一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法与流程
本发明涉及熔模精密铸造工艺,具体为一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法。
背景技术:
1、近年来,随着航天飞行器大范围列装军队,多型产品的生产批量越来越大。航天飞行器所用钛合金铸件大多采用熔模精密铸造工艺生产,而生产批量的增大对生产效率的提高需求迫切。以往,大多数蜡模制备均采用手动模具,对工人的操作技能要求较高,易于产生由人为因素引起的蜡模损坏,且单套模具活块数量众多,需要靠人工安装和卸除,单次操作循环周期长效率低,还易产生活块错装、漏装的问题。而蜡模制备作为熔模精密铸造工艺的第一道工序,生产效率的高低直接限制了后续的生产节奏。因此,为了能够大幅度提高生产效率、降低工人劳动强度、降低对工人操作技能的要求和依赖,从而避免操作不一致导致的产品质量波动,急需对传统蜡模制备方式提出改进。
技术实现思路
1、本发明为了解决背景技术中提到的传统蜡模制备方式存在易于由人为因素引起的蜡模损坏,单次操作循环周期长、效率低,手动操作还易产生活块错装、漏装等自动化程度低的问题,提出了一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法。本发明提出的一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法操作方便、效率高、蜡模质量稳定性好,可实现模具的自动开合,无需手动安装和拆卸内部模块。
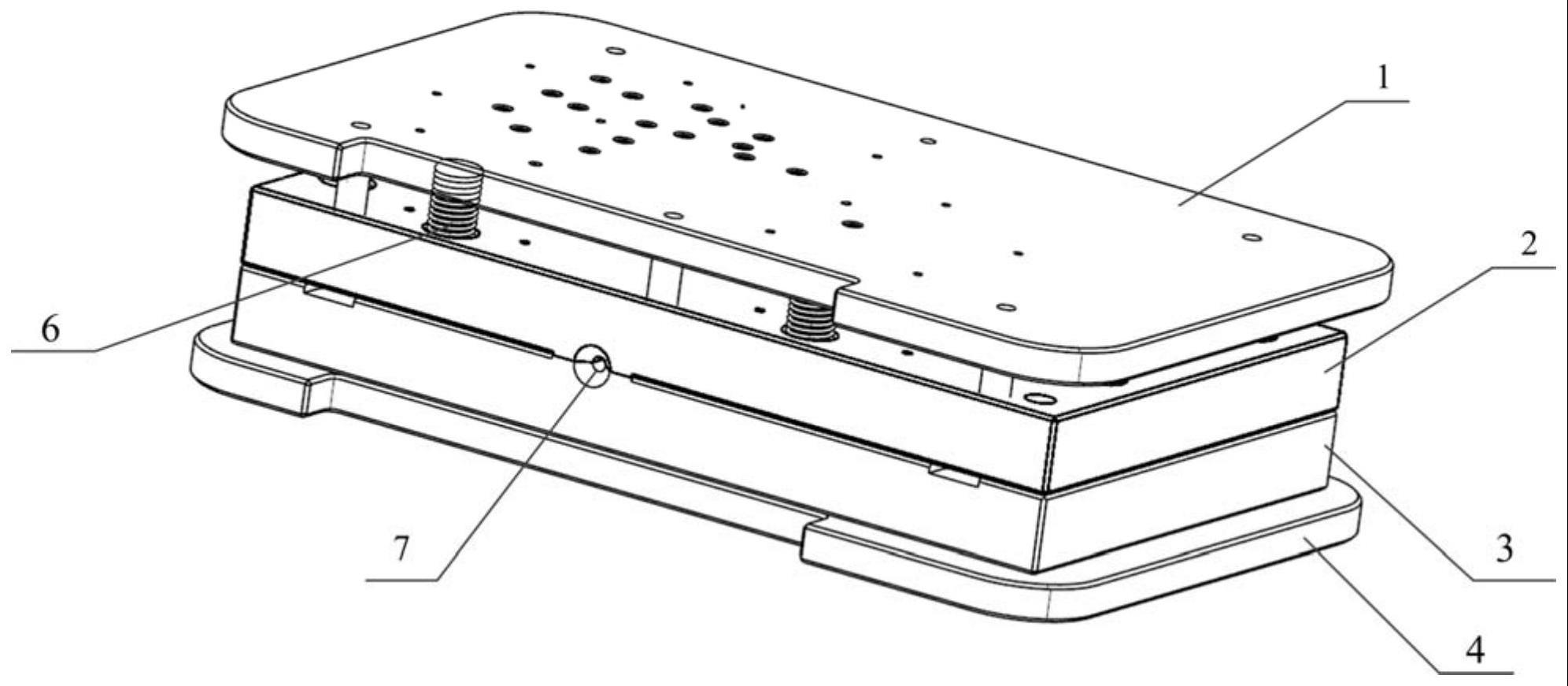
2、本发明提出的一种钛合金熔模铸造用蜡模制备的高效自动模具,其具体包括上盖板、上模、下模、下盖板、若干芯块和若干弹性部件,所述上模与上盖板活动连接,弹性部件安装于上模与上盖板之间,上模与下模配合,下模安装在下盖板上,芯块穿过上模安装在上盖板上。
3、更进一步地,所述上模包括若干第一导向孔和若干第二导向孔,所述第一导向孔和第二导向孔交叉布置于上模四角并与下模配合连接。
4、更进一步地,所述下模包括若干第一导向柱、若干第二导向柱、若干排气孔和若干芯块槽,所述第一导向柱和第二导向柱交叉布置于下模四角,第一导向柱与第二导向孔配合,第二导向柱与第一导向孔配合,排气孔设置在下模内蜡膜的工艺夹头位置处,芯块槽与芯块配合。
5、更进一步地,所述第一导向柱高度高于第二导向柱,且二者端部均为锥形设计。
6、更进一步地,所述弹性部件为弹簧,弹簧安装在上盖板和上模之间的凹槽内。
7、更进一步地,所述上盖板上还设置有限位装置,所述限位装置与上模配合,对上模的位置进行限制。
8、更进一步地,所述模具还包括注蜡口,注蜡口为半球形并分为两部分,一部分设置在上模上,一部分设置在下模上。
9、更进一步地,所述上盖板、上模、下模、下盖板和芯块均为铝合金材质。
