5xxx铝合金及其制备方法与流程
1.本发明涉及铝合金制备领域,具体而言,涉及一种5xxx铝合金及其制备方法。
背景技术:
2.铝合金紧固件具有轻质、比强度高、耐蚀性好,良好的加工性能、极高的再回收和再生性等一系列优良特性,广泛应用于汽车领域。铝原材料因强度低无法满足高强度紧固件的需求。在冷镦过程中,铝材料常因塑性不足和变形不均匀等原因,造成冷镦开裂等问题,这导致铝合金汽车紧固件的发展远远滞后于汽车行业的发展。
3.生产高mg含量的5xxx系用铆钉线材一般采用挤压-拉拔法和连铸连轧-拉拔法。挤压-拉拔法的生产流程长,成本高;连铸连轧-拉拔法的产能大,效率高,但是产品性能起伏比较大,线杆可锻性差(塑性低)。
4.现有文献(cn104775060b)提供了一种铝合金连铸连轧坯的生产及热处理方法,采用该方法制备的5052材料,其抗拉强度不小于300mpa,但其延伸率只有~3%,难以满足后续变形加工的需求。
5.另一篇现有文献(cn104485152a)提供了一种铝合金导线及其生产工艺,其采用连铸连轧工艺生产出来的铝线同样具有较高的抗拉强度,但塑性~3%,也难以满足市场需求。mg含量较高的5xxx系合金,在铸造过程中易产生偏析,粗大第二相等造成产品均一性差、冷镦时出现表面亮线;退火工艺不当引起晶粒尺寸大、不均匀等在后续锻造时容易起皱、开裂。综上所述,目前5xxx线杆的生产工艺条件难以消除线材中的成分不均匀性,且可锻性能较差,难以兼顾性能及成本。
技术实现要素:
6.本发明的主要目的在于提供一种5xxx铝合金及其制备方法,以解决现有铝合金的制备方法存在难以消除线材中的成分不均匀性,且可锻性能较差,难以兼顾性能及成本的问题。
7.为了实现上述目的,本发明一方面提供了一种5xxx铝合金,该5xxx铝合金的制备方法包括:按以下比例配制合金原料:以占原料的重量百分含量计,原料包括:3.5~5.0wt.%mg,0.08~0.5wt.%mn,0.05~0.5wt.%cu,0.15~0.2wt.%cr,≤0.35wt.%fe,≤0.3wt.%si,≤0.25wt.%zn,≤0.1wt.%ti,杂质含量≤0.15wt%,余量为al;将上述合金原料依次进行精炼、连续铸造、铸坯刮削、连续轧制、热收杆、退火及拉拔,得到5xxx铝合金。
8.进一步地,铸坯刮削过程包括:对连续铸造过程得到的铸坯进行刮削,刮削过程的厚度为0.5~1.0mm。
9.进一步地,连续轧制过程包括:将铸坯刮削过程得到产物通过感应加热加热到450~500℃后进行多次轧制,且热终轧温度320~380℃;优选地,续轧制过程包括粗轧和精扎过程,其中轧制速度为2.2~2.5m/s。
10.进一步地,热收杆过程的温度为280~350℃,杆的直径为9~11mm。
11.进一步地,退火过程包括:将经所述热收杆过程得到的线杆以2~5℃/min的速率升温至400~500℃,时间为2~8h。
12.进一步地,拉拔过程包括:将退火后的热轧杆冷拉至直径为1.5~6mm,然后进行中间退火。
13.进一步地,中间退火的温度为400~500℃,时间为1~2h。
14.进一步地,精炼过程为两次精炼过程,其中第一次精炼过程的温度为710~730℃,气氛为ar和cl2的混合气;第二次精炼过程的温度为720~750℃,气氛为ar和cl2的混合气。
15.进一步地,连续铸造过程包括:采用浇铸机进行连续铸造得到铸坯,且连续铸造过程中采用分区自动控制水压。
16.本技术的另一方面还提供了一种5xxx铝合金,该5xxx铝合金采用上述制备方法制得。
17.应用本发明的技术方案,通过合金成分优化同时结合连铸连轧等工艺控制抑制了粗大第二相的析出;通过铸坯刮削提高了5xxx铝合金的表面质量,从而提高了5xxx铝合金的连续化生产及可锻性,并提高了线杆的强度,其综合性能优于目前行业其他相应5系铝合金的综合性能。
附图说明
18.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
19.图1为实施例1制得的5xxx铝合金的金属图;
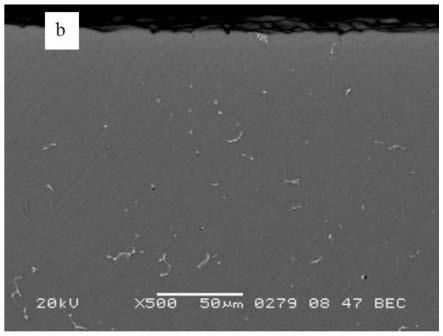
20.图2为对比例1制得的铝合金的金属相图。
具体实施方式
