一种铝锂合金化学铣切加工方法与流程
1.本发明属于机械加工领域,涉及一种铝锂合金化学铣切加工方法。
背景技术:
2.化学铣切是指将金属浸没在腐蚀溶液中,利用溶液的腐蚀去除表面金属的工艺的特种工艺,能够在零件加工减薄时,不产生额外的加工应力,被广泛应用于航空航天零件的减薄、复杂曲面轮廓加工中。
3.2195铝锂合金作为第三代航天用铝合金材料,由于材料成分中增加了li等合金化元素,具有密度低、比强度高、塑韧性好、低温性能和耐腐蚀性高等优点,发展应用2195铝锂合金材料已成为未来航天产品的发展趋势。目前,国内对于2195铝锂合金的应用还处于起步阶段,现阶段2195铝锂合金化铣加工的化铣溶液中常含有硫代硫酸钠或硫化钠等有毒成分,虽然利用目前的化铣溶液能够对2195铝锂合金进行表面化铣减薄,但化铣溶液成分较为复杂,工人在化铣加工时难以对槽液中的各类成分进行有效控制,同时报废槽液处理后仍含有硫化物等有毒成分,不利于环境保护。并且由于2195铝锂合金的化铣性能与材料热处理状态密切相关,尤其是经过完全退火后的2195铝锂合金材料在肋条化铣加工后,极易造成腹板厚度均匀性差,在肋条底部附近产生蚀沟,导致零件化铣后产生报废。
4.因此针对2195铝锂合金需要一种化铣溶液成分简单,方便工人控制和后续处理,同时提高化铣后的腹板厚度均匀性,消除肋条化铣过程产生蚀沟的加工方法。
技术实现要素:
5.本发明的目的是克服现有技术中2195铝锂合金化铣槽液成分复杂、有毒成分较多,同时化铣后腹板厚度均匀性差、肋条底部容易产生蚀沟的不足,提供一种铝锂合金化学铣切加工方法。
6.为了达到上述目的,本发明采用了下列技术方案:
7.一种铝锂合金化学铣切加工方法,包括如下步骤:
8.a、将去除包铝层的待加工铝锂合金涂覆保护胶层,胶层厚度0.3mm-0.5mm;
9.b、将铝锂合金需要加工部位的保护胶层进行去除;
10.c、将待加工铝锂合金垂直放入化铣槽液中进行化铣,化铣时待加工2195铝锂合转动速率15r/min,化铣加工温度85
±
5℃,化铣速率0.025-0.030mm/min,直至加工至所需尺寸后取出;
11.化铣槽液包括naoh与al
3+
两种成分,含量分别为naoh:200-220g/l,al
3+
:50-70g/l。
12.作为优选方式,所述步骤c中,化铣前将槽液搅拌5min。
13.作为优选方式,所述步骤a中,保护胶层为yxr-h01保护胶层。
14.进一步优选,所述铝锂合金为2195铝锂合金。
15.本发明具有以下优点:
16.本发明在化铣槽液中不再加入硫代硫酸钠或硫化钠等有毒成分,一方面使得废槽液的后处理更加绿色环保,并且减小了槽液的配制成本,对工人的伤害也大大减小。另一方面大大减小了2195铝锂合金在化铣时的化学反应复杂程度,使得化铣过程更容易得到控制。通过化铣过程的匀速转动方式,使2195铝锂合金在槽液中的表面腐蚀更加均匀,提高化铣后的腹板厚度均匀性,采用垂直化铣及及各参数的优化组合,使得2195铝锂合金在化铣后肋条无蚀沟等缺陷产生,大大提高零件的合格品率。
附图说明
17.图1为对比例中实验1化铣后表面形貌图;
18.图2为对比例中实验2化铣后表面形貌图;
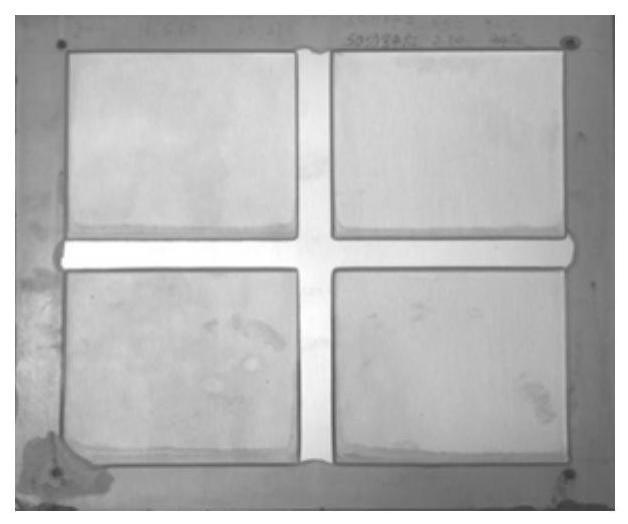
