一种重卡汽车车轴套用钢的生产方法与流程
本发明涉及冶金,尤其涉及一种重卡汽车车轴套用钢的生产方法。
背景技术:
1、汽车驱动桥结构有众多零部件构成,半轴套管就是其中之一,并在其整体结构中起着至关重要的作用。在汽车运动行驶的过程中,有时汽车行驶环境错综复杂及路面崎岖,半轴套管作为支撑零件,其承载着由于运动而产生的各种强烈振动和冲击,使其自身将受到这些振动与冲击而产生的变化复杂的交变应力。
2、轴套管是汽车驱动桥总成上的重要零件,它与驱动桥壳形成一体,使左右驱动车轮的轴向相对位置固定,一起支承车架及其上的各总成质量,同时在汽车行驶时承受由车轮传来的路面反作用力和力矩,并经悬架传给车架,故其本身锻造质量的优劣是驱动桥是否能够正常运作的前提条件,同时对汽车是否能够安全可靠的行驶具有重大意义。因此需要半轴套管本身内部的微观组织紧密细致,材料加工生成的内部流线要有合理的分布,同时也要具有较高的抗疲劳强度。
技术实现思路
1、本发明的目的是提供一种重卡汽车车轴套用钢的生产方法,连铸坯表面未发现表面裂纹等缺陷,完全满足生产热轧圆钢的表面质量要求。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种重卡汽车车轴套用钢的生产方法,包括:
4、1)、转炉生产
5、为保证产品质量及对成品成分的精确控制,供转炉铁水要求:按质量百分数磷含量小于等于0.13%,硫含量小于等于0.050%;在转炉冶炼过程中加入白灰、白云石、萤石造渣辅料,出钢过程中根据成品汽车车轴套管用钢内控成分要求加入硅铁、硅锰和铝硅锰进行脱氧合金化;
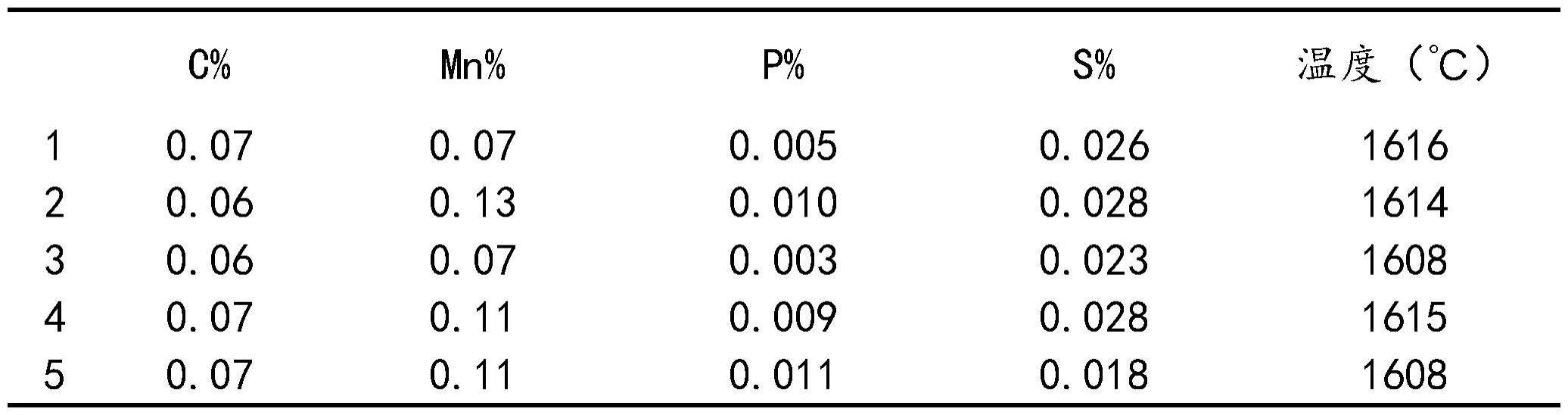
6、转炉终点钢水的碳质量百分数含量、磷质量百分数含量及出钢温度如下:
7、出钢温度1608-1616℃,平均1612℃;碳含量0.07-0.11%,平均0.09%;磷含量0.006-0.011%,平均0.009%;
8、2)、lf炉生产
9、lf炉精炼就位温度1541-1549℃,平均1546℃;精炼离位温度1604-1643℃,平均1620℃;精炼处理时间47-60mi n,平均55mi n;并在精炼后期按标准成分要求加入钼铁;
10、3)、vd炉生产
11、钢水再经vd炉真空脱气处理,进一步降低钢中有害气体含量,提高钢的洁净度,气体含量要求:[o]≤20ppm;[n]≤80ppm;[h]≤2.5ppm;喂入硅钙线进行夹杂物变性;要求vd炉冶炼的深真空时间都大于13mi n,深真空度≤0.10kpa,软吹时间13-20mi n,平均18min;软吹流量140-220n l/mi n,平均180n l/mi n;上台温度1546-1580℃,平均1550℃;
12、4)、连铸生产
13、连铸生产中过热度控制在20-30℃之间,拉速在0.65m/mi n-0.67m/mi n之间;连铸坯下线缓冷48小时以上。
14、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.37~0.43%、s i 0.20~0.35%、mn1.30~1.45%、p≤0.020%、s≤0.020%、a l 0.015~0.050%、v0.04~0.06%,t i 0.02~0.055%,b0.001~0.003%,cr≤0.30%,mo≤0.30%,n i≤0.30%、cu≤0.30%、pb≤0.020%、sn≤0.030%,[o]≤,20ppm;[n]≤80ppm;[h]≤2.5ppm。其它为fe和不可避免的杂质。
15、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.38%、s i0.24%、mn 1.37%、p 0.011%、s 0.009%、al 0.028%、v 0.059%,t i 0.052%,b0.0017%,其它为fe和不可避免的杂质。
16、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.42%、s i0.27%、mn 1.31%、p 0.010%、s 0.011%、al 0.029%、v 0.058%,t i 0.042%,b0.0018%,其它为fe和不可避免的杂质。