21.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将结合实施例来详细说明本发明。
22.正如背景技术所描述的,现有的铝合金的制备方法存在难以消除线材中的成分不均匀性,且可锻性能较差,难以兼顾性能及成本的问题。为了解决上述技术问题,本技术提供了一种5xxx铝合金的制备方法,该5xxx铝合金的制备方法包括:按以下比例配制合金原料:以占原料的重量百分含量计,原料包括:3.5~5.0wt.%mg,0.08~0.5wt.%mn,0.05~0.5wt.%cu,0.15~0.2wt.%cr,≤0.35wt.%fe,≤0.3wt.%si,≤0.25wt.%zn,≤0.1wt.%ti,杂质含量≤0.15wt%,余量为al;将上述合金原料依次进行精炼、连续铸造、铸坯刮削、连续轧制、热收杆、退火及拉拔,得到5xxx铝合金。
23.mg、mn是主要的强化元素。该系合金通过mg元素总量控制合金强度水平。mg元素含量升高,合金强度增加、加工硬化能力提升,避免应变集中,更有利于成型,但高mg会增加熔体粘度,增大铸造难度。mn在合金中主要起抑制再结晶、稳定亚结晶组织的作用,既提高材料强度又提高韧性和耐蚀性能,但mn含量过高会在铸造过程中形成过多粗大金属间化合物,严重降低材料的铸造性、成型性及韧性,因此mn含不宜高于0.5wt.%,为0.08~0.5wt.%;cu对增加强度有益,但不宜超过0.5wt%。
24.cr可以降低fe元素对耐蚀性的影响,提高基体金属和焊缝强度,减少焊接热裂倾向,但会使合金的塑性略有降低。有研究表明添加mn、cr元素可以提高合金的弹性模量以及硬化指数,从而改善合金的耐应力腐蚀性能。但cr含量过高时会与其他合金元素或杂质形成粗大的金属化合物,降低合金的成形性能与断裂韧性,所以cr含量不宜超过0.25wt.%,为0.15~0.2wt.%。
25.fe为杂质元素,当fe含量在0.35wt.%以下时,对合金性能影响不大。但当fe含量超过0.35wt.%,易形成粗大含fe相,对合金延伸率和慢应力腐蚀性能不利,需控制0.35wt.%以下。
26.上述制备方法中,通过合金成分优化同时结合连铸连轧等工艺控制抑制了粗大第二相的析出;通过铸坯刮削提高了5xxx铝合金的表面质量,从而提高了5xxx铝合金的连续化生产及可锻性,并提高了线杆的强度,其综合性能优于目前行业其他相应5系铝合金的综合性能。
27.通过铸坯刮削工艺有利于提高后续制得的5xxx铝合金的表面质量。在一种优选的实施例中,铸坯刮削过程包括:对连续铸造过程得到的铸坯进行刮削,刮削过程的厚度为0.5~1.0mm。将刮削的厚度限定在上述范围内有利于进一步提高5xxx铝合金表面的平整性和合金的均一性,从而有利于进一步提高5xxx铝合金的可锻性。
28.开轧温度较低会降低合金的热加工性能,易导致轧制过程中出现开裂和边裂等现象;过低的终轧温度易在组织中析出大量β相及粗大mg2si,不利于后续提升线杆可锻性。在一种优选的实施例中,连续轧制过程包括:将铸坯刮削过程得到产物通过感应加热加热到450~500℃后进行多次轧制,且热终轧温度320~380℃。热轧温度和热终轧温度包括但不限于上述范围,而将其限定在上述范围内有利于进一步提高其变形过程及后续的成形性,进而提高其冷镦变形量等特性。
29.轧制速度会对后续制得的5xxx铝合金的冷镦变形量和可锻性能产生影响,为了进一步提高其冷镦变形量和可锻性能,优选地,连续轧制过程包括粗轧和精扎过程,其中轧制速度为2.2~2.5m/s。
30.在一种优选的实施例中,热收杆过程的温度为280~350℃,杆的直径为9~11mm。热收杆的温度和杆的直径包括但不限于上述范围,而将其限定在上述范围内有利于进一步提高其抗拉强度和延伸率。
31.在一种优选的实施例中,退火过程包括:将经所述热收杆过程得到的线杆以2~5℃/min的速率升温至400~500℃,时间为2~8h。通过对热轧线杆进行较高温度和相对较长时间的退火,可有效改进合金性能的均一性,消除表面亮线,提升合金的可锻性,并细化晶粒尺寸。
32.为了进一步提高其可锻性和晶粒尺寸,优选地,拉拔过程包括:将退火后的热轧杆冷拉至直径为1.5~6mm,然后进行中间退火。更优选地,中间退火的温度为400~500℃,时间为1~2h。
