多层次纳米颗粒增强的高强韧钛基复合材料的制备方法
1.本发明涉及金属基复合材料领域,具体涉及一种多层次纳米颗粒增强的高强韧钛基复合材料的制备方法,是一种多层次纳米颗粒增强钛基复合材料强韧化方法。
背景技术:
2.钛基复合材料具有密度低、比强度高、耐腐蚀性能好、抗氧化等优异性能逐渐成为汽车、航空航天等高科技领域最有潜力的候选结构材料之一。通过在钛合金基体中引入如tib、tic、re2o3等高强高模的陶瓷颗粒并优化其尺度和分布,可显著提高钛基复合材料的模量、耐磨性和高温抗氧化性,是目前是提高钛基复合材料综合力学性能和服役温度的有效途径之一。
3.粉末冶金是制备钛基复合材料的一种净成形方法,与其它基于液相反应的钛基复合材料制备技术相比,该方法具有更强的可控性与可设计性,通过对粉末结构与铺粉工艺的设计,实现对增强体尺寸和分布的调控,构筑“核壳结构”、“层状结构”、“网状结构”等,充分发挥增强体与构型协同强韧化的效果,能够大幅提高复合材料的综合性能,在航空航天、工业、医疗等领域都已有较多的应用。
4.国内外采用的粉末预处理方式主要包括球磨、静电吸附、流化床气相沉积等。即利用物理方法或化学法在钛合金表面嵌入或吸附增强体反应剂,而后在高温烧结过程中,在钛合金颗粒表面诱发原位反应,从而在颗粒边界自生各类增强体。然而,当增强体引入后,为确保原位反应充分进行并实现材料的致密化,往往需要在材料β相变点以上进行烧结。烧结温度的提高,不可避免地会促进基体晶粒的生长,从而形成包含粗大原始β晶粒的魏氏组织,降低材料的力学性能。为进一步提高复合材料的性能,往往需要在烧结后辅以锻造、轧制等二次热加工途径,大大延长了材料制备的流程,增加了生产成本。因此,如何采用简单有效的方法于高温下抑制基体晶粒长大,实现对基体组织与增强体尺寸分布的调控,从而提高烧结态材料的综合力学性能,已经成为研究者们关注的重点方向之一。
技术实现要素:
5.本发明的目的是针对现有技术中存在的问题,提供一种多层次纳米颗粒增强的高强韧钛基复合材料的制备方法。该方法通过筛选不同粒径具有超细网状结构钛基复合材料材料粉体,控制增强体及网状结构的初始尺度,在低温预压烧结过程中提高纳米增强体的稳定性。随后,在β相区致密化烧结材料成块体,通过工艺优化调控基体组织类型及增强体的尺寸及分布。最终,经随炉时效处理控制合金析出相分布,得到具有均匀细小组织,且纳米增强体呈晶界/晶内多层次分布的高强韧钛基复合材料;该方法解决了烧结温度过高造成钛合金组织粗大的问题,避免了粗大魏氏组织的形成,细化了基体晶粒及增强体尺寸,实现了增强体尺寸分布的精确调控,从而大幅提高了烧结态钛基复合材料的强韧性。该方法和技术有助于指导利用粉末冶金方法直接制备高强韧钛基复合材料及其构件,在航空航天等重大装备领域具有重要的应用价值。
6.本发明的目的可以通过以下方案来实现:
7.本发明提供了一种多层次纳米颗粒增强的高强韧钛基复合材料的制备方法,所述制备方法包括以下步骤:
8.a、筛选不同粒径的内嵌超细网状结构的钛基复合材料粉体;
9.b、将筛选后的钛基复合材料粉末加热至材料β相变温度(t
β
)以下20~200℃,进行预压烧结;
10.c、将炉温上升至tβ以上20~300℃进行致密化烧结;
11.d、烧结后冷至材料设定的时效温度,进行时效处理,即得所述纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
12.优选的,步骤a中所述的内嵌超细网状结构的钛基复合材料粉体包括钛基和增强体,且增强体在钛基中呈超细网状结构分布;基体包括纯钛及钛合金,增强体包括tib、tic、la2o3、ti5si3、(ti,zr)
x
si3(x=5~6)增强体中的一种或多种,优选tib与其它增强体的组合。该粉体的制备技术为专利cn110340371a,该专利详细描述了粉体的制备方法。
13.优选的,步骤a中所述钛基复合材料粉体的粒径范围为15~53μm、53~100μm、100~150μm、150~225μm中的一种。粉体内增强体体积分数为1~5%,增强体均为纳米尺寸(直径或宽度<100nm),且呈超细网状结构分布。不同粒径的粉体内部网状结构的尺寸不同,一般网状结构尺寸会随增强体体积分数的提高以及粉体粒径的降低而减小,网状结构尺寸会明显减小,单个网格尺寸在2~10μm之间,对应烧结态材料中增强体的长径比和弥散程度越高。
14.优选的,步骤b中所述预压烧结的方式包括热压烧结(hp)、热等静压烧结(hip)、放电等离子烧结(sps)中的一种。预压烧结温度范围为:β相变温度(t
