旋转装配式转炉环保改造装置及使用方法与流程
1.本发明属于转炉炉体设备安装技术领域,尤其涉及旋转装配式转炉环保改造装置及使用方法。
背景技术:
2.在冶金领域,所谓“环保改造”是指钢铁企业坚持科技进步的前提下,用先进的技术改造落后的技术,用先进的工艺和装备代替落后的工艺和装备,实现内涵扩大再生产,达到增加品种,提高质量,节约能源,降低原材料消耗,提高劳动生产率,提高经济效益的目的。由于转炉炉体无法使用桥式起重机进行进行吊装,只能使用整体液压顶升的方法。
3.原有的施工技术是在钢水车上利用型材或管材现场焊接制作受炉台架,将4个液压千斤顶安装至受炉台架的立柱顶端,并将旋转体安装至液压千斤顶上部。将转炉炉体放在旋转体上部,缓慢上升液压千斤顶至合适的安装标高,并利用卷扬机带动转炉炉体进行旋转90
°
,缓慢回落液压千斤顶直至不受力,最后将受炉台架切割、拆卸运走。整个施工过程耗费时间过长,还有钢材只使用了一次就报废处理掉。原有方法不仅耗时,还浪费材料。
技术实现要素:
4.本发明的目的是旋转装配式转炉环保改造装置及使用方法,克服现有技术的不足,采用专用受炉台架,可实现在转炉炉体安装过程中的同步液压顶升、电动旋转、可拆卸、重复使用的目的。专用受炉台架采用标准化定制,部件随意替换、容易组装,使用方便,可重复使用,有利于缩短工期,提高作业效率,不用时还可拆卸储存,减少重置成本。
5.为实现上述目的,本发明通过以下技术方案实现:旋转装配式转炉环保改造装置及使用方法,其特征在于,在转炉环保改造工程中,由于转炉两轴承座之间的混凝土基础间距过小,采用专用受炉台架实现转炉炉体的液压顶升、旋转、回落的安装动作;专用受炉台架由液压系统、架体、旋转系统、底座组成。液压系统由4个大吨位液压千斤顶、小型液压站、液压胶管等组成,液压千斤顶安装至架体立柱的柱头,液压站设置在底座外侧;架体由四根立柱(可使用厚壁无缝钢管或型钢)、横梁用高强螺栓连接,整个架体与活动底座相连接。旋转系统由电机、减速机、旋转体组成。首先,在钢水车上组装专用受炉台架。将转炉炉体吊至专用受炉台架上。启动液压系统,将转炉炉体升高至轴承座上方。利用钢水车将转炉炉体运输至安装地点,并利用旋转系统旋转90
°
。最后,液压千斤顶回落,将转炉炉体安装就位。
6.进一步的,所述专用受炉台架宜采用的钢材材质为q345,连接螺栓采用高强螺栓,立柱可采用无缝钢管或h型钢。
7.进一步的,所述液压千斤顶为电动液压千斤顶,吨位不小于150t,行程为200mm,四个液压千斤顶连接在同一个液压站的同一个换向阀上,保证顶升、回落动作、高度一致。
8.进一步的,所述底座分为固定底座和活动底座。固定底座与钢水车连接,活动底座与旋转体上部连接。
9.进一步的,所述所述减速机与旋转体的传动方式为销齿传动。上部与活动底座连接,下部与固定底座连接。中间有若干个滚动体在旋转体上部和下部的限位中进行滚动。由于转炉炉体需要旋转90
°
左右,销齿结构按120
°
制造,保证可以旋转90
°
左右即可。
10.进一步的,所述专用受炉台架上架体横梁及底座大小,可根据所安装转炉炉体的直径进行任意调整更换。
11.进一步的,所述专用受炉台架除旋转体上下底板需根据不同转炉炉体直径进行制作,其他各个部件均可进行拆卸、重复利用。
12.进一步的,转炉炉体安装时具体按以下步骤操作:1)用高强螺栓将固定底座安装在钢水车上,并按转炉炉体直径调整好间距。
13.2)按转炉炉体直径制造旋转体的上下底板,并装配好滚动体(滚动体安装时宜涂抹甘油,保证旋转过程的顺畅)、销齿结构,最后用高强螺栓将装配好的旋转体安装到固定底座上;3)用高强螺栓将活动底座固定在旋转体上,并按转炉炉体直径调整好架体立柱的间距,然后挑选合适尺寸的架体横梁进行安装、固定;4)将4个液压千斤顶分别安装、固定在4个立柱的顶端,将液压千斤顶的a、b连接管安装好,并用液压胶管连接至小型液压站上的换向阀;5)将销齿传动的手动减速机和小型液压站安装就位;6)将转炉炉壳和托圈组装,并吊至专用受炉台架上,使耳轴的方向与安装就位的方向形成90