33.在一种优选的实施例中,经精炼过程采用二次精炼。所述精炼过程为两次精炼过程,其中第一次精炼过程的温度为710~730℃,气氛为ar和cl2的混合气;第二次精炼过程的温度为720~750℃,气氛为ar和cl2的混合气。精炼后扒渣。通过上述精炼过程有利于进一步降低杂质元素含量,从而提高后续制得的铝合金的延伸率、耐腐蚀率和韧性等综合性
能。
34.在一种优选的实施例中,连续铸造过程包括:采用浇铸机进行连续铸造得到铸坯,且连续铸造过程中采用分区自动控制水压。采用上述连续铸造工艺有利于进一步提高合金中各元素分布的均一性,同时还有利于进一步细化晶粒。
35.本技术的第二方面还提供了一种5xxx铝合金,该5xxx铝合金采用本技术提供的制备方法制得。
36.采用上述方法制得的5xxx铝合金中材料成分均一,且晶粒较小,表面较为光滑,具有较高的塑性,从而在后续的锻造过程中不易开裂。
37.以下结合具体实施例对本技术作进一步详细描述,这些实施例不能理解为限制本技术所要求保护的范围。
38.实施例1
39.5xxx铝合金成分的重量百分含量如下:4.0wt.%mg,0.5wt.%mn,0.5wt.%cu,0.2wt.%cr,0.4wt.%fe,0.3wt.%si,0.25wt.%zn,0.1wt.%ti,余量为al。
40.5xxx铝合金材料的制备方法包括如下步骤:
41.(1)熔炼:将铝锭加入熔炼炉中熔化成铝液,将铝液加注到保温炉中保温;
42.(2)配料精炼:按照上述合金配比进行配料,精炼;
43.(3)连续铸造:采用浇铸机进行连续铸造得到铸坯;连续铸造中采用分区自动控制水压;
44.(4)铸坯刮削:将铸锭上表面刮削1.0mm;
45.(5)连续轧制:通过感应加热加热到500℃,进行连续轧制;所述轧制系统由两台轧机串联而成,包括粗轧机和精轧机;轧制速度为2.5m/s;
46.(6)热收杆温度为350℃,杆径ф11mm;
47.(7)退火:对线杆进行退火,退火过程中以3℃/min的速率升温至480℃,保温时间为4h,然后降至25℃(室温);
48.(8)拉拔:将退火后热轧杆进行冷拉,至ф6mm,拉拔过程中进行中间退火420℃,处理时间为2h;
49.(9)收卷。
50.实施例2
51.5xxx铝合金成分的重量百分含量如下:5.0wt.%mg,0.08wt.%mn,0.05wt.%cu,0.15wt.%cr,0.2wt.%fe,0.2wt.%si,0.15wt.%zn,0.05wt.%ti,杂质含量≤0.5wt%,余量为al。
52.5xxx铝合金材料的制备方法包括如下步骤:
53.(1)熔炼:将铝锭加入熔炼炉中熔化成铝液,将铝液加注到保温炉中保温;
54.(2)配料精炼:按照上述合金配比进行配料,精炼;
55.(3)连续铸造:采用浇铸机进行连续铸造得到铸坯;连续铸造中采用分区自动控制水压;
56.(4)铸坯刮削:将铸锭上表面刮削0.5mm;
57.(5)连续轧制:通过感应加热加热到450℃,进行连续轧制;所述轧制系统由两台轧机串联而成,包括粗轧机和精轧机;轧制速度为2.2m/s;
58.(6)热收杆温度为280℃,杆径ф9mm;
59.(7)退火:对线杆进行退火,退火过程中以5℃/min的速率升温至460℃,保温时间为8h,然后降至室温;
60.(8)拉拔:将退火后热轧杆进行冷拉,至ф2.5mm,拉拔过程中进行中间退火450℃,处理时间为2h;
61.(9)收卷。
62.实施例3
63.5xxx铝合金成分的重量百分含量如下:3.5wt.%mg,0.3wt.%mn,0.3wt.%cu,0.17wt.%cr,0.15wt.%fe,0.1wt.%si,0.1wt.%zn,0.03wt.%ti,杂质含量≤0.5wt%,余量为al。
64.5xxx铝合金材料的制备方法包括如下步骤:
65.(1)熔炼:将铝锭加入熔炼炉中熔化成铝液,将铝液加注到保温炉中保温;
66.(2)配料精炼:按照上述合金配比进行配料,精炼;
67.(3)连续铸造:采用浇铸机进行连续铸造得到铸坯;连续铸造中采用分区自动控制水压;
68.(4)铸坯刮削:将铸锭上表面刮削0.8mm;
69.(5)连续轧制:通过感应加热加热到470℃,进行连续轧制;所述轧制系统由两台轧机串联而成,包括粗轧机和精轧机;轧制速度为2.4m/s;
70.(6)热收杆温度为300℃,杆径ф10mm;