β
)以下20~200℃,预压温度不超过900℃,压强范围为:50~300mpa,升温速率为:10℃~200℃/min,保温时间为:5~60min。
15.优选的,步骤c中所述致密化烧结的烧结温度范围为:β相变温度(t
β
)以上20~300℃,压强范围为:50~300mpa,升温速率为:10~200℃/min,保温时间为:5~240min。其中烧结方式包括:热压烧结(hp),热等静压烧结(hip)和放电等离子烧结(sps)。一般烧结温度越低、升温速率越快、保温时间越短,材料中基体晶粒尺寸及增强体的尺寸约小,材料的强度越高。但烧结温度过低会导致材料致密性差,材料中存在明显的孔洞等缺陷。
16.优选的,步骤d中所述时效处理方式为随炉冷却至时效温度;时效温度为400~800℃之间,时效时间为0.5~8h。时效温度根据材料的不同控制
17.优选的,步骤d中所述的高强韧钛基复合材料具有均匀细小的等轴或近片层组织、增强体为纳米尺度,且在基体中呈晶界/晶内多层次分布。且钛基复合材料的力学性能优异,其强塑性与同类钛基复合材料锻件相当。同时,晶粒及增强体尺寸和分布可以通过烧结温度、保温时间、粉体粒度进行调控,在不同工艺下,其等轴组织尺度范围为5~20μm,增强体尺度范围为100nm~2μm。
18.优选的,高强韧钛基复合材料还可利用常规热加工技术(如锻造、挤压、轧制等)进行后处理。
19.综上所述,与现有技术相比,本发明具有如下有益效果:
20.(1)本发明通过筛选不同粒径的钛基复合材料粉体,可以获得不同尺寸的超细网
状结构,通过对粉体粒径的筛分获得不用尺寸的网状结构,达到调控超细网状结构的尺寸的目的。首先,粉体内的网状结构突破了传统混粉工艺仅能在粉体颗粒边界引入增强体的局限,同时细化了网状结构的尺寸与增强体的尺寸,保证了复合材料粉末内嵌纳米增强体的分布均匀性;其次,网状结构及增强体的尺寸随粉体粒径的增加而增大,通过粉体筛选可以直接控制增强体尺寸及网状结构尺寸。
21.(2)在烧结过程中,由于粉体内部已经预先植入超细网状增强体,因此,增强体仅在高温下经历热扩散和长大过程,与传统机械混粉后通过原位反应引入增强体的方法具有本质区别,避免了机械混粉后增强体分布不均匀且容易引入杂质的问题。
22.(3)纳米增强体的热稳定性较差,对于粉体中的纳米增强体而言,其热稳定性温度控制在900℃以下,通过预压烧结可以促进纳米增强体的稳定化,减少高温烧结过程中增强体的粗化。
23.(4)本发明主要适用于温度在tβ以上的烧结过程,只有当烧结温度高于材料β相变点时,粉体中预制的超细网状结构才能发挥明显的组织调控效果,在保证所得的材料具有较高的致密度的同时,显著细化晶粒,抑制了粗大魏氏组织的形成。同时,通过烧结工艺的优化,能够精准调控增强体在基体组织中的分布形式,使纳米增强体在基体中呈晶界/晶内多层次分布。
24.(5)本发明利用粉末冶金法制备出的烧结态纳米颗粒增强钛基复合材料具有优异的力学性能,在不经过二次热变形加工的情况下,其强塑性可以与同类锻态钛基复合材料相当;
25.(6)本发明适用于含有tib的各类单元增强钛基复合材料,以及含有tib增强体与其它增强体混杂增强的钛基复合材料,如tib+tic、tib+ti5si3、tib+la2o3及其他tib+re
x
oy及tib+tic+re
x
oy等混杂增强系列;
26.(7)本发明适用于纯钛或钛合金基体,包括ti-6al-4v和imi834等,适用范围广;
27.(8)本发明适用于热压烧结,热等静压烧结,等离子放电烧结等多种在高温高压下,实现粉末成型的制备工艺体系;
28.(9)本发明在粉末中预制的超细网状结构在烧结时可有效阻碍晶粒长大,具有显著的细晶化效果,消除了由烧结温度过高导致材料组织粗大的问题。通过粉体改性制备的钛基复合材料微观组织,展现出均匀细小的等轴或近片层组织形貌,且增强体为纳米尺度,且在基体中呈晶界/晶内多层次分布,能够充分发挥增强体的协同强化效果。相较于同工艺下制备的合金及其它复合材料,组织得到了明显的优化,所制备的复合材料无各向异性,组织均匀且力学性能优异。
附图说明
29.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
30.图1为实施例1采用气雾化法制备的1.2vol.%tib+la2o3/imi834耐热钛基复合材料粉末剖面组织图;其中a为粉体表面形貌,b为粉体截面组织特征;
