一种经济型含稀土低碳中锰钢无缝钢管的热处理方法与流程
1.本发明涉及热处理技术领域,尤其涉及一种经济型含稀土低碳中锰钢无缝钢管的热处理方法。
背景技术:
2.在通常情况下,随着钢管的强度提高,材料的塑性和韧性随之降低,很难做到材料具有高强度的同时具有良好的塑性和韧性。中锰钢中mn元素可以扩大奥氏体区,通过改变热处理工艺,在中锰钢中引入亚稳态的残余奥氏体,可以在不大幅度降低强度的前提下,达到改善钢材塑性和韧性的目的。
3.中锰钢具有良好的淬透性,可以提高厚规格钢管厚度方向组织和性能的均匀性;mn元素矿产资源丰富,价格低廉,用mn代替ni等合金元素可以降低生产成本。因此,通过热处理工艺的控制对低碳中锰钢组织和性能调控,从而使材料在具有较高强度的同时,具有良好的塑性和韧性。
4.经过检索,发现有三篇文献专利与本实用新型技术最为相关,具体内容分述如下:
5.经检索,相似的背景技术有:“一种含稀土低碳中锰钢无缝钢管及其热处理方法”(专利申请号:202011441584.8),与本发明的不同点在于:在相同的化学成分设计上,本发明较检索专利采用一种更经济的热处理工艺方法,检索专利的热处理时间比本专利热处理时间长近10个小时,热处理后材料性能较检索专利在相同强度范围内具有更好的塑性和韧性;
6.经检索,相似的背景技术有:“一种高强韧的超低碳中锰钢中厚板及其制备方法”(专利申请号:201510241664.1),与本发明的不同点在于:在成分设计上,本发明采用低碳中锰低合金crmo钢兼稀土微合金化设计理念,而检索的相似专利采用低碳高锰crmo合金钢兼稀土微合金化设计理念,设计钢种不同,产品的性能指标也不相同,另外,检索专利仅仅适用于中厚板,而申请专利适用于无缝钢管;
7.经检索,相似的背景技术有:“一种高强度、韧性、塑性的低碳中锰中厚板及其制备方法”(专利申请号:201510416364.2),与本发明的不同点在于:产品的性能指标也不相同,本专利的屈服强度低于检索专利,同时延伸率高于检索专利,检索专利的热处理温度比本专利回火温度低,另外,检索专利仅仅适用于中厚板,而申请专利适用于无缝钢管。
技术实现要素:
8.本发明的目的是提供一种经济型含稀土低碳中锰钢无缝钢管的热处理方法,获得回火索氏体+残余奥氏体组织、低屈服强度、低抗拉强度、低屈强比、高延伸率及高塑性的含稀土低碳中锰无缝钢管。
9.为解决上述技术问题,本发明采用如下技术方案:
10.本发明一种经济型含稀土低碳中锰钢无缝钢管的热处理方法,包括:
11.将淬火加热炉的烧嘴全部打开,采用脉冲控制烧嘴,使火苗完全燃烧,当炉内温度
升至400℃时通过传送装置将无缝钢管送至炉内,然后以35℃/min的速度将无缝钢管升至890℃,无缝钢管达到温度之后开始计时,保温时间为45min;
12.到达保温时间后将无缝钢管快速出炉,然后进行水冷处理,控制冷却水内喷流量为580
±
50m3/h,外淋流量为1600
±
50m3/h,外淋内喷时间为12s;冷却之后的管体温度应低于80℃;
13.然后将回火加热炉的烧嘴全部打开,采用脉冲控制烧嘴,使火苗完全燃烧,当炉内温度升至600℃时,将经过淬火处理后的无缝钢管装入回火加热炉之内,钢管在步进梁之上采用“隔一装一”的方式进行装炉,以保证管体回火温度的均匀性,然后以15℃/min的速度将无缝钢管升至750℃和780℃,无缝钢管达到温度之后开始计时,保温时间为1~3小时;
14.然后将温度降到480℃~530℃之间的钢管送入辊式矫直机进行温矫,然后将钢管送入步进式冷床进行自然冷却,然后将钢管送入排锯进行定尺锯切。
15.进一步的,所述无缝钢管的规格为