10、一种采用上述一种钛合金熔模铸造用蜡模制备的高效自动模具的蜡膜制备装置,包括钛合金熔模铸造用蜡模制备的高效自动模具和压蜡机,所述上盖板固定在压蜡机上模板上,下盖板固定在压蜡机操作台上,注蜡口与压蜡机出蜡口对接。
11、一种采用上述一种钛合金熔模铸造用蜡模制备的高效自动模具的使用方法,它具体包括以下步骤:
12、a.将上模和芯块安装到上盖板上,下模安装到下盖板上,完成模具组装;
13、b.将模具放置于压蜡机上,调整模具注蜡口与设备出蜡口位置;
14、c.将上盖板和下盖板固定在压蜡机上;
15、d.操作压蜡机,使上模与下模分开,向模具内喷洒脱模剂;
16、e.闭合模具;
17、f.调整压蜡参数,操作设备完成注蜡;
18、g.压蜡完成后,操作设备抬起上盖板和上模,上模被弹性部件弹开,蜡模留在下模内;
19、h.利用压缩空气从排气孔外侧吹气,蜡模松动后将其取出。
20、本发明所述的一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法的有益效果为:
21、(1)本发明所述的一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法,其结构和功能设计能够起到高效制备蜡模的作用,操作方便、效率高、蜡模质量稳定性好,依靠压蜡机的工作循环可实现模具上模、下模和内部芯块的自动开合,无需手动安装和拆卸内部活块,模具与压蜡机出蜡口位置相对固定,不需人为调整位置,有效减轻工人劳动强度,避免人为因素造成的蜡模质量不稳定,大幅度减少废品率;
22、(2)本发明所述的一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法,其通过设置的弹性部件可以在压蜡完成后自动将上模从上盖板上弹开使芯块从上模上脱出,实现蜡模与上模自动分离;
23、(3)本发明所述的一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法,其能在压蜡完成后通过设置的排气孔向模具内吹气并通过排气孔内设置的铜柱和弹簧使模具产生振动,使得蜡模与下模分离。
技术特征:
1.一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:包括上盖板(1)、上模(2)、下模(3)、下盖板(4)、若干芯块(5)和若干弹性部件(6),所述上模(2)与上盖板(1)连接,弹性部件(6)安装于上模(2)与上盖板(1)之间;上模(2)与下模(3)配合,下模(3)安装在下盖板(4)上;芯块(5)穿过上模(2)安装在上盖板(1)上。
2.根据权利要求1所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述上模(2)包括若干第一导向孔(21)和若干第二导向孔(22),所述第一导向孔(21)和第二导向孔(22)交叉布置于上模(2)四角。
