镀膜架具的制作方法
1.本技术是有关于一种装置,详细来说,是有关于一种用于微钻的镀膜架具。
背景技术:
2.物理气相沉积(pvd)包括溅射、电弧放电等技术是目前到刀工具镀膜中使用非常广发的技术,尤其电弧放电产生离子离化率高,离子密度强,绕射性好,在工具镀膜中占据主导地位。在现有技术中,要对钻头等工件进行镀膜时会采用立式方式将工件置于架具上,钻头部分相对于钻柄要小很多,如此一来不需要镀膜的钻柄将占据大量的空间,每一炉的有效空间利用率就大大降低。
3.特别是在印刷电路板的生产过程中,机械钻孔是不可或缺的重要工序,其中微钻是印刷电路板机械钻孔加工所需的关键耗材。随着电子产品日趋轻薄短小和多功能化的发展方向,封装密度越来越高,线路宽度越来越细,导致印刷电路板机械钻孔加工业不断进行技术创新,以适应孔径越来越小、基板材质标准越来越高的现实。微钻的改进已经成为印刷电路板机械钻孔加工业技术革新的主要内容以达到降低微钻成本、提升微钻钻孔品质、延长微钻使用寿命的目标。基于生产的需求,许多企业都在尝试把物理气相沉积涂层技术引入到微钻产品中以改进其性能。
4.一般而言,微钻的总长度大约40毫米,其中柄的长度超过30毫米,柄的直径大约3.2毫米左右,钻刃直径大约0.1毫米,若采用立式方式将微钻置于架具上进行镀膜会使得大量的可用空间被浪费(其中钻针长度不到整个长度的1/3),而且细小的微钻采用人工方法一个一个包装、运输、清洗、镀膜上架和下架、以及后续处理等,都容易导致细小的钻刃折断,而且不经济,低效率。
技术实现要素:
5.有鉴于此,本技术提出一种镀膜架具以解决上述问题。
6.依据本技术的一实施例,首先提出了一个多工件放置槽的夹具方案,将多个微小的工件(比如微钻)组合到多工件放置槽的夹具中,适合微小工件的保存,输运,清洗、镀膜、以及后续处理等,防止微小工具在各个环节受到二次损害,也节省手工操作的成本,提升效率。
7.依据本技术的一实施例,提出一种镀膜架具。所述镀膜架具包括多个夹具。所述多个夹具的每一者由多个工件放置槽组成,所述多个工件放置槽沿水平方向依序排列,所述多个工件放置槽的每一者经配置以使得工件在所述工件放置槽中水平放置并沿垂直方向堆叠排列。
8.依据本技术的一实施例,所述镀膜架具还包括支架。所述支架经配置以使所述多个夹具沿垂直方向堆叠。
9.这样,不需要镀膜的占刀具至少1/2长的柄部分所占据的空间就可以得到有效的利用,从而使每一炉镀膜的可装载量可以提高3到5倍,甚至更多。
10.依据本技术的一实施例,所述支架的高度在100-900毫米的范围。
11.依据本技术的一实施例,所述支架呈环形结构,所述支架经配置以使所述多个夹具沿所述环形结构排列。
12.依据本技术的一实施例,所述环形结构的直径在100-500毫米的范围。
13.依据本技术的一实施例,所述支架是以金属、塑料、或石墨材料制成。
14.依据本技术的一实施例,所述多个夹具的每一者的高度在10-500毫米的范围。
15.依据本技术的一实施例,所述多个夹具是以金属材料、塑料、或石墨材料制成。
16.依据本技术的一实施例,所述多个夹具的每一者的顶端和底端分别包括第一连接组件,所述多个夹具经配置以通过所述第一连接组件沿垂直方向堆叠。
17.依据本技术的一实施例,所述多个夹具的每一者的左右两端分别包括第二连接组件,所述多个夹具经配置以通过所述第二连接组件固定以沿水平方向排列。
附图说明
18.附图是用来提供对本技术的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本技术,但并不构成对本技术的限制。在附图中:
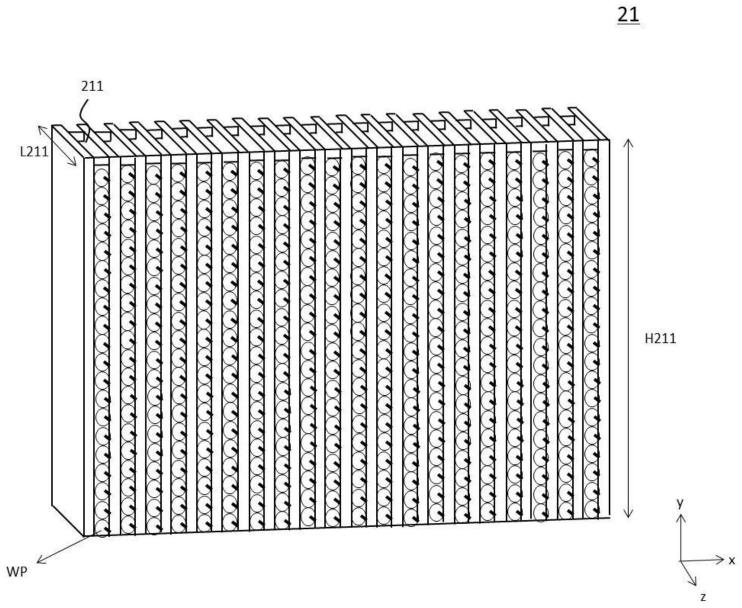
19.图1演示依据本技术一实施例的多工件放置槽的夹具示意图