31.图2为实施例1制备的1.2vol.%tib+la2o3/imi834钛基复合材料微观组织形貌图(a)和实施例2制备的2.4vol.%tib+la2o3增/imi834钛基复合材料微观组织形貌图(b);
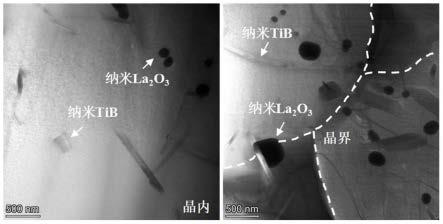
32.图3为实施例1烧结态1.2vol.%tib+la2o3/imi834复合材料中,位于晶界/晶内的纳米增强体示意图;
33.图4为实施例2所得的钛基复合材料(b)与同工艺下基体合金(a)的ebsd组织对比图;
34.图5为实施例1和2制备的纳米tib+la2o3/imi834钛基复合材料的室温拉伸性能。
具体实施方式
35.以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进,这些都属于本发明的保护范围。下面结合具体实施例对本发明进行详细说明:
36.一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
37.a、筛选不同粒径内嵌超细网状结构的钛基复合材料粉体;
38.b、将筛选后不同粒径的钛基复合材料粉末装填入模具中,并在烧结炉中随炉加热至材料β相变温度以下20~200℃,进行预压烧结;
39.c、将炉温上升至t
β
以上20~300℃,进行致密化烧结;
40.d、烧结后炉冷至材料设定的时效温度,进行时效处理。即得所述纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
41.钛基复合材料粉体通过以下方法制备:
42.以tib+la2o3/imi834复合材料粉末为例
43.步骤一、以海绵钛、海绵锆、铝丝以及铝钼(al-mo)、钛锡(ti-sn)、铝铌(al-nb)等中间合金为合金原料、六硼化镧(lab6)粉末为增强体原料,以2.5kg每份称取,其中控制增强体体积分数分别为1.2vol.%和2.4vol.%,倒入模具中,用机械压制为自耗电极;
44.步骤二、将电极放入真空自耗电弧炉中进行第一次真空熔炼,控制熔炼电流为1ka,真空度为5
×
10-3
pa,该熔炼过程重复进行三次,保证铸锭成分均匀,原位反应进行完全,得到三次锭;
45.步骤三、将所得的三次锭1100℃下进行锻造拔长,得到粗坯棒料,外径55mm,长度450mm,机加工车光为规整圆棒,外径50mm,长度500mm;
46.步骤四、采用电极感应熔炼气雾化制粉设备,用感应线圈将棒料电极加热至2000℃,熔体经漏孔自由向下流入气体雾化炉,雾化压力为2.5mpa,采用的气体为氩气,合金熔体破碎为细小液滴,经过快速冷却得到钛基复合材料粉末,并被收集起来;
47.步骤五、制得的钛基复合材料粉末经过筛分,按照0~53μm、53~150μm和150μm以上三种粒径分布进行,得到15~53μm粉末占比32%,53~100μm粉末占比41%,100~150μm粉末占比22%,150μm以上粉末占比5%。
48.评价标准及方法:
49.1、粉末组织形貌
‑‑
内部tib、tic、la2o3等增强体呈网络结构分布,实现了增强体的内嵌;烧结态复合材料组织-经粉体改性后材料组织得到了明显细化,呈现均匀的等轴组织,同时增强体以微纳双尺度均匀分布在基体中;
50.测试方法为:在tascan rise-magna上设置5kv电压观察微观组织。
51.2、拉伸性能测试
‑‑
抗拉强度、延伸率;
52.测试方法为:在zwick z100万能试验机上进行力学性能测试,试样为片状拉伸试样,采用引伸计来测定延伸率。
53.实施例1
54.本实施例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
55.a、选用气雾化方法制备得到的0.91vol.%tib+0.29vol.%la2o3增强imi834复合材料粉末(1.2vol.%tib+la2o3/imi834),通过振动筛分,筛选出粒径为53~100μm的粉末;
56.b、将筛选后不同粒径的钛基复合材料粉末装填如模具中,并在热压烧结炉中进行预压烧结。预压烧结温度范围为:900℃,压强范围为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
57.c、预压烧结完成后随炉升温至1200℃进行致密化烧结,其烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