17、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.38%、s i0.28%、mn 1.34%、p 0.010%、s 0.009%、al 0.019%、v 0.063%,t i 0.052%,b0.0015%,其它为fe和不可避免的杂质。
18、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.39%、s i0.24%、mn 1.38%、p 0.011%、s 0.009%、al 0.029%、v 0.057%,t i 0.040%,b0.0020%,其它为fe和不可避免的杂质。
19、进一步的,所述重卡汽车车轴套用钢化学组分按质量百分数为:c 0.37%、s i0.27%、mn 1.35%、p 0.014%、s 0.009%、al 0.037%、v 0.052%,t i 0.050%,b0.0018%,其它为fe和不可避免的杂质。
20、与现有技术相比,本发明的有益技术效果:
21、连铸坯缓冷48小时以上,连铸坯表面未发现表面裂纹等缺陷,完全满足生产热轧圆钢的表面质量要求。
技术特征:
1.一种重卡汽车车轴套用钢的生产方法,其特征在于:包括:
2.根据权利要求1所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.37~0.43%、si0.20~0.35%、mn1.30~1.45%、p≤0.020%、s≤0.020%、al0.015~0.050%、v0.04~0.06%,ti0.02~0.055%,b0.001~0.003%,cr≤0.30%,mo≤0.30%,ni≤0.30%、cu≤0.30%、pb≤0.020%、sn≤0.030%,[o]≤,20ppm;[n]≤80ppm;[h]≤2.5ppm。其它为fe和不可避免的杂质。
3.根据权利要求2所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.38%、si0.24%、mn1.37%、p0.011%、s0.009%、al0.028%、v0.059%,ti0.052%,b0.0017%,其它为fe和不可避免的杂质。
4.根据权利要求2所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.42%、si0.27%、mn1.31%、p0.010%、s0.011%、al0.029%、v0.058%,ti0.042%,b0.0018%,其它为fe和不可避免的杂质。
5.根据权利要求2所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.38%、si0.28%、mn1.34%、p0.010%、s0.009%、al0.019%、v0.063%,ti0.052%,b0.0015%,其它为fe和不可避免的杂质。
6.根据权利要求2所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.39%、si0.24%、mn1.38%、p0.011%、s0.009%、al0.029%、v0.057%,ti0.040%,b0.0020%,其它为fe和不可避免的杂质。
7.根据权利要求2所述的重卡汽车车轴套用钢的生产方法,其特征在于:所述重卡汽车车轴套用钢化学组分按质量百分数为:c0.37%、si0.27%、mn
技术总结
本发明公开了一种重卡汽车车轴套用钢的生产方法,包括:1)、转炉生产;2)、LF炉生产,LF炉精炼就位温度1541‑1549℃;精炼离位温度1604‑1643℃;精炼处理时间47‑60min;3)、VD炉生产,要求VD炉冶炼的深真空时间都大于13min,深真空度≤0.10Kpa,软吹时间13‑20min;软吹流量140‑220Nl/min;上台温度1546‑1580℃;4)、连铸生产,过热度20‑30℃,拉速0.65m/min‑0.67m/min;连铸坯下线缓冷48小时以上,本发明的连铸坯表面未发现表面裂纹等缺陷,完全满足生产热轧圆钢的表面质量要求。
技术研发人员:周彦,孙雪丽,郝振宇,宋振东,王建勋
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!