20.图2演示依据本技术一实施例的镀膜架具的方块示意图。
21.图3a和图3b分别演示依据本技术一实施例的镀膜架具的前视图和俯视图。
具体实施方式
22.以下揭示内容提供了多种实施方式或例示,其能用以实现本揭示内容的不同特征。下文所述之组件与配置的具体例子系用以简化本揭示内容。当可想见,这些叙述仅为例示,其本意并非用于限制本揭示内容。举例来说,在下文的描述中,将一第一特征形成于一第二特征上或之上,可能包括某些实施例其中所述的第一与第二特征彼此直接接触;且也可能包括某些实施例其中还有额外的组件形成于上述第一与第二特征之间,而使得第一与第二特征可能没有直接接触。此外,本揭示内容可能会在多个实施例中重复使用组件符号和/或标号。此种重复使用乃是基于简洁与清楚的目的,且其本身不代表所讨论的不同实施例和/或组态之间的关系。
23.再者,在此处使用空间上相对的词汇,譬如「之下」、「下方」、「低于」、「之上」、「上方」及与其相似者,可能是为了方便说明图中所绘示的一组件或特征相对于另一或多个组件或特征之间的关系。这些空间上相对的词汇其本意除了图中所绘示的方位之外,还涵盖了装置在使用或操作中所处的多种不同方位。可能将所述设备放置于其他方位(如,旋转90度或处于其他方位),而这些空间上相对的描述词汇就应该做相应的解释。
24.虽然用以界定本技术较广范围的数值范围与参数皆是约略的数值,此处已尽可能精确地呈现具体实施例中的相关数值。然而,任何数值本质上不可避免地含有因个别测试方法所致的标准偏差。在此处,「约」通常系指实际数值在一特定数值或范围的正负10%、5%、1%或0.5%之内。或者是,「约」一词代表实际数值落在平均值的可接受标准误差之内,视本技术所属技术领域中具有通常知识者的考虑而定。当可理解,除了实验例之外,或除非另有明确的说明,此处所用的所有范围、数量、数值与百分比(例如用以描述材料用量、时间
长短、温度、操作条件、数量比例及其他相似者)均经过「约」的修饰。因此,除非另有相反的说明,本说明书与附随权利要求书所揭示的数值参数皆为约略的数值,且可视需求而更动。至少应将这些数值参数理解为所指出的有效位数与套用一般进位法所得到的数值。在此处,将数值范围表示成由一端点至另一端点或介于二端点之间;除非另有说明,此处所述的数值范围皆包括端点。
25.图1演示依据本技术一实施例的多工件放置槽的夹具21的示意图。在某些实施例中,夹具21包括多个工件放置槽211。在某些实施例中,多个工件放置槽211经配置以夹持待加工工件wp。在某些实施例中,多个工件放置槽211沿x轴方向(即水平方向)依序排列。在某些实施例中,多个工件放置槽211使得待加工工件wp在工件放置槽211中是水平放置,并沿y轴方向堆叠。在某些实施例中,当待加工工件wp放置在工件放置槽211时,待加工工件wp的钻刃略微突出工件放置槽211。在某些实施例中,工件放置槽211的长度l211大约在30-40毫米的范围。在某些实施例中,工件放置槽211的纵深h221(即夹具21的高度)大约在90-100毫米的范围。在某些实施例中,夹具21可以是以金属材料或塑料材料制成。在某些实施例中,夹具21可以是以不锈钢材料304或316或者是特氟龙、石墨材料制成。
26.在某些实施例中,工件放置槽211能容置大约20个待加工工件wp。在某些实施例中,夹具21能容置大约400个待加工工件wp。在某些实施例中,支架20能上挂大约64个夹具21。在某些实施例中,镀膜架具2能上挂2.56万个待加工工件wp。
27.装载有待加工工件wp的夹具21方便使用者直接提取并对其进行清洗。当夹具21上挂在支架20并沿着其环形结构排列时,待加工工件wp的钻刃朝外成水平辐射状放置。通过本技术提出的镀膜夹具,使用者可以方便地将夹具挂上支架或从支架上取下,较不容易碰触待加工工件而造成待加工工件的损坏,并且待加工工件在夹具中水平地放置,可以大幅减少占用的空间。通过本技术提出的镀膜夹具,也有利于运输,存储,再加工,以及自动化生产流程。