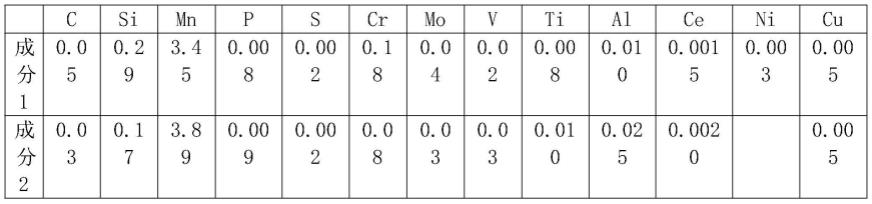
16.进一步的,所述无缝钢管的化学成分的质量百分比为:c 0.05%,si 0.29%,mn 3.45%,p 0.008%,s 0.002%,cr 0.18%,mo 0.04%,v 0.02%,ti 0.008%,al 0.010%,ce 0.0015%,ni 0.00%3,cu 0.005%,其余为fe既不可避免的杂质。
17.进一步的,所述无缝钢管的化学成分的质量百分比为:c 0.03%,si 0.17%,mn 3.89%,p 0.009%,s 0.002%,cr 0.08%,mo 0.03%,v 0.03%,ti 0.010%,al 0.025%,ce 0.0020%,cu 0.005%,其余为fe既不可避免的杂质。
18.与现有技术相比,本发明的有益技术效果:
19.无缝钢管在热处理之后进行力学性能和金相检验,力学性能检测结果分别见表4~表5。通过显微镜观察到材料金属夹杂物细小,通过调质处理获得的组织为均匀单一的回火索氏体,晶粒度达到10级以上,极为细小。通过xrd分析,热处理后管体内平均残余奥氏体含量为17.5%。
具体实施方式
20.下面结合具体的实施例和比对例对本发明专利作进一步详细说明,实施例和对比例在原料配比、生产工艺和产品规格等工艺指标均完全相同,所不同的只是其钢管的化学成分和亚温正火工艺工艺;对比样与实施例所制钢管的化学成分和产品规格完全相同,所不同的只是其钢管的亚温正火工艺工艺。
21.无缝钢管的规格为无缝钢管的化学成分检测结果见表1。
22.表1无缝钢管的化学成分检测结果(重量百分比%)
[0023][0024]
首先将淬火加热炉的烧嘴全部打开,采用脉冲控制烧嘴,使火苗完全燃烧,当炉内
温度升至400℃时通过传送装置将规格为无缝钢管送至炉内,然后以35℃/min的速度将无缝钢管升至890℃,无缝钢管达到温度之后开始计时,保温时间为45min;
[0025]
到达保温时间后将无缝钢管快速出炉,然后进行水冷处理,控制冷却水内喷流量为580
±
50m3/h,外淋流量为1600
±
50m3/h,外淋内喷时间为12s。冷却之后的管体温度应低于80℃;
[0026]
然后将回火加热炉的烧嘴全部打开,采用脉冲控制烧嘴,使火苗完全燃烧,当炉内温度升至600℃时,将经过淬火处理后的无缝钢管装入回火加热炉之内,钢管在步进梁之上采用“隔一装一”的方式进行装炉,以保证管体回火温度的均匀性,然后以15℃/min的速度将无缝钢管升至750℃和780℃,无缝钢管达到温度之后开始计时,保温时间为1~3小时,具体工艺参数设置控制分别见表2~表3。
[0027]
然后将温度降到480℃~530℃之间的钢管送入辊式矫直机进行温矫,然后将钢管送入步进式冷床进行自然冷却,然后将钢管送入排锯进行定尺锯切;
[0028]
表2成分1的无缝钢管的热处理工艺参数设置
[0029][0030]
表3成分2的无缝钢管的热处理工艺参数设置
[0031][0032]
无缝钢管在热处理之后进行力学性能和金相检验,力学性能检测结果分别见表4~表5。通过显微镜观察到材料金属夹杂物细小,通过调质处理获得的组织为均匀单一的回火索氏体,晶粒度达到10级以上,极为细小。通过xrd分析,热处理后管体内平均残余奥氏体含量为17.5%。
[0033]
表5成分1的无缝钢管在热处理之后的力学性能检测结果
[0034]
[0035][0036]
表6成分2的无缝钢管在热处理之后的力学性能检测结果
[0037][0038]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1