一种新型成膜发黑工艺的制作方法
1.本发明涉及金属表面化学处理技术领域,尤其涉及一种新型成膜发黑工艺。
背景技术:
2.发黑工艺是指通过物理或化学的方法,在金属工件表面形成致密的黑色保护膜层,从而增强工件的防锈能力,同时美化工件的外观。中国发明(cn201210405952.2)公开了一种钢铁常温发黑液的制备方法,包括以下步骤:(1)将硫酸铜、二氧化硒、磷酸二氢钾、硝酸锌、硫酸镍、尿素、复合成膜促进剂、络合剂分别加水至溶解,然后将各溶液混合搅拌均匀;(2)调节溶液ph至2~3,然后加水将混合溶液稀释至刻度,使得各组分的含量为硫酸铜2~8g/l,二氧化硒3~6.5g/l,磷酸二氢钾2~10g/l,硝酸锌2~6g/l,硫酸镍1~3g/l,复合成膜促进剂2~6g/l,尿素3~8g/l,络合剂0.5~8g/l。制备出的发黑液的发黑膜附着力牢固、抗腐蚀性强、沉渣少。但是现有的发黑工艺不符合环保要求,会产生废液废气。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种新型成膜发黑工艺。
4.为了实现上述目的,本发明采用了如下技术方案:
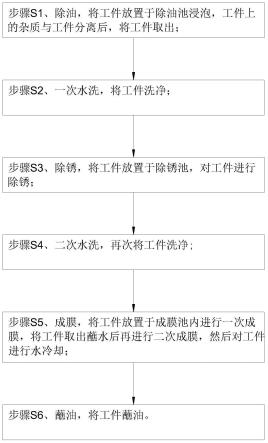
5.一种新型成膜发黑工艺,包括以下步骤:
6.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出;
7.步骤s2、一次水洗,将工件洗净;
8.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
9.步骤s4、二次水洗,再次将工件洗净;
10.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却;
11.步骤s6、蘸油,将工件蘸油。
12.优选的,所述步骤s1中,除油过程中,工件在除油池内的浸泡时间为10至12分钟,除油的温度为80至100摄氏度。
13.优选的,所述步骤s2以及s4中,一次水洗以及二次水洗的水洗时间为30至60秒。
14.优选的,所述步骤s5中,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3。
15.优选的,所述一次成膜以及二次成膜中,加热的温度为130-160摄氏度。
16.优选的,所述步骤s6中,蘸油时间为1至2分钟。
17.优选的,还包括污水处理设备,所述污水处理设备包括排污管道以及与所述排污管道连接的水过滤系统,所述排污管道与所述除油池、除锈池以及成膜池连接。
18.优选的,还包括废气处理设备。
19.本发明的有益效果是:
20.本发明通过天然气燃烧对除油池以及成膜池进行加热,加工过程中产生的酸雾通过冷凝塔酸雾塔中和进行达标排放,冷凝塔酸雾塔通过管道连接工作区,烟雾通过活性炭进行过滤,在加工的过程中能够保证成膜发黑的效果,提高加工效率,减少加工污染。
附图说明
21.图1为本发明提出的一种新型成膜发黑工艺的工艺流程图。
具体实施方式
22.实施例一:
23.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
24.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
25.步骤s2、一次水洗,将工件洗净,水洗时间为30秒;
26.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
27.步骤s4、二次水洗,再次将工件洗净,水洗时间为30秒;
28.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
29.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
30.实施例二:
31.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
32.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为11分钟,除油的温度为80摄氏度;
33.步骤s2、一次水洗,将工件洗净,水洗时间为30秒;
34.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
35.步骤s4、二次水洗,再次将工件洗净,水洗时间为30秒;
36.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
37.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
38.实施例三:
39.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
40.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为12分钟,除油的温度为80摄氏度;
41.步骤s2、一次水洗,将工件洗净,水洗时间为30秒;
42.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
43.步骤s4、二次水洗,再次将工件洗净,水洗时间为30秒;
44.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二
次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
45.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
46.实施例四:
47.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
48.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为90摄氏度;
49.步骤s2、一次水洗,将工件洗净,水洗时间为30秒;
50.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
51.步骤s4、二次水洗,再次将工件洗净,水洗时间为30秒;
52.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
53.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
54.实施例五:
55.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
56.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为100摄氏度;
57.步骤s2、一次水洗,将工件洗净,水洗时间为30秒;
58.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
59.步骤s4、二次水洗,再次将工件洗净,水洗时间为30秒;
60.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
61.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
62.实施例六:
63.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
64.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
65.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
66.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
67.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
68.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
69.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
70.实施例七:
71.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
72.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取
出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
73.步骤s2、一次水洗,将工件洗净,水洗时间为60秒;
74.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
75.步骤s4、二次水洗,再次将工件洗净,水洗时间为60秒;
76.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为130摄氏度;
77.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
78.实施例八:
79.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
80.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
81.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
82.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
83.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
84.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为145摄氏度;
85.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
86.实施例九:
87.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
88.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
89.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
90.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
91.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
92.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为160摄氏度;
93.步骤s6、蘸油,将工件蘸油,蘸油时间为1分钟。
94.实施例十:
95.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
96.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
97.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
98.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
99.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
100.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例
为1:2:3,加热的温度为145摄氏度;
101.步骤s6、蘸油,将工件蘸油,蘸油时间为2分钟。
102.实施例十一:
103.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
104.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
105.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
106.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
107.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
108.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为145摄氏度;
109.步骤s6、蘸油,将工件蘸油,蘸油时间为2分钟。
110.优选的,还包括污水处理设备,所述污水处理设备包括排污管道以及与所述排污管道连接的水过滤系统,所述排污管道与所述除油池、除锈池以及成膜池连接。
111.实施例十二:
112.请参照图1,一种新型成膜发黑工艺,包括以下步骤:
113.步骤s1、除油,将工件放置于除油池浸泡,工件上的杂质与工件分离后,将工件取出除油过程中,工件在除油池内的浸泡时间为10分钟,除油的温度为80摄氏度;
114.步骤s2、一次水洗,将工件洗净,水洗时间为45秒;
115.步骤s3、除锈,将工件放置于除锈池,对工件进行除锈;
116.步骤s4、二次水洗,再次将工件洗净,水洗时间为45秒;
117.步骤s5、成膜,将工件放置于成膜池内进行一次成膜,将工件取出蘸水后再进行二次成膜,然后对工件进行水冷却,一次成膜以及二次成膜中,其中亚硝酸钠:火碱:水的比例为1:2:3,加热的温度为145摄氏度;
118.步骤s6、蘸油,将工件蘸油,蘸油时间为2分钟。
119.优选的,还包括废气处理设备。
120.本发明通过天然气燃烧对除油池以及成膜池进行加热,加工过程中产生的酸雾通过冷凝塔酸雾塔中和进行达标排放,冷凝塔酸雾塔通过管道连接工作区,烟雾通过活性炭进行过滤,在加工的过程中能够保证成膜发黑的效果,提高加工效率,减少加工污染。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1