一种碳化硅增强锌基复合材料制备工艺的制作方法
本发明涉及金属材料铸造,尤其涉及一种碳化硅增强锌基复合材料制备工艺。
背景技术:
1、市场60%以上的锌作为镀锌使用,20%左右用于压铸低端产品,5%的锌合金用于机械行业,主要为齿轮、蜗轮、轴瓦、轴套、托轮等结构件。机械零部件对锌合金的力学性能,尤其是耐磨性能要求较高,在前期锌合金机械零部件生产厂家调研过程中了解到客户对锌合金高耐磨性及高温力学性能的需求,希望有新型耐磨锌合金材料替代目前传统合金材料,延长机械零部件使用寿命,这展现出锌基复合材料的市场需求。复合材料具有优异的强度和刚度,高温使用性和改善的耐磨性,因此广泛用于各种最终用途行业。
2、由于锌合金力学性能较差的问题,我们开发了碳化硅增强锌基复合材料的制备工艺,通过研究锌基复合材料的拉伸性能、耐磨性能,优化半固态铸造工艺及锌基复合材料热挤压成型工艺,寻求锌基复合材料最佳制备工艺;鉴于此,我们提出一种用于增强碳化硅颗粒与锌基体之间的界面结合效果,从而提高碳化硅增强锌基复合材料力学性能的碳化硅增强锌基复合材料的制备工艺。
技术实现思路
1、本发明的目的是针对背景技术中存在的市场对复合材料的需求量大,但金属基复合材料生产技术门槛较高,国内大型金属基复合材料生产企业较少,市场供需存在不平衡等的问题,提出一种用于增强碳化硅颗粒与锌基体之间的界面结合效果,从而提高碳化硅增强锌基复合材料力学性能的碳化硅增强锌基复合材料的制备工艺。
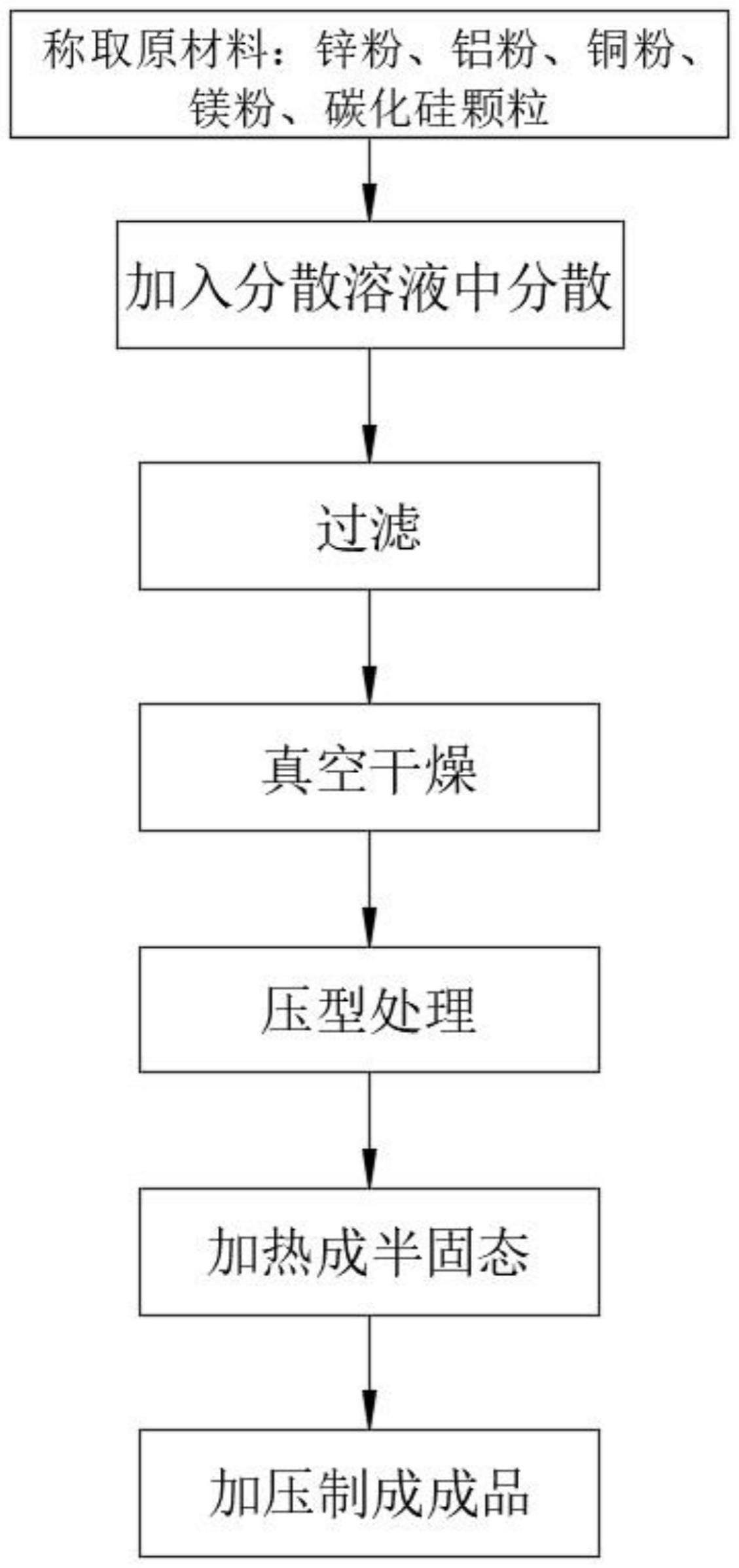
2、本发明的技术方案:一种碳化硅增强锌基复合材料制备工艺,包括以下制备步骤:
3、s1、准备以下重量百分比的原材料:锌粉65~70%、铝粉25~30%、铜粉2-4.5%、镁粉0.2-1.2%、碳化硅颗粒0.5~3.5%;
4、s2、称取锌粉、铝粉、铜粉、镁粉和碳化硅颗粒装入分散溶液中,充分搅拌、分散,得到混合分散均匀的悬浊液a;
5、s3、对悬浊液a进行过滤,过滤得到的滤饼经真空干燥处理,获得混合均匀的粉末b;
6、s4、将粉末b置于模具内,进行压型处理,得到压制成型的粉末块c;
7、s5、对模具及粉末块c隔绝氧气内外均匀加热,使模具内的粉末块c成为半固态,再次加压,维持3-5min,制成需要的含碳化硅颗粒的增强锌基合金材料。
8、优选的,所述s2中,分散溶液为无水且容易挥发的液体,所述分散溶液为乙醇或丙醇。
9、优选的,所述分散溶液与锌粉、铝粉、铜粉、镁粉和碳化硅颗粒的液固比2-4:1。
10、优选的,所述原材料中锌粉、铝粉、铜粉、镁粉和碳化硅颗粒的粒径均小于0.074mm。
11、优选的,所述s4中,压制成型的成型压力选用大于150mpa,保压时间3-5min。
