环形弧状槽类马氏体不锈钢零件淬火装置及其使用方法与流程
本发明涉及槽类不锈钢表面淬火,特别是环形弧状槽类马氏体不锈钢零件淬火装置及其使用方法。
背景技术:
1、对于马氏体不锈钢的表面淬火,一般为火焰淬火或高频淬火。如果为形状规整、厚度均匀的零件,采用普通的火焰淬火或高频淬火可以满足使用要求,但是对于厚薄不均、淬火部位形状不规整或淬火带较宽需重复淬火的零件,采用火焰淬火或高频就难以满足使用要求。我司承制的一种反应堆堆内构件用环形封闭r26.16圆弧截面槽类马氏体不锈钢零件,由于淬火部位厚薄不均匀,淬火部位形状不规则,且淬火部位需重复淬火,我司经过大量工艺试验,采用传统的火焰淬火和高频淬火均不满足使用要求。。
技术实现思路
1、本发明所要解决的技术问题是提供环形弧状槽类马氏体不锈钢零件淬火装置及其使用方法,激光淬火能量输出稳定,受热均匀,加工后硬度达标;工件变形小,加热层热度和加热轨迹容易控制,易于实现自动化,激光淬火前后工件的变形几乎可以忽略;环形工件自转配合,淬火设备位置调节灵巧快捷,角度调节激光铺设更加均匀,降低搭接带宽度,加工精度更好,质量优秀。
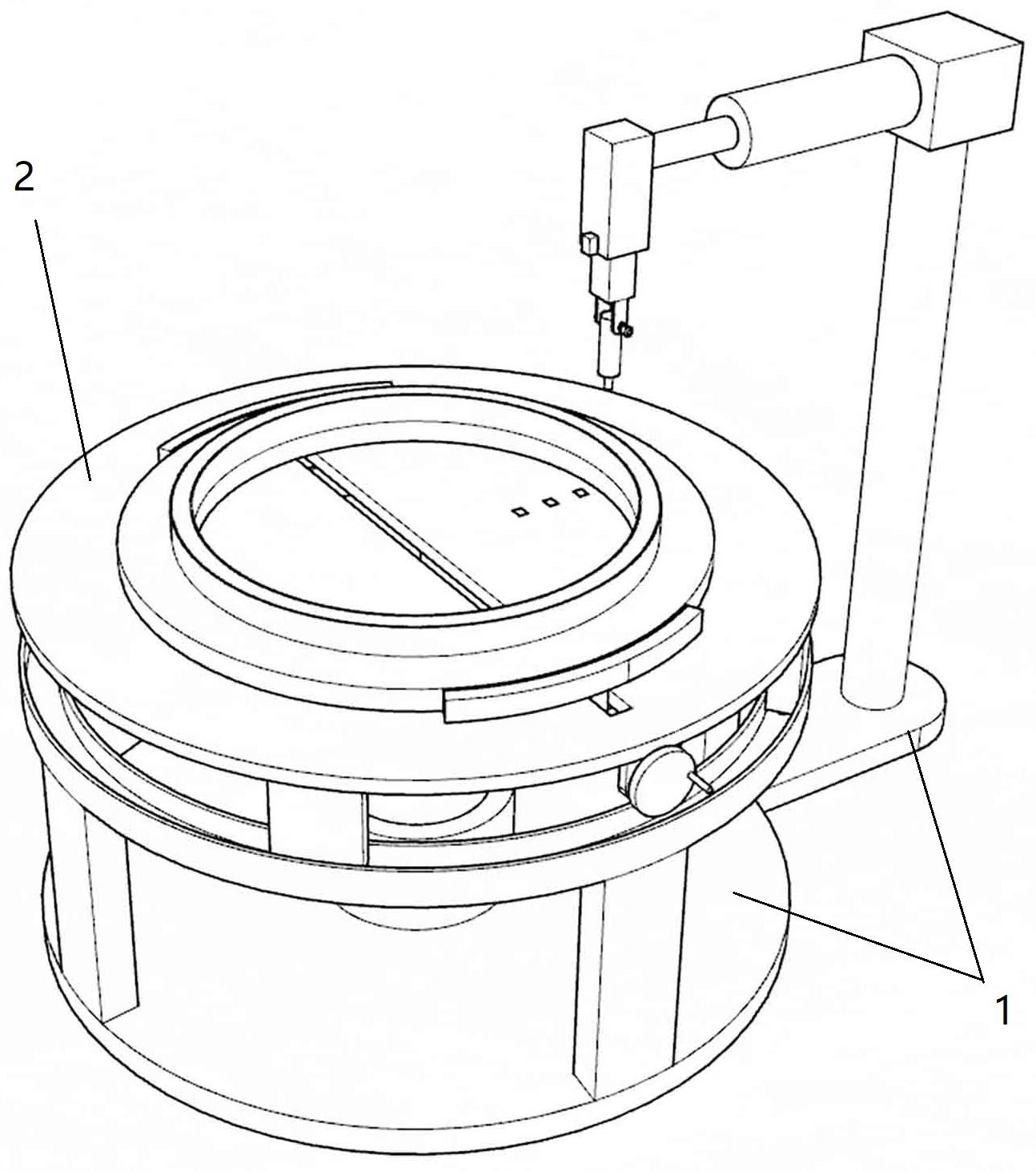
2、为解决上述技术问题,本发明所采用的技术方案是:环形弧状槽类马氏体不锈钢零件淬火装置,包括支架结构和加工座结构,所述的支架结构包括支撑座,支撑座上设有定位槽、固定座和支撑架,固定座上设有电机,支撑架上设有可调式激光淬火结构;
3、所述的加工座结构包括转盘,转盘上设有多个与定位槽配合的定位臂,转盘上设有限位槽,限位槽上对称设有与限位槽配合的限位臂,限位臂的顶端设有固定板,限位臂上对称设有与转盘配合的挡板,限位臂的底端与双头丝杆螺纹配合,双头丝杆的两端通过固定板与转盘连接,双头丝杆的一端设有手轮,转盘通过支撑框与电机的输出端连接
4、优选的方案中,所述的可调式激光淬火结构包括与支撑架拆卸连接的安装座,安装座上设有第一伸缩结构,第一伸缩结构的输出端与第二伸缩结构连接,第二伸缩结构的输出端上设有连接板,连接板与激光发射装置铰接,连接板上设有与激光发射装置配合的舵机。
5、优选的方案中,所述的第二伸缩结构上设有第二感应器,第二感应器与设置在转盘上的多组第一感应器相配合。
6、优选的方案中,所述的定位臂的底部设有多个与定位槽配合的滚珠结构。
7、优选的方案中,所述的固定板上设有防滑垫。
8、优选的方案中,所述的双头丝杆的中间位置设有限位套。
9、优选的方案中,所述的双头丝杆上两端螺纹的螺旋方向相反。