71.(7)退火:对线杆进行退火,退火过程中以3℃/min的速率升温至500℃,保温时间为4h,然后降至室温;
72.(8)拉拔:将退火后热轧杆进行冷拉,至ф4mm,拉拔过程中进行中间退火400℃,处理时间为2h;
73.(9)收卷。
74.实施例4
75.配料的组成与实施例1相同。
76.与实施例1的区别为:刮削厚度为0.5mm。
77.实施例5
78.配料的组成与实施例1相同。
79.与实施例1的区别为:刮削厚度为0.7mm。
80.实施例6
81.配料的组成与实施例1相同。
82.与实施例1的区别为:刮削厚度为1.2mm。
83.实施例7
84.配料的组成与实施例1相同。
85.与实施例1的区别为:连轧过程的温度为450℃,热终扎的温度为290℃。
86.实施例8
87.配料的组成与实施例1相同。
88.与实施例1的区别为:连轧过程的温度为400℃,热终扎的温度为250℃。
89.实施例9
90.配料的组成与实施例1相同。
91.与实施例1的区别为:连轧过程中,连轧速度为2.2m/s。
92.实施例10
93.配料的组成与实施例1相同。
94.与实施例1的区别为:连轧过程中,连轧速度为3m/s。
95.实施例11
96.配料的组成与实施例1相同。
97.与实施例1的区别为:连轧过程中,连轧速度为2.3m/s。
98.实施例12
99.配料的组成与实施例1相同。
100.与实施例1的区别为:退火过程的温度为400℃,时间为8h。
101.实施例13
102.配料的组成与实施例1相同。
103.与实施例1的区别为:退火过程的温度为510℃。
104.实施例14
105.配料的组成与实施例1相同。
106.与实施例1的区别为:退火过程的时间为1h。
107.实施例15
108.配料的组成与实施例1相同。
109.与实施例1的区别为:没有中间退火过程。
110.实施例16
111.配料的组成与实施例1相同。
112.与实施例1的区别为:中间退火过程的温度为350℃。
113.对比例1
114.5xxx铝合金成分与实施例1一致,与实施例1的区别为制备方法包括如下步骤:
115.(1)熔炼:将铝锭加入熔炼炉中熔化成铝液,将铝液加注到保温炉中保温;
116.(2)配料精炼:按照上述合金配比进行配料,精炼;
117.(3)连续铸造:采用浇铸机进行连续铸造得到铸坯;连续铸造中采用分区自动控制水压;
118.(4)铸坯刮削:将铸锭上表面刮削1.2mm;
119.(5)连续轧制:通过感应加热加热到550℃,进行连续轧制;所述轧制系统由两台轧机串联而成,包括粗轧机和精轧机;轧制速度为3.5m/s;
120.(6)热收杆温度为300℃,杆径ф11mm;
121.(7)拉拔:将热轧线杆在350℃退火后进行冷拉,至ф6mm;
122.(8)收卷。
123.对比例2
124.5xxx铝合金成分的重量百分含量如下:5.6wt.%mg,0.4wt.%mn,0.8wt.%cu,0.4wt.%cr,0.6wt.%fe,0.1wt.%si,0.1wt.%zn,0.15wt.%ti,余量为al。
125.其制备工艺与实施例1一致。
126.图1为本发明实施例1制得的铝合金材料的金属相图。图2为对比例1制得的铝合金材料的金属相图,由图可知铸坯钢带面金属间化合物聚集严重。通过比较可知,通过优化铝合金中合金元素及改进熔铸工艺,铸坯表面偏析得到明显改善,其中聚集粗大的β相、mg2si及alfesi相均已消除,线杆表面没有亮线。
127.表1
[0128][0129]
[0130]
从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:通过后续热处理工艺,消除了mg元素的微观偏析,溶解非平衡低熔点共晶组织。本发明通过对热轧线杆进行较高温度和相对较长时间的退火,可有效改进合金性能的均一性,消除表面亮线,提升合金的可锻性,线杆不管经过一次冷镦或者两次冷镦,变形量达到85%而不开裂。
[0131]
需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本技术的实施方式例如能够以除了在这里描述的那些以外的顺序实施。
[0132]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1