一种半球谐振陀螺石英玻璃电极基座抛光装置及抛光方法与流程
本发明属于熔融石英玻璃零件加工,具体涉及一种半球谐振陀螺石英玻璃电极基座抛光装置及抛光方法。
背景技术:
1、谐振陀螺是一种新型惯性级固体陀螺,它具有精度高、体积小、抗冲击能力强、寿命长、可靠性高等独特优点,在军事应用中具有明显的优势。半球谐振陀螺的核心功能构件之一电极基座,是陀螺的驱动/检测元件,其加工质量对陀螺性能具有重要影响。一方面电极基座与谐振子之间形成的电极是陀螺的驱动和检测载体,基座的粗糙度过高会影响陀螺输出噪声,造成电极击穿使陀螺失效;其次,谐振子与基座之间通过焊接实现轴孔连接,焊接时要求基座内孔镀金,而基座内孔的粗糙度之间影响金膜的结合力,进而影响焊接效果;谐振陀螺通常要求寿命达十年甚至二十年,陀螺内部要求保持高真空,基座的表面粗糙度对陀螺的真空保持时间具有重要影响;最后,谐振陀螺对零件的洁净度要求很高,基座粗糙度会影响其清洗效果,其表面残留的多余物存在降低陀螺精度的隐患。综上,从陀螺的可靠性、寿命、精度等角度出发,要求基座加工后各个面的粗糙度在20nm以下。电极基座由熔融石英玻璃材料加工而成,结构复杂,属于小曲率异型复杂曲面零件。熔融石英玻璃属于硬脆材料,通常采用金刚石砂轮磨削而成,加工后表面粗糙度在微米至亚微米量级,因此需要经过抛光加工,才能满足其表面质量的要求。
2、现有技术中熔融石英玻璃的抛光工艺和装置通常是针对平面或近平面的磨抛加工。平面或近平面玻璃板的装夹、抛光相对容易,各种磨抛技术已经趋于成熟。然而对于类似于半球谐振陀螺电极基座这样的小曲率异型复杂曲面零件的磨抛加工,现有技术尚不能满足其加工要求,开展半球谐振陀螺石英玻璃电极基座的抛光装置及抛光方法具有重要意义。
技术实现思路
1、本发明的目的是在于克服现有技术的不足之处,提供一种半球谐振陀螺石英玻璃电极基座抛光装置及抛光方法。
2、本发明的上述目的之一通过如下技术方案来实现:
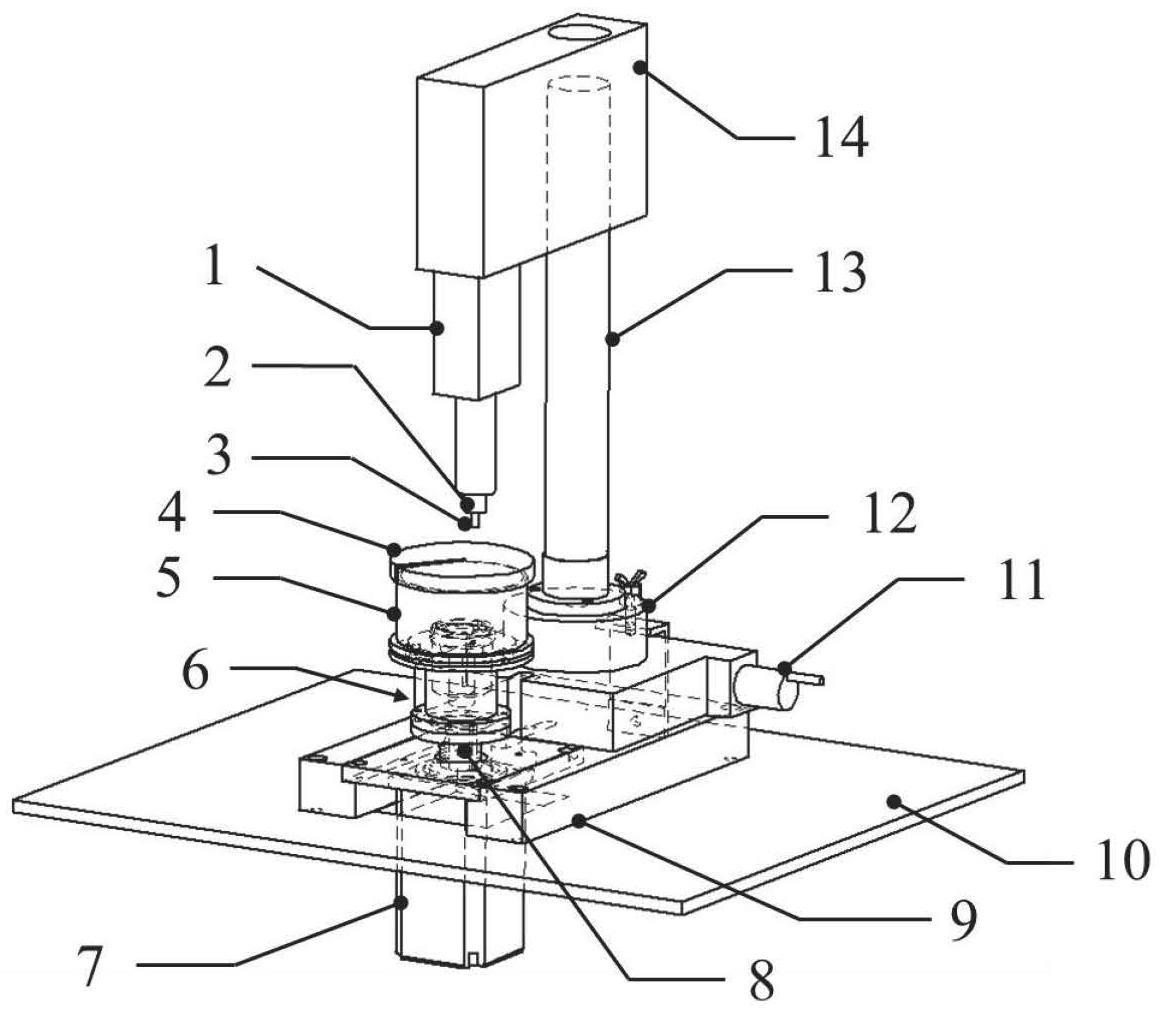
3、一种半球谐振陀螺石英玻璃电极基座抛光装置,其特征在于:包括设备台面、主轴安装座、工件旋转驱动电机、工件夹持装置、工具夹持装置、工具旋转主轴、工具旋转主轴安装座、抛光工具、绕z轴旋转调整机构、沿z轴精细调整机构、保护罩和保护罩上盖;
4、所述主轴安装座固定安装于设备台面上端,在主轴安装座上沿前后方向可调节式固定安装有主轴安装板,所述工件旋转驱动电机和工件夹持装置分别设置于主轴安装板的下方和上方,并通过工件旋转主轴和联轴器驱动连接;
5、所述绕z轴旋转调整机构安装于主轴安装座上的相对于工件夹持装置的后方位置;所述绕z轴旋转调整机构采用蜗轮蜗杆传动机构,其中蜗杆为驱动件,蜗轮与中间轴同轴固连,中间轴通过端面轴承与位于上部竖向设置的丝杆立柱可相对转动式连接,在中间轴与丝杆立柱之间设置有可拆卸的紧固连接结构;
6、所述丝杠立柱的上端通过螺纹连接有所述工具旋转主轴安装座,两者构成沿z轴精细调整机构;