10、本发明所提供的环形弧状槽类马氏体不锈钢零件淬火装置及其使用方法,通过采用上述结构,具有以下有益效果:
11、(1)激光淬火能量输出稳定,受热均匀,加工后硬度达标;
12、(2)工件变形小,加热层热度和加热轨迹容易控制,易于实现自动化,激光淬火前后工件的变形几乎可以忽略;
13、(3)环形工件自转配合,淬火设备位置调节灵巧快捷,角度调节激光铺设更加均匀,降低搭接带宽度,加工精度更好,质量优秀。
技术特征:
1.环形弧状槽类马氏体不锈钢零件淬火装置,包括支架结构(1)和加工座结构(2),其特征在于:所述的支架结构(1)包括支撑座(3),支撑座(3)上设有定位槽(4)、固定座(5)和支撑架(7),固定座(5)上设有电机(6),支撑架(7)上设有可调式激光淬火结构(8);
2.根据权利要求2所述的环形弧状槽类马氏体不锈钢零件淬火装置,其特征在于:所述的第二伸缩结构(25)上设有第二感应器(26),第二感应器(26)与设置在转盘(9)上的多组第一感应器(13)相配合。
3.根据权利要求1所述的环形弧状槽类马氏体不锈钢零件淬火装置,其特征在于:所述的定位臂(10)的底部设有多个与定位槽(4)配合的滚珠结构(11)。
4.根据权利要求1所述的环形弧状槽类马氏体不锈钢零件淬火装置,其特征在于:所述的固定板(14)上设有防滑垫(15)。
5.根据权利要求1所述的环形弧状槽类马氏体不锈钢零件淬火装置,其特征在于:所述的双头丝杆(19)的中间位置设有限位套(20)。
6.根据权利要求1所述的环形弧状槽类马氏体不锈钢零件淬火装置,其特征在于:所述的双头丝杆(19)上两端螺纹的螺旋方向相反。
7.根据权利要求1-7任意一项所述的环形弧状槽类马氏体不锈钢零件淬火装置的使用方法,其特征在于包括以下步骤:
技术总结
环形弧状槽类马氏体不锈钢零件淬火装置及其使用方法,包括支架结构和加工座结构,所述的支架结构包括支撑座,支撑座上设有定位槽、固定座和支撑架,固定座上设有电机,支撑架上设有可调式激光淬火结构。采用上述结构,激光淬火能量输出稳定,受热均匀,加工后硬度达标;工件变形小,加热层热度和加热轨迹容易控制,易于实现自动化,激光淬火前后工件的变形几乎可以忽略;环形工件自转配合,淬火设备位置调节灵巧快捷,角度调节激光铺设更加均匀,降低搭接带宽度,加工精度更好,质量优秀。
技术研发人员:周迎平,舒华安,付光杰,李成,董明亮,王盛,张少威,王洁
受保护的技术使用者:东方电气(武汉)核设备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!