58.d、烧结后炉冷至700℃进行时效处理,保温2h后炉冷至室温。即得所述具备均匀细小组织且纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
59.图1为粉末组织形貌,可见内部tib与la2o3增强体呈网络结构分布,实现了增强体的内嵌。图2(a)为烧结组织示意图,从材料组织中并未观测到粗大的原始β晶及魏氏组织,材料呈现均匀细小的近片层组织。图3为制得的1.2vol.%tib+la2o3/imi834耐热钛基复合材料增强体形貌及分布示意图,可以看出tib与la2o3均保持为纳米尺寸,且在晶界/晶内程多层次分布。图5为拉伸性能测试结果,对于1.2vol.%的复合材料其抗拉强度达到了1100mpa,且保持10%以上的延伸率,与同工艺下制备的基体合金相比,在不损失强度的前提下,延伸率提高了5倍。
60.实施例2
61.本实施例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
62.a、选用气雾化方法制备得到的2.4vol tib+la2o3/imi834,通过振动筛分,筛选出粒径为53~100μm的粉末;
63.b、将筛选后不同粒径的钛基复合材料粉末装填如模具中,并在热压烧结炉中进行预压烧结。预压烧结温度范围为:900℃,压强范围为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
64.c、预压烧结完成后随炉升温至1100℃进行致密化烧结,其烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
65.d、烧结后炉冷至700℃进行时效处理,保温2h后炉冷至室温。即得所述具备均匀细小组织且纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
66.本实施例制得的材料中,微观组织形貌与实施例1相似,粉体中均形成了网状结构,此外从图2(b)的组织照片中可以看出,增强体体积分数的提高促进了对基体的细化作用,将基体进一步细化为细小的等轴组织,达到了组织调控的目的。图4为所得2.4vol.%tib+la2o3/imi834耐热钛基复合材料与同工艺下imi834基体合金的ebsd组织对比图,发现复合材料粉体中的超细网状结构在细化晶粒,调控基体组织中发挥的作用。图5为拉伸性能测试,2.4vol.%tib+la2o3增强复合材料,其抗拉强度达到了1181mpa以上,且延伸率高于
3.5%,与同工艺下制备的基体合金相比,强度和塑性同时得到了提高。
67.实施例3
68.本实施例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
69.a、选用气雾化方法制备得到的2.5vol.%tib/imi834,通过振动筛分,筛选出粒径为15~53μm的粉末;
70.b、将筛选后不同粒径的钛基复合材料粉末装填入模具中,并在热压烧结炉中进行预压烧结。预压烧结温度范围为:900℃,压强范围为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
71.c、预压烧结完成后随炉升温至1200℃进行致密化烧结,其烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
72.d、烧结后炉冷至700℃进行时效处理,保温2h后炉冷至室温。即得所述具备均匀细小组织且纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
73.本实施例制得的材料中,微观组织形貌与实施例2相似,粉体中均形成了网状结构,且烧结钛合金呈现均匀细小的等轴组织。
74.实施例4
75.本实施例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
76.a、选用气雾化方法制备得到的4vol.%tib+1vol.%tic增强的tc4复合材料粉体,通过振动筛分,筛选出粒径为53~100μm的粉末;
77.b、将筛选后不同粒径的钛基复合材料粉末装填如模具中,并在热压烧结炉中进行预压烧结。预压烧结温度范围为:800℃,压强范围为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