7、所述工具旋转主轴安装于工具旋转主轴安装座的前下部位置,所述工具夹持装置安装于工具旋转主轴的下端,所述抛光工具以可拆卸的方式安装于工具夹持装置的下方;所述抛光工件包括第一抛光工具、第二抛光工具、第三抛光工具、第四抛光工具和第五抛光工具;
8、所述第一抛光工具,用于对电极基座的外球面进行抛光,其由半球形抛光头和与抛光头上端连接的刀柄构成,半球形抛光头的内球面的形状与电机基座的外球面的形状一致;
9、所述第二抛光工具,用于对电极基座法兰的上端面、法兰上端面与外球面的过渡圆角、电极基座的中心孔的上部凹台的底面及侧面进行抛光,其由圆柱形抛光头及与抛光头上端连接的刀柄构成,圆柱形抛光头的下端设置有倒圆角;
10、所述第三抛光工具,用于对电极基座的上端面及中心孔进行抛光,其由t形抛光头和与抛光头上端连接的刀柄构成;t形抛光头的上部直径尺寸与电极基座的上端面设计直径尺寸匹配,t形抛光头的下部直径尺寸与电极基座的中心孔设计直径尺寸匹配;
11、所述第四抛光工具,用于对电极基座的中心孔的下部倒圆角进行抛光,其由圆柱形抛光头及与抛光头上端连接的刀柄构成,在圆柱形抛光头的下端采用内凹圆弧形环边结构,该内凹圆弧形环边的形状与尺寸与电极基座的中心孔的下部倒圆角处的设计形状和尺寸一致;
12、所述第五抛光工具,用于对电极基座的中心孔的下部凹台的底面及侧面、电极基座的下端面及法兰部的外侧面进行抛光,其由圆柱形抛光头及与抛光头上端连接的刀柄构成,圆柱形抛光头的下端设置有倒圆角;
13、所述保护罩安装在工具夹持装置的上端外围,所述保护罩上盖固定安装在保护罩上端,在保护罩上盖上设置有供抛光工具伸入到保护罩内的让位孔。
14、进一步的:所述工件夹持装置包括工件安装弹性夹头、工件安装导套、工件安装底座、电极基座转接件、电极基座固定螺钉;
15、在对电极基座的外球面、连接外球面的两端面、中心孔及中心孔的上部凹台进行磨削加工时,工件安装导套由上至下插入到工件安装底座上的上部嵌装孔内,工件安装弹性夹头由上至下插入到工件安装导套中心孔内,电极基座的法兰部嵌入到工件安装弹性夹头的安装台上,工件安装弹性夹头的下部螺纹杆与工件安装底座上的螺纹孔形成螺纹连接,在工件安装导套的锥形孔与工件安装弹性夹头的楔形作用下,实现对电极基座的法兰部分夹持固定;
16、在对电极基座的下端面及中心孔的下部凹凸进行磨削加工时,工件安装导套由上至下插入到工件安装底座上的上部嵌装孔内,工件安装弹性夹头由上至下插入到工件安装导套中心孔内,电极基座转接件的下端嵌入到工件安装弹性夹头的安装台上,工件安装弹性夹头的下部螺纹杆与工件安装底座上的螺纹孔形成螺纹连接,在工件安装导套的锥形孔与工件安装弹性夹头的楔形作用下,实现对电极基座转接件的夹持固定,电极基座放置于电极基座转接件的上端,电极基座固定螺钉由上至下穿经电极基座的中心孔,并与电极基座转接件形成螺纹连接。
17、进一步的:所述工件旋转主轴包括外套筒、芯轴、芯轴旋转驱动机构;芯轴通过安装在两端的端面轴承可转动式支撑于外套筒内,芯轴的上端通过带传动机构与工具旋转驱动电机连接;在外套筒的外部固定有齿条,齿条与安装在工具旋转主轴安装座上的齿轮啮合,齿轮和齿条的配合结构构成沿z轴快速调整结构。