°
左右的夹角,保证转炉炉体能够顺利通过转炉轴承座间的混凝土基础;7)启动液压站,按动换向阀开关,使液压千斤顶带动转炉炉体缓缓上升至轴承座标高以上50mm左右的位置,并时刻检查液压千斤顶的伸长量,使其保证一致;8)启动钢水车行驶开关,将专用受炉台架连同转炉炉体缓慢驶向转炉炉体安装就位的位置;9)转动手动减速机,利用销齿传动将旋转体缓慢带动转炉炉体旋转90
°
左右的位置,正好处于安装就位位置的正上方。
14.10)按动液压站换向阀开关,使液压千斤顶带动转炉炉体缓缓回落至轴承座上,此时转炉炉体安装就位;11)继续按动液压站换向阀开关,使液压千斤顶伸出长度为0。启动钢水车行驶开关,将专用受炉台架运输至转炉炉体安装位置的外部。
15.12)将专用受炉台架从钢水车上保护性拆卸下来,并分类整理好,以备下一个转炉工程组装使用。
16.进一步的,步骤7)中液压千斤顶在缓慢上升的过程中,其伸出长度要始终保持一致,防止在上升过程中转炉炉体倾斜。
17.进一步的,步骤9)中为了转炉炉体能够非常平稳的旋转至安装位置,利用销齿传动将旋转体尽可能慢的速度带动转炉炉体旋转90
°
左右,防止旋转过程发生安全事故。
18.与现有技术相比,本发明的有益效果是:1)采用标准化定制,部件随意替换、容易组装,使用方便,可重复使用,有利于缩短工期,提高作业效率,不用时还可拆卸储存,减少重置成本。2)装置使用后拆卸方便,分类整理后占用空间小,打包运输至下一个工程继续重复使用,节约材料、利于环境保护。3)专用
受炉台架的制作均采用标准材料,并在机加车间制作而成,所有部件的大小、尺寸均做统一要求,互换性强。4)可实现非下悬挂多种型号转炉环保改造炉体的安装,施工效率高,安全稳定,也可应用于新建转炉安装工程中非下悬挂多种型号炉体安装。
附图说明
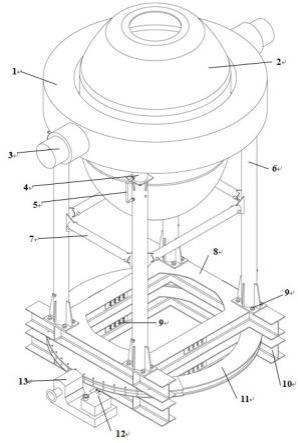
19.图1是本发明实施例专用受炉台架结构示意图;图2是本发明实施例中固定底座、小型液压站、电动机、减速机结构示意图;图3是本发明实施例中旋转体结构示意图;图4是本发明实施例中旋转体剖面结构示意图;图中:1-托圈、2-炉壳、3-耳轴、4-液压千斤顶、5-液压管道、6-立柱、7-横梁,8-旋转底座、9-高强螺栓、10-固定底座、11-旋转体、12-小型液压站、13-手动减速机、14-旋转体销轴、15-旋转体上底板、16-旋转体销轴固定板、17-旋转体下底板、18-旋转体轴承限位、19-旋转体滚动体。
具体实施方式
20.下面结合实施例和附图对本发明的实施方式作进一步说明,虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
21.见图1,是本发明专用受炉台架实施例结构示意图,包括液压系统、架体、旋转系统、底座组成。液压系统由4个大吨位液压千斤顶、小型液压站、液压胶管等组成,液压千斤顶安装至架体立柱的柱头,液压站设置在底座外侧;架体由四根立柱(可使用厚壁无缝钢管或型钢)、横梁用高强螺栓连接,整个架体与活动底座相连接。旋转系统由电机、减速机、旋转体组成。首先,在钢水车上组装专用受炉台架。将转炉炉体吊至专用受炉台架上。启动液压系统,将转炉炉体升高至轴承座上方。利用钢水车将转炉炉体运输至安装地点,并利用旋转系统旋转90
°
。最后,液压千斤顶回落,将转炉炉体安装就位;专用受炉台架宜采用的钢材材质为q345,连接螺栓采用高强螺栓,立柱可采用无缝钢管或h型钢。液压千斤顶为电动液压千斤顶,吨位不小于150t,行程为200mm,四个液压千斤顶连接在同一个液压站的同一个换向阀上,保证顶升、回落动作、高度一致。底座分为固定底座和活动底座。固定底座与钢水车连接,活动底座与旋转体上部连接。减速机与旋转体的传动方式为销齿传动。上部与活动底座连接,下部与固定底座连接。中间有若干个滚动体在旋转体上部和下部的限位中进行滚动。由于转炉炉体需要旋转90
