施例4
76.实施例4与实施例2的区别在于,实施例4的两次回火温度均为250℃。
77.实施例5
78.本实施例与实施例1的区别在于,本实施例的两次回火温度均为250℃。
79.实施例6
80.本实施例的回火制造工艺,包括以下步骤:
81.(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:将所述半成品铝材的表面加热到160℃并保温190分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表
面的温度达到180℃并保温190分钟。
82.(2)对所述半成品铝材进行退火:将经步骤(1)的铝材在220℃进行退火处理5h,退火结束后进行快速冷却。
83.(3)在250℃下对退火后的所述半成品铝材进行回火,并保温3.5小时;
84.(4)对所述半成品铝材进行退火:将经步骤(3)的铝材在220℃进行第二次退火处理5h,退火结束后进行快速冷却。
85.(5)再次在250℃下对冷却后的所述半成品铝材进行回火,并保温3.5小时;
86.(6)对所述半成品铝材进行冷却,得到铝材:在0.65mpa下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在240℃之间;
87.在0.35mpa下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至180℃;
88.在0.75mpa下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
89.实施例7
90.本实施例的回火制造工艺,包括以下步骤:
91.(1)将冷却后的装有半成品铝材放入炉膛中进行煅烧:将所述半成品铝材的表面加热到160℃并保温190分钟;继续对所述半成品铝材进行加热,直至所述半成品铝材的表面的温度达到180℃并保温190分钟。
92.(2)对所述半成品铝材进行退火:将经步骤(1)的铝材在220℃进行退火处理5h,退火结束后进行快速冷却。
93.(3)在350℃下对退火后的所述半成品铝材进行回火,并保温3.5小时;
94.(4)对所述半成品铝材进行退火:将经步骤(3)的铝材在220℃进行第二次退火处理5h,退火结束后进行快速冷却。
95.(5)再次在350℃下对冷却后的所述半成品铝材进行回火,并保温3.5小时;
96.(6)对所述半成品铝材进行冷却,得到铝材:在0.65mpa下,风冷电机采用第一转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度在240℃之间;
97.在0.35mpa下,所述风冷电机采用第二转速对所述半成品铝材进行冷却,直至所述半成品铝材的表面温度降至180℃;
98.在0.75mpa下,所述风冷电机对所述半成品铝材进行分段冷却,直至所述半成品铝材的表面温度降至室温。
99.实施例8
100.本实施例与实施例1的区别在于,本实施例的两次回火温度均为350℃。
101.实施例9
102.实施例9与实施例4的区别在于,实施例9的两次回火温度均为350℃。
103.实施例10
104.实施例10与实施例1的区别在于,实施例10的第二次回火温度均为250℃。
105.实施例11
106.实施例11与实施例1的区别在于,实施例11的第二次回火温度均为350℃。
107.对比例1
108.对比例1与实施例1的区别在于,对比例1的两次回火温度为200℃。
109.对比例2
110.对比例2与实施例1的区别在于,对比例2的两次回火温度为400℃。
111.对比例3
112.对比例3与实施例4的区别在于,对比例3的两次回火温度为200℃。
113.对比例4
114.对比例4与实施例4的区别在于,对比例4的两次回火温度为400℃。
115.对比例5
116.对比例5与实施例7的区别在于,对比例5的两次回火温度为200℃。
117.对比例6
118.对比例6与实施例7的区别在于,对比例6的两次回火温度为400℃。
119.韧性测试
120.使用韧性测试装置对实施例1和对比例制成的成品进行检测:
121.参照en10.002进行了抗拉特性测试。可通过用kahn-撕裂测试得到的撕裂强度除以抗拉屈服强度(“ts/rp”)得到所谓的切口韧性。从两个成品上分别取得的平整eur0-n0rm抗拉试样,请参考表1,实施例1、实施例2以及实施例3的各项数据均比对比例的数据好,实施例1、实施例2以及实施例3的铝材韧性性能高,有较好的抗拉和韧性的平衡。本领域中众所周知,这一来自kahn-撕裂测试的典型结果是断裂韧性的一个良好标志。同时由kahn-撕裂测试获得的单位扩散能(“upe”),是裂纹扩展所需要的能量。据认为upe越高,裂纹越难扩展,这是材料需要的性能。
122.表1
[0123][0124][0125]
由实施例10和实施例11可知,第二次回火的温度对铝材各方面性能存在影响,实施例1、实施例10以及实施例11中,实施例1的各方面数据较好。
[0126]
结合实施例1、对比例1以及对比例2可知,回火温度对铝材性能影响较大,实施例1各方面性能较对比例1和对比例2好。
[0127]
结合实施例4、对比例3以及对比例4可知,回火温度对铝材性能影响较大,实施例4各方面性能较对比例3和对比例4好。
[0128]
结合实施例7、对比例5以及对比例6可知,回火温度对铝材性能影响较大,实施例7各方面性能较对比例5和对比例6好。
[0129]
结合实施例和对比例的实验数据可知,二次回火,能够有效提升铝材的韧性。
[0130]
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1