一种经济型耐候结构钢板Q355NHD及制造方法与流程
本发明属于冶金,涉及一种经济型耐候结构钢板q355nhd及制造方法。
背景技术:
1、q355nhd耐候结构钢板主要用于制造各类车辆、桥梁、集装箱、建筑、塔架和其它结构用耐大气腐蚀性能的热轧钢板,耐候钢可制作螺栓连接、铆接和焊接的结构件。该产品要求有较高的强度、良好的综合性能、耐候性能和焊接加工性能。
2、目前,国内外主要采用中厚板坯-热轧、中厚板坯-热连轧方式生产,钢种上采用降低碳含量并添加cu、cr、p、ni等微合金路线,选用不同的控轧工艺等来保证产品的强度和成型性能。
3、随着经济建设的快速发展,资源、能源形式日益紧张,市场对耐候结构钢钢的需求量越来越大。
4、常规q355nhd钢中要求加入cr:0.40~0.80%和cu:0.25~0.35%,为防止cu的加入造成钢板表面裂纹,通常需要加入贵金属ni,ni与cu元素含量比值≥1.0,导致成本较高。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种经济型耐候结构钢板q355nhd及制造方法,以降低成本。
2、为达到上述目的,本发明提供如下技术方案:
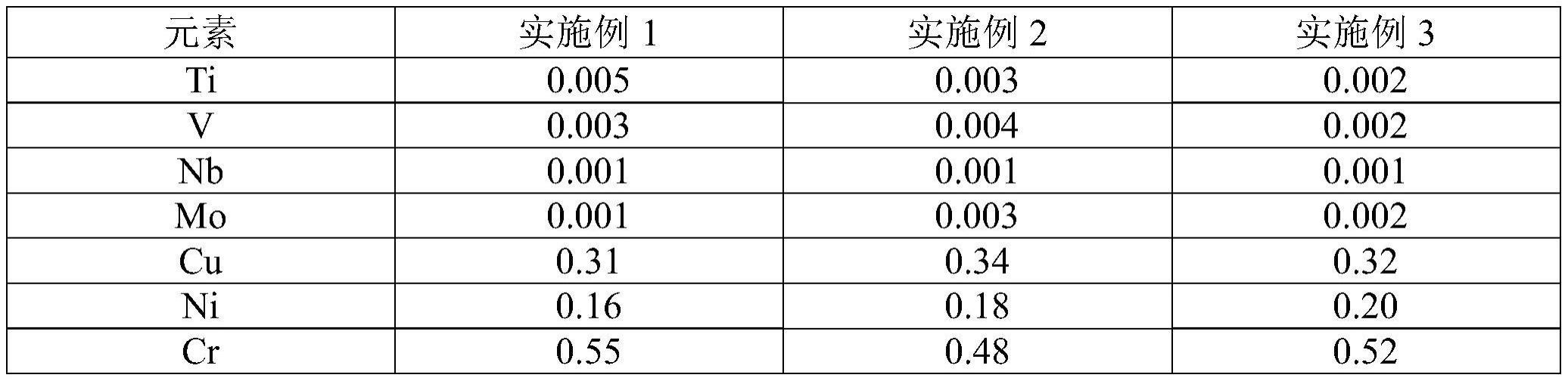
3、一种经济型耐候结构钢板q355nhd,按质量百分比计,包括以下组分:c:0.10~0.16%;si:0.10~0.50%;mn:0.90~1.50%;p≤0.025%;s≤0.015%;alt:0.020~0.040%;cr:0.40~0.80%;cu:0.25~0.35%;ni:0.10~0.30%;余量为fe和不可避免的微量杂质。
4、可选地,c为0.12~0.14%。
5、可选地,si为0.20~0.40%。
6、可选地,mn为1.00~1.20%。
7、可选地,p≤0.015%,s≤0.010%。
8、可选地,ni与cu元素含量比值≥0.50。
9、一种经济型耐候结构钢板q355nhd的制造方法,包括以下步骤:
10、s1按照如权利要求1~6任一所述的经济型耐候结构钢板q355nhd的组分进行冶炼、连铸后得到连铸坯;
11、s2将连铸坯进行再加热、粗轧和精轧;
12、s3对轧制后的成品进行acc冷却;
13、在再加热工序中:再加热温度为1050~1150℃;
14、在粗轧工序中:粗轧送料的厚度为2.5~3.0倍成品厚度;
15、在精轧工序中:控轧厚度为2.5~3.0倍成品厚度,控轧温度为850~950℃,终轧温度为800~860℃;
16、在冷却工序中:采用acc冷却,返红温度为660~720℃,上下冷却水量之比为1:2.0~2.3。
17、本发明的有益效果在于:
18、(1)钢板性能合格率稳定,综合性能优良。
19、(2)ni与cu元素含量比值≥0.50,吨钢合金成本较比值≥1.0合金化方式低35元/吨。
20、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种经济型耐候结构钢板q355nhd,其特征在于:按质量百分比计,包括以下组分:c:0.10~0.16%;si:0.10~0.50%;mn:0.90~1.50%;p≤0.025%;s≤0.015%;alt:0.020~0.040%;cr:0.40~0.80%;cu:0.25~0.35%;ni:0.10~0.30%;余量为fe和不可避免的微量杂质。
2.根据权利要求1所述的一种经济型耐候结构钢板q355nhd,其特征在于:c为0.12~0.14%。
3.根据权利要求1所述的一种经济型耐候结构钢板q355nhd,其特征在于:si为0.20~0.40%。
4.根据权利要求1所述的一种经济型耐候结构钢板q355nhd,其特征在于:mn为1.00~1.20%。
5.根据权利要求1所述的一种经济型耐候结构钢板q355nhd,其特征在于:p≤0.015%,s≤0.010%。
6.根据权利要求1所述的一种经济型耐候结构钢板q355nhd,其特征在于:ni与cu元素含量比值≥0.50。
7.一种经济型耐候结构钢板q355nhd的制造方法,包括以下步骤:
技术总结
本发明涉及一种经济型耐候结构钢板Q355NHD及制造方法,属于冶金技术领域,钢板按质量百分比计,包括以下组分:C:0.10~0.16%;Si:0.10~0.50%;Mn:0.90~1.50%;P≤0.025%;S≤0.015%;Alt:0.020~0.040%;Cr:0.40~0.80%;Cu:0.25~0.35%;Ni:0.10~0.30%;余量为Fe和不可避免的微量杂质。将按照上述组分进行冶炼、连铸后得到的连铸坯进行再加热,再加热温度为1050~1150℃,之后以厚度为2.5~3.0倍成品厚度进行粗轧,再经控轧厚度为2.0~2.5倍成品厚度、控轧温度为850~950℃、终轧温度为800~860℃进行精轧;对轧制后的成品进行ACC冷却。本发明的钢板综合性能好,合格率稳定,工艺适应性好,且制造成本较常规Ni与Cu元素含量比值≥1.0合金化方式低。
技术研发人员:黄微涛,徐丹,戴林,常振振,彭洪宇,刘渝,石吴
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!