78.c、预压烧结完成后随炉升温至1200℃进行致密化烧结,其烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
79.d、烧结后炉冷至600℃进行时效处理,保温2h后炉冷至室温。即得所述具备均匀细小组织且tib和tic两种纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
80.本实施例制得的材料中,基体的微观组织形貌与实施例2相同,均为细小的等轴组织。但随着tic的加入,烧结态组织得到进一步的细化,tib与tic纳米增强体在晶界/晶内呈现多层次分布。
81.实施例5
82.本实施例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,包括以下步骤:
83.a、选用气雾化方法制备得到的2.5vol.%tib+2.5vol.%tic增强的tc4复合材料粉体,通过振动筛分,筛选出粒径为15~53μm的粉末;
84.b、将筛选后不同粒径的钛基复合材料粉末装填如模具中,并在热压烧结炉中进行预压烧结。预压烧结温度范围为:800℃,压强范围为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
85.c、预压烧结完成后随炉升温至1200℃进行致密化烧结,其烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:60min,真空度大于5
×
10-2
pa。
86.d、烧结后炉冷至600℃进行时效处理,保温2h后炉冷至室温。即得所述具备均匀细小组织且tib和tic两种纳米增强体在基体中呈现晶界/晶内多层次分布的高强韧钛基复合材料。
87.本实施例制得的材料中,烧结态材料的微观组织形貌与实施例2类似,证实了该方法可以适用于不同的钛合金体系,且可以适用于高体积分数的复合材料。
88.对比例1
89.本对比例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,其步骤与实施例1基本相同,不同之处仅在于:未进行预压烧结,在1100~1200℃进行致密化烧结,烧结压强为:50mpa,升温速率为:10℃/min,保温时间为:120min,真空度大于5
×
10-2
pa。
90.相较于两步烧结工艺,一步烧结工艺虽然得到致密化的块体材料,但是由于纳米增强体在高温下热稳定性较差,未经过低温稳定化处理的材料增强体尺寸粗化明显,大多生长为微米尺寸的增强体,导致材料强度和塑性同时下降,利用一步致密化烧结的材料较两步烧结的材料强度降低30~50mpa,延伸率降低1~3%。
91.对比例2
92.本对比例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,其步骤与实施例1基本相同,不同之处仅在于:步骤a中采用常规等量的tib2、la2o3增强体反应剂与球形钛合金粉体混合,并在步骤c中利用高温原位反应得到钛基复合材料。
93.该工艺与专利cn101333607中公开的方法类似,其本质区别在于:(1)本方法采用的钛基复合材料粉体在烧结前已经实现了增强体的均匀化复合,无需经过球磨等均匀化或表面包覆工艺,缩短了制备流程,并避免了杂质引入;(2)对比工艺需要利用高温下的反应剂与基体的原位反应引入增强体,一般烧结致密化所需温度较高,使增强体与基体明显粗化,一般增强体尺寸为>5μm,且基体呈粗大的片层组织,本发明制备得到的材料具有细小的等轴组织,且增强体均为纳米尺度,具有更好的室温强塑性;(3)对比工艺增强体反应剂一般会附着在球形钛合金粉表面,在烧结后在颗粒边界形成直径约50~150μm的网状结构,而本发明得到的材料纳米增强体在晶界/晶内呈多层次分布,弥散程度更高,在组织特征上具有明显的差别。
94.对比例3
95.本对比例提供了一种多层次纳米颗粒增强钛基复合材料强韧化方法,其步骤与实施例1基本相同,不同之处仅在于:步骤c中的致密化烧结温度分别为950℃和1000℃,低于β相变温度。低的烧结温度虽然可以显著细化晶粒尺寸,但是材料致密度分别仅为91.6%和96.3%远低于实施例1的99.3%,材料的微观组织中存在大量的微孔,使得材料表现出明显的室温脆性,延伸率分别为1.1%和4.3%远低于实施例1,因此本发明优选的制备参数是材料组织调控及综合性能提升重要的依据。
96.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1