28.在某些实施例中,支架20和夹具21之间可以通过卡榫结构来结合。在上述的实施例中,多个夹具21主要沿着支架20的整体架构排列。举例来说,若支架20是环形结构,多个夹具21则沿所述环形结构排列。然而,此并非本技术的一实施例。在某些实施例中,夹具21可以在其顶端和底端具有第一连接组件。举例来说,第一连接组件可以包括卡榫和相对应的凹槽。如此一来,多个夹具21可以通过第一连接组件沿垂直方向堆叠。在某些实施例中夹具21可以在其左右两端具有第二连接组件。举例来说,第二连接组件可以包括卡榫和相对应的凹槽。如此一来,多个夹具21的左右两端可以通过第二连接组件固定以沿水平方向排列。通过第一连接组件和第二连接组件,多个夹具21可以排列成任意组态并堆叠成任意高度。
29.图2演示依据本技术一实施例的镀膜架具1的方块示意图。在某些实施例中,镀膜架具1应用于物理气相沉积设备中。在某些实施例中,镀膜架具1应用于刀工具。在某些实施例中,镀膜架具1应用印刷电路板切削钻孔的细小刀工具真空镀膜的夹具。在某些实施例中,镀膜架具1用以在物理气相沉积设备中夹持待加工工件以对待加工工件进行镀膜工艺。在某些实施例中,待加工工件可以是上述用于印刷电路板机械钻孔加工的微钻。在某些实施例中,镀膜架具1包括多个夹具11。在某些实施例中,夹具11可以由图1所示的夹具21来实现。在某些实施例中,多个夹具11的每一者由多个工件放置槽组成,其中多个工件放置槽沿
水平方向依序排列,并且多个工件放置槽的每一者经配置以使得待加工工件在其中是水平放置并沿垂直方向堆叠排列。
30.图3a和图3b分别演示依据本技术一实施例的镀膜架具2的前视图和俯视图。在某些实施例中,镀膜架具2应用于物理气相沉积设备中。在某些实施例中,镀膜架具2用以在物理气相沉积设备中夹持待加工工件以对待加工工件进行镀膜工艺。在某些实施例中,镀膜架具2可以用来实现图2实施例的镀膜架具1。
31.在某些实施例中,镀膜架具2包括支架20和多个图1所示的夹具21。在某些实施例中,支架20经配置以使多个夹具21可以沿z轴方向(即垂直方向)堆叠。在某些实施例中,支架20呈环形结构。在某些实施例中,支架20使多个夹具21沿环形结构排列。在某些实施例中,支架20是以金属、塑料或石墨材料制成。在某些实施例中,支架20是以不锈钢材料304或316制成。在某些实施例中,支架20的高度h20大约在390-450毫米的范围。在某些实施例中,支架20的直径r20在300-450毫米的范围。在某些实施例中,支架20可以包括步进马达以使得支架20沿圆周方向进行旋转。在某些实施例中,支架20可以包括步进马达以使得支架20沿垂直方向移动,或者旋转和垂直方向运动结合。在某些实施例中,支架20也可以是固定且无法移动的。
32.需说明的是,虽然图3a和图3b的实施例中,支架20大致上呈现环形结构使得多个夹具21沿环形结构排列。然而,在其他实施例中,支架20也可以是其他形状结构,并且多个夹具21挂上支架20来进行镀膜工艺。
33.需说明的是,上述实施例中的镀膜架具1或镀膜架具2的尺寸范围仅为范例说明,镀膜架具1或镀膜架具2的实际尺寸可依据物理气相沉积腔室的大小调整。
34.如本文中所使用,术语“近似地”、“基本上”、“基本”及“约”用于描述并考虑小变化。当与事件或情况结合使用时,所述术语可指事件或情况精确地发生的例子以及事件或情况极近似地发生的例子。如本文中相对于给定值或范围所使用,术语“约”大体上意味着在给定值或范围的
±
10%、
±
5%、
±
1%或
±