18、进一步的:所述第一抛光工具的抛光头采用沥青和松香的混合液的浇注成型结构;所述第一抛光工具的刀柄部分采用不锈钢材料制成。
19、进一步的:所述第二、第三、第四和第五抛光工具的抛光头由聚氨酯材料加工成型,刀柄部分采用不锈钢材料制成。
20、本发明的上述目的之二通过如下技术方案来实现:
21、一种基于上述半球谐振陀螺石英玻璃电极基座抛光装置的抛光方法,其特征在于:包括如下步骤:
22、步骤1、将电极基座通过工件安装弹性夹头、工件安装导套和工件安装底座正向夹持固定于工件夹持装置上;
23、步骤2、将千分表安装在设备台面上,表头与电极基座的外球面接触,之后通过工件旋转驱动电机驱动电极基座旋转,通过千分表观察并通过调整工件夹持装置与联轴器的连接位置来调整电极基座的回转轴,使电极基座的回转轴位于工件旋转轴的回转中心线上;
24、步骤3、将第一抛光刀具安装在工件夹持装置上,并调整其位置使其回转中心位于工具旋转主轴的回转中心线上,锁紧第一抛光刀具;
25、步骤4、将配制好的抛光液倒入保护罩中;
26、步骤5、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第一抛光刀具与电极基座外球面接触;
27、步骤6、开启抛光工具主轴和工件旋转主轴,设定时间后,关闭抛光工具主轴和工件旋转主轴;
28、步骤7、卸下第一抛光刀具,完成对电极基座电极基座外球面的抛光;
29、步骤8、将第二抛光刀具安装在工件夹持装置上,并调整其位置使其回转中心位于工具旋转主轴的回转中心线上,锁紧第二抛光刀具;
30、步骤9、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使刀具与电极基座法兰的上端面157及法兰上端面与外球面的过渡圆角接触;
31、步骤10、重复步骤6;
32、步骤11、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第二抛光刀具与电极基座电极基座的中心孔的上部凹台的底面及侧面接触;
33、步骤12、重复步骤6;
34、步骤13、卸下第二抛光工具,完成对电极基座的法兰上端面、法兰上端面与外球面的过渡圆角处、中心孔的上部凹台的底面及侧面接触抛光;
35、步骤14、将第三抛光刀具安装在工件夹持装置上,并调整其位置使其回转中心位于工具旋转主轴1的回转中心线上,锁紧第三抛光刀具;
36、步骤15、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第三刀具与电极基座的上端面及中心孔接触;
37、步骤16、重复步骤6;
38、步骤17、卸下第三抛光刀具,完成对电极基座的上端面及中心孔的抛光;
39、步骤18、卸下电极基座,并将保护罩内的抛光液抽干;
40、步骤19、将电极基座示反夹持固定在工件夹持装置上;