19.图3为本发明实施例1中2195铝锂合金化铣后表面形貌图。
具体实施方式
20.下面结合附图,对本发明作详细的说明。
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.实施例1:
23.以热处理状态为o态的2195铝锂合金为例,本发明的具体实施方式如下:
24.1)利用naoh与工业纯铝配制化铣溶液,溶液成分含量要求为naoh:205g/l,al
3+
:65g/l;
25.2)将零件用丙酮去除表面油污,用流动自来水冲洗工件表面;
26.3)将零件放入200g/l的naoh溶液中碱腐蚀20s,去除零件表面包铝层;
27.4)将零件放入质量分数为40%的hno3溶液中腐蚀1min,之后将零件用流动自来水清洗干净并进行烘干;
28.5)用喷涂的方式将零件用yxr-h01保护胶进行涂覆,胶层厚度为0.35mm,
29.7)将工件需要加工部位的胶层进行剥离,垂直放入所配制的化铣槽液中进行化铣,化铣前将槽液搅拌5min,化铣时工件转动速率15r/min,化铣加工温度83℃,化铣速率0.026mm/min;
30.8)加工至合适尺寸后取出零件。
31.对比例:将厚度均为5.5mm的2195铝锂合金板材,采用表1中两种不同的化铣方式加工,化铣时间均为60min,其结果如表1所示:
[0032][0033]
表1:对比实验结果表
[0034]
本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
技术特征:
1.一种铝锂合金化学铣切加工方法,其特征在于,包括如下步骤:a、将去除包铝层的待加工铝锂合金涂覆保护胶层,胶层厚度0.3mm-0.5mm;b、将铝锂合金需要加工部位的保护胶层进行去除;c、将待加工铝锂合金垂直放入化铣槽液中进行化铣,化铣时待加工2195铝锂合转动速率15r/min,化铣加工温度85
±
5℃,化铣速率0.025-0.030mm/min,直至加工至所需尺寸后取出;化铣槽液包括naoh与al
3+
两种成分,含量分别为naoh:200-220g/l,al
3+
:50-70g/l。2.根据权利要求1所述的一种铝锂合金化学铣切加工方法,其特征在于:所述步骤c中,化铣前将槽液搅拌5min。3.根据权利要求1所述的一种铝锂合金化学铣切加工方法,其特征在于:所述步骤a中,保护胶层为yxr-h01保护胶层。4.根据权利要求1-3任一所述的一种铝锂合金化学铣切加工方法,其特征在于:所述铝锂合金为2195铝锂合金。
技术总结
本发明公开了一种铝锂合金化学铣切加工方法,包括如下步骤:将去除包铝层的待加工铝锂合金涂覆保护胶层,胶层厚度0.3mm-0.5mm;将铝锂合金需要加工部位的保护胶层进行去除;将待加工铝锂合金垂直放入化铣槽液中进行化铣,化铣时待加工2195铝锂合转动速率15r/min,化铣加工温度85
技术研发人员:鲜鹏 符强 韩明忠 黄鹏飞 王帅鹏
受保护的技术使用者:四川航天长征装备制造有限公司
技术研发日:2022.12.09
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1