0.5%内。范围可在本文中表示为自一个端点至另一端点或在两个端点之间。除非另外规定,否则本文中所公开的所有范围包括端点。术语“基本上共面”可指沿同一平面定位的在数微米(μm)内的两个表面,例如,沿着同一平面定位的在10μm内、5μm内、1μm内或0.5μm内。当参考“基本上”相同的数值或特性时,术语可指处于所述值的平均值的
±
10%、
±
5%、
±
1%或
±
0.5%内的值。
35.如本文中所使用,术语“近似地”、“基本上”、“基本”和“约”用于描述和解释小的变化。当与事件或情况结合使用时,所述术语可指事件或情况精确地发生的例子以及事件或情况极近似地发生的例子。举例来说,当与数值结合使用时,术语可指小于或等于所述数值的
±
10%的变化范围,例如,小于或等于
±
5%、小于或等于
±
4%、小于或等于
±
3%、小于或等于
±
2%、小于或等于
±
1%、小于或等于
±
0.5%、小于或等于
±
0.1%,或小于或等于
±
0.05%。举例来说,如果两个数值之间的差小于或等于所述值的平均值的
±
10%(例如,小于或等于
±
5%、小于或等于
±
4%、小于或等于
±
3%、小于或等于
±
2%、小于或等于
±
1%、小于或等于
±
0.5%、小于或等于
±
0.1%,或小于或等于
±
0.05%),那么可认为所述两个数值“基本上”或“约”相同。举例来说,“基本上”平行可以指相对于0
°
的小于或等于
±
10
°
的角度变化范围,例如,小于或等于
±5°
、小于或等于
±4°
、小于或等于
±3°
、小于或等于
±2°
、小于或等于
±1°
、小于或等于
±
0.5
°
、小于或等于
±
0.1
°
,或小于或等于
±
0.05
°
。
举例来说,“基本上”垂直可以指相对于90
°
的小于或等于
±
10
°
的角度变化范围,例如,小于或等于
±5°
、小于或等于
±4°
、小于或等于
±3°
、小于或等于
±2°
、小于或等于
±1°
、小于或等于
±
0.5
°
、小于或等于
±
0.1
°
,或小于或等于
±
0.05
°
。
36.举例来说,如果两个表面之间的位移等于或小于5μm、等于或小于2μm、等于或小于1μm或等于或小于0.5μm,那么两个表面可以被认为是共面的或基本上共面的。如果表面相对于平面在表面上的任何两个点之间的位移等于或小于5μm、等于或小于2μm、等于或小于1μm或等于或小于0.5μm,那么可以认为表面是平面的或基本上平面的。
37.如本文中所使用,除非上下文另外明确规定,否则单数术语“一(a/an)”和“所述”可包含复数指示物。在一些实施例的描述中,提供于另一组件“上”或“上方”的组件可涵盖前一组件直接在后一组件上(例如,与后一组件物理接触)的情况,以及一或多个中间组件位于前一组件与后一组件之间的情况。
38.如本文中所使用,为易于描述可在本文中使用空间相对术语例如“下面”、“下方”、“下部”、“上方”、“上部”、“下部”、“左侧”、“右侧”等描述如图中所说明的一个组件或特征与另一组件或特征的关系。除图中所描绘的定向之外,空间相对术语意图涵盖在使用或操作中的装置的不同定向。设备可以其它方式定向(旋转90度或处于其它定向),且本文中所使用的空间相对描述词同样可相应地进行解释。应理解,当一组件被称为“连接到”或“耦合到”另一组件时,其可直接连接或耦合到所述另一组件,或可存在中间组件。
39.前文概述本公开的若干实施例和细节方面的特征。本公开中描述的实施例可容易地用作用于设计或修改其它过程的基础以及用于执行相同或相似目的和/或获得引入本文中的实施例的相同或相似优点的结构。这些等效构造不脱离本公开的精神和范围并且可在不脱离本公开的精神和范围的情况下作出不同变化、替代和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1