41、步骤20、将千分表安装在设备台面上,表头与电极基座内孔接触,之后通过工件旋转驱动电机驱动电极基座旋转,通过千分表观察并通过调整工件夹持装置与联轴器的连接位置来调整电极基座的回转轴,使电极基座的回转轴位于工件旋转轴的回转中心线上;
42、步骤21、再次将配制好的抛光液倒入保护罩中;
43、步骤22、将第四抛光刀具安装在工件夹持装置上,并调整其位置使其回转中心位于工具旋转主轴1的回转中心线上,锁紧第四抛光刀具;
44、步骤23、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第四抛光刀具与电极基座中心孔的下部倒圆角处接触;
45、步骤24、重复步骤6;
46、步骤25、卸下第四抛光刀具,完成对电极基座中心孔的下部倒圆角处的抛光;
47、步骤26、将第五抛光刀具安装在工件夹持装置上,并调整其位置使其回转中心位于工具旋转主轴1的回转中心线上,锁紧第五抛光刀具;
48、步骤27、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第五抛光刀具与电极基座的中心孔的下部凹台的底面及侧面接触;
49、步骤28、重复步骤6;
50、步骤29、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第五抛光刀具与电极基座下端面接触;
51、步骤30、重复步骤6;
52、步骤31、通过绕z轴的旋转调整机构和沿z轴精细调整机构,使第五抛光刀具与电极基座法兰部侧面接触;
53、步骤32、重复步骤6;
54、步骤33、卸下第五抛光刀具35,完成对表面电极基座表面各面的抛光;
55、步骤34、卸下电极基座,并将其置入超声波清洗机中清洗,完成电极基座所有表面的抛光与清洗。
56、进一步的:抛光液的配重方法为:将高纯氧化铈粉75克加入1升20℃~30℃的常温去离子水并搅拌均匀,再加入防锈剂并再次搅拌均匀,得到抛光液。
57、进一步的:抛光工具的旋转速度为7000r/min~9000r/min,工件旋转主轴的旋转速度为100r/min~300r/min。
58、本发明具有的优点和积极效果:
59、(1)本发明提出了一种半球谐振陀螺石英玻璃电极基座全抛光的装置及方法,本发明可实现对电极基座所有表面的抛光,解决了半球谐振陀螺石英玻璃电极基座全抛光难题;
60、(2)本发明提出了一种半球谐振陀螺石英玻璃电极基座全抛光的方法,抛光过程中不需要更换工件夹持装置,整个基座的抛光时间约为3.5小时,极大地提高了基座抛光效率,满足半球谐振陀螺批量化生产需求;
61、(3)本发明提出了一种半球谐振陀螺石英玻璃电极基座全抛光的装置及方法,利用该抛光装置及方法抛光后的电极基座表面粗糙度能达到10nm以内,满足电极基座镀膜、陀螺焊接、陀螺真空保持等需求;
62、(4)本发明具有一定普适性,可推广用于其他小曲率和异型回转体零件的高效、高质量抛光。
- 还没有人留言评论。精彩留言会获得点赞!