°
左右,销齿结构按120
°
制造,保证可以旋转90
°
左右即可。专用受炉台架上架体横梁及底座大小,可根据所安装转炉炉体的直径进行任意调整更换。专用受炉台架除旋转体上下底板需根据不同转炉炉体直径进行制作,其他各个部件均可进行拆卸、重复利用。
22.见图2,是本发明实施例中固定底座、小型液压站、电动机、减速机结构示意图,减速机采用手动减速机,减速机与旋转体的传动方式为销齿传动,在装置运转过程中可以运行更平稳、安全可靠。固定底座采用高强螺栓连接,在不同直径炉体安装时可随意更换横梁,保证炉体能够顺利放置到立柱上。
23.见图3,是本发明实施例中旋转体结构示意图,由于专用受炉台架在工作时只旋转90
°
左右,其销齿在制造时只制造120
°
即可。旋转体销轴固定板16需大于旋转体下底板17,防止运行过程中旋转体销轴14末端与旋转体下底板刮碰。
24.见图4,是本发明旋转体剖面结构示意图,在旋转体运行过程中,旋转体轴承限位起到让旋转体上底板15和旋转体下底板17其圆心始终在垂直方向上重合,保证系统安全。旋转体滚动体19可有效减小旋转体旋转过程中的摩擦力,使旋转更加顺畅,旋转滚动体可以使用球体或圆柱体。
25.本发明将旋转系统、液压提升系统集成在一个专用装置上,且可自由拆卸。操作简单,施工效率高,可重复利用,节能环保。转炉炉体安装时具体按以下步骤操作:1)用高强螺栓将固定底座安装在钢水车上,并按转炉炉体直径调整好间距。
26.2)按转炉炉体直径制造旋转体的上下底板,并装配好滚动体(滚动体安装时宜涂抹甘油,保证旋转过程的顺畅)、销齿结构,最后用高强螺栓将装配好的旋转体安装到固定底座上;3)用高强螺栓将活动底座固定在旋转体上,并按转炉炉体直径调整好架体立柱的间距,然后挑选合适尺寸的架体横梁进行安装、固定;4)将4个液压千斤顶分别安装、固定在4个立柱的顶端,将液压千斤顶的a、b连接管安装好,并用液压胶管连接至小型液压站上的换向阀;5)将销齿传动的手动减速机和小型液压站安装就位;6)将转炉炉壳和托圈组装,并吊至专用受炉台架上,使耳轴的方向与安装就位的方向形成90
°
左右的夹角,保证转炉炉体能够顺利通过转炉轴承座间的混凝土基础;7)启动液压站,按动换向阀开关,使液压千斤顶带动转炉炉体缓缓上升至轴承座标高以上50mm左右的位置,并时刻检查液压千斤顶的伸长量,使其保证一致;8)启动钢水车行驶开关,将专用受炉台架连同转炉炉体缓慢驶向转炉炉体安装就位的位置;9)转动手动减速机,利用销齿传动将旋转体缓慢带动转炉炉体旋转90
°
左右的位置,正好处于安装就位位置的正上方。
27.10)按动液压站换向阀开关,使液压千斤顶带动转炉炉体缓缓回落至轴承座上,此时转炉炉体安装就位;11)继续按动液压站换向阀开关,使液压千斤顶伸出长度为0。启动钢水车行驶开关,将专用受炉台架运输至转炉炉体安装位置的外部。
28.12)将专用受炉台架从钢水车上保护性拆卸下来,并分类整理好,以备下一个转炉工程组装使用。
29.步骤7)中液压千斤顶在缓慢上升的过程中,其伸出长度要始终保持一致,防止在上升过程中转炉炉体倾斜。
30.步骤9)中为了转炉炉体能够非常平稳的旋转至安装位置,利用销齿传动将旋转体尽可能慢的速度带动转炉炉体旋转90
°
左右,防止旋转过程发生安全事故。
31.以上实施例仅是为详细说明本发明的目的、技术方案和有益效果而选取的具体实例,但不应该限制本发明的保护范围,凡在不违背本发明的精神和原则的前提下,所作的种种修改、等同替换以及改进,均应落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1