12、与现有技术相比,本发明具有如下有益的技术效果:
13、本发明鉴于碳化硅颗粒增强锌铝基复合材料的基体与增强体之间的物理化学特征,充分发挥多种工艺的优势,综合考虑碳化硅颗粒含量和工艺参数搅拌温度、搅拌速度、超声功率等与最终制成的复合材料力学性能和摩擦磨损性能之间的最佳匹配关系,建立了制备碳化硅颗粒增强锌铝基复合材料的最优工艺体系,成功制备出纳米增强体颗粒分散均匀性能优良的碳化硅颗粒增强锌铝基复合材料;
14、基于碳化硅颗粒增强锌铝基复合材料内部增强体-基体的难互溶特征,引入了半固态铸造的研究方法,从而提高碳化硅颗粒增强锌铝基复合材料的力学性能,掌握制备碳化硅颗粒增强锌铝基复合材料的最优工艺,解决行业领域的技术难题;
15、综上,本发明提出的碳化硅颗粒增强锌铝基复合材料的制备流程简单,充分提高材料的耐磨性,降低摩擦系数,从而增强制备零件的使用特性,延长零件使用寿命,降低企业成本。
技术特征:
1.一种碳化硅增强锌基复合材料制备工艺,其特征在于:包括以下制备步骤:
2.根据权利要求1所述的一种碳化硅增强锌基复合材料制备工艺,其特征在于,所述s2中,分散溶液为无水且容易挥发的液体,所述分散溶液为乙醇或丙醇。
3.根据权利要求2所述的一种碳化硅增强锌基复合材料制备工艺,其特征在于,所述分散溶液与锌粉、铝粉、铜粉、镁粉和碳化硅颗粒的液固比2-4:1。
4.根据权利要求1所述的一种碳化硅增强锌基复合材料制备工艺,其特征在于,所述原材料中锌粉、铝粉、铜粉、镁粉和碳化硅颗粒的粒径均小于0.074mm。
5.根据权利要求1所述的一种碳化硅增强锌基复合材料制备工艺,其特征在于,所述s4中,压制成型的成型压力选用大于150mpa,保压时间3-5min。
技术总结
本发明提出的一种碳化硅增强锌基复合材料制备工艺,包括以下制备步骤:S1、准备以下重量百分比的原材料:锌粉65~70%、铝粉25~30%、铜粉2‑4.5%、镁粉0.2‑1.2%、碳化硅颗粒0.5~3.5%;S2、称取锌粉、铝粉、铜粉、镁粉和碳化硅颗粒装入分散溶液中,充分搅拌、分散,得到混合分散均匀的悬浊液A;S3、对悬浊液A进行过滤,过滤得到的滤饼经真空干燥处理,获得混合均匀的粉末B;S4、将粉末B置于模具内,进行压型处理,得到压制成型的粉末块C;S5、对模具及粉末块C隔绝氧气内外均匀加热,使模具内的粉末块C成为半固态。本发明制备流程简单,充分提高材料的耐磨性,降低摩擦系数,从而增强制备零件的使用特性,延长零件使用寿命,降低制造成本。
技术研发人员:陈海大,钱晓峰,陈六新,江少杰,汪九初,何夏雨,鲁启明
受保护的技术使用者:安徽铜冠有色金属(池州)有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!