3.根据权利要求2所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述下模(3)包括若干第一导向柱(31)、若干第二导向柱(32)、若干排气孔(8)和若干芯块槽(33),所述第一导向柱(31)和第二导向柱(32)交叉布置于下模(3)四角,第一导向柱(31)与第二导向孔(22)配合,第二导向柱(32)与第一导向孔(21)配合,排气孔(8)设置在下模(3)内蜡膜的工艺夹头位置,芯块槽(33)与芯块(5)配合。
4.根据权利要求3所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述第一导向柱(31)高度高于第二导向柱(32),二者端部均为锥形设计。
5.根据权利要求1、2、3或4所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述弹性部件(6)为弹簧。
6.根据权利要求1、2、3或4所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述上盖板(1)上还设置有限位装置,所述限位装置对上模(2)位置进行限制。
7.根据权利要求1、2、3或4所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:还包括注蜡口(7),注蜡口(7)为半球形并分为两部分,一部分设置在上模(2)上,一部分设置在下模(3)上。
8.根据权利要求1、2、3或4所述的一种钛合金熔模铸造用蜡模制备的高效自动模具,其特征在于:所述上盖板(1)、上模(2)、下模(3)、下盖板(4)和芯块(5)均为铝合金材质。
9.一种包含权利要求1-8任一项所述的钛合金熔模铸造用蜡模制备的高效自动模具的蜡膜制备装置,其特征在于:包括钛合金熔模铸造用蜡模制备的高效自动模具和压蜡机,所述上盖板(1)固定在压蜡机上模板上,下盖板(4)固定在压蜡机操作台上,注蜡口(7)与压蜡机出蜡口对接。
10.一种如权利要求1-8任一项所述的一种钛合金熔模铸造用蜡模制备的高效自动模具的使用方法,其特征在于:具体包括以下步骤:
技术总结
本发明公开了一种钛合金熔模铸造用蜡模制备的高效自动模具、装置及使用方法,涉及熔模精密铸造工艺技术领域,解决了传统蜡模制备方式易于产生由人为因素引起的蜡模损坏,单次操作循环周期长效率低,手动操作还易产生活块错装、漏装等自动化程度低的问题。包括上盖板、上模、下模、下盖板、若干芯块和若干弹性部件,所述上模与上盖板连接,弹性部件安装于上模与上盖板之间;上模与下模配合,下模安装在下盖板上;芯块穿过上模安装在上盖板上。本发明操作方便、效率高、蜡模质量稳定性好,可实现模具的自动开合,无需手动安装和拆卸内部活块。
技术研发人员:李东芳,冷瑞,张洋,陈帅奇,吴东辉,刘嗣禹
受保护的技术使用者:航天海鹰(哈尔滨)钛业有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!