一种水晶外形加工机的制作方法
1.本实用新型涉及水晶加工设备技术领域,具体而言,涉及一种水晶外形加工机。
背景技术:
2.在现有的水晶玻璃加工设备中,多数采用如图1所示的圆辊100带动大的水晶玻璃件200旋转,然后利用旁边的打磨或者切削工具300利用仿形原理来对大的水晶玻璃件进行成型处理,如椭圆形和圆形,然后将大的水晶玻璃件进行切割成若干小的水晶玻璃件,利用打磨辊进行面的打磨,使其表面光滑,达到使用标准,需要说明的是,现有的设备都只能进行一个面的打磨,比如:只能对底面或者侧面进行打磨,不能进行多方位的角度变化,由此加工效率较低;市面上有还有采用cnc玻璃划片机来对一整片的玻璃进行切割加工获得。需要强调的是,这里的面指的是,水晶玻璃件表面的多个反光面。对于一些异形水晶玻璃,如:五角星,梅花等,主要利用以下几种方式来进行加工;1:激光加工:通过激光加工水晶玻璃,切割水晶玻璃外形,这种加工方式基本用于薄的水晶玻璃,水晶玻璃的厚度小于1.5mm,用于加工钻的外形基本上是大才小用,成本非常高;2:热加工:通过对玻璃棒高温加热,由各种模具压制而成各种形状,这样的加工方式效率一般,成本高,优势在于加工的外形精度高,一致性好;以上两种对于异形水晶玻璃的加工方式成本就比较高,不适合大型推广。
3.针对现有的行业冷加工仿形加工的弊端,加工效率不高,无法加工多个成型面(至少包括侧面和底面)的水晶件,且无法批量加工五角星,梅花这种带凹的产品,而行业内客户对产品的要求也越来越高,需要对加工好的圆形,椭圆等产品的外形做抛光处理,使其达到亮面效果;现提出一种水晶外形加工机。
技术实现要素:
4.本实用新型的目的在于提供一种水晶外形加工机,其利用第一移动组件和第二移动组件的特殊移动位置关系,保证能对水晶件进行多个成型面的加工,大大提高了加工效率和成型速度,同时能加工更多的带凹的水晶件产品。
5.本实用新型的实施例通过以下技术方案实现:一种水晶外形加工机,包括滚筒组件,滚筒组件包括用以研磨水晶件的研磨辊和用于驱动研磨辊旋转的第一驱动组件;水晶夹具,水晶夹具用以夹持水晶件且水晶件绕通过自身几何中心的轴线做旋转运动;第一移动组件,水晶夹具设置在第一移动组件上;第二移动组件,滚筒组件设置在第二移动组件上;第一移动组件的运动轨迹和第二移动组件的运动轨迹始终成α角,90
°
≤α<180
°
。
6.进一步的,还设有机架,第一移动组件设置在机架上,第二移动组件设置在机架上,第一移动组件在机架上做线性运动,第二移动组件在机架上做线性运动。
7.进一步的,第一移动组件为滑台,第二移动组件为滑台。
8.进一步的,第一移动组件包括第一滑台和底座,底座设置在第一滑台上;第一滑台设置于机架上;水晶夹具包括铝排、驱动电机、固定架、夹紧气缸和动夹头;固定架固定设置在底座上,固定架上设有安装通孔,动夹头的一端穿过安装通孔设置,固定架的侧壁还设有
定夹头,夹紧气缸设置在固定架的表面,且夹紧气缸的活动端连接动夹头并带其运动,在夹紧气缸的作用下,动夹头和定夹头夹紧铝排;铝排包括蜗轮蜗杆式配合的铝排转轴和针头,针头用于粘贴水晶件,针头经铝排转轴由驱动电机驱动旋转。
9.进一步的,还设有第二滑台,第二滑台的固定端设置底座上,第二滑台的活动端连接驱动电机且带动驱动电机做线性运动,驱动电机的一端设置配合部,配合部可拆卸转动连接铝排转轴的端部。
10.进一步的,第二移动组件包括第三滑台和往复运动组件,往复运动组件通过第三滑台固定在机架上且随第三滑台运动,滚筒组件设置在往复运动组件上且随往复运动组件运动,往复运动的运动方向平行于水晶件的排列方向。
11.进一步的,往复运动组件为滑台往复运动结构、曲柄摇杆往复运动结构、残缺齿轮往复运动结构、凸轮往复运动结构和曲柄滑块往复运动结构中的一种。
12.本实用新型实施例的技术方案至少具有如下优点和有益效果:在滚筒组件和水晶夹具组件的运动过程中,始终保证待加工的水晶件的运动方向和研磨辊的运动方向成α角,90
°
≤α<180
°
,使之能加工水晶件的侧面或者底面,进一步的,能加工水晶件的多个成型面。
附图说明
13.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
14.图1为现有的水晶加工方式的示意图;
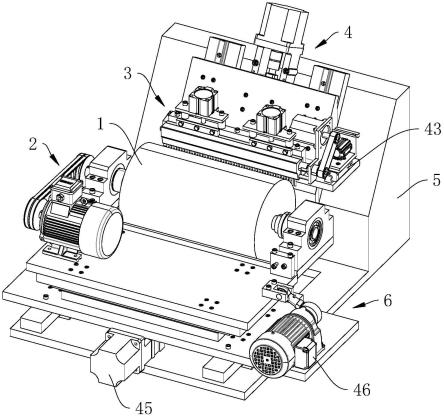
15.图2为本实用新型提供的水晶外形加工机的轴侧结构示意图;
16.图3为本实用新型提供的水晶外形加工机的侧视结构示意图;
17.图4为本实用新型提供的水晶外形加工机的正视结构示意图;
18.图5为本实用新型提供的水晶外形加工机中水晶夹具的轴侧安装结构示意图;
19.图6为本实用新型提供的水晶外形加工机中水晶夹具的轴侧结构示意图;
20.图7为本实用新型提供的水晶外形加工机中水晶夹具的俯视结构示意图;
21.图8为本实用新型提供的水晶外形加工机中铝排的轴侧结构示意图;
22.图标:100-圆辊,200-水晶玻璃件,300-切削工具,1-研磨辊,2-第一驱动组件,3-水晶夹具,4-第一移动组件,5-机架,6-第二移动组件,41-第一滑台,42-底座,10-铝排,11-转轴,12-针头,13-水晶件,31-驱动电机,32-固定架,33-夹紧气缸,34-动夹头,35-定夹头,36-配合部,37-挡杆,38-定位气缸,39-定位杆,40-连接杆,43-第二滑台,44-挡板,45-第三滑台,46-往复运动组件。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和
示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
24.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
26.在本实用新型的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
28.实施例
29.如图2所示,一种水晶外形加工机,包括滚筒组件,水晶夹具3,第一移动组件4和第二移动组件6;需要说明的是,滚筒组件和水晶夹具3相对移动对水晶夹具3夹持的水晶件13进行研磨;水晶夹具3设置在第一移动组件4上;滚筒组件设置在第二移动组件6上;第一移动组件4的运动轨迹和第二移动组件6的运动轨迹始终成α角,90
°
≤α<180
°
,利用两个成相对位置关系的第一移动组件4和第二移动组件6来完成了研磨辊和水晶件之间的位置关系的改变,由此来加工不同的成型面,比如同时加工侧面和底面;这里需要说明的是,第一移动组件4和第二移动组件6的运动形式不做任何限制,比如:沿直线运动或者沿曲线运动,做匀速运动或者做变速运动;这里对于曲线运动进行说明,曲线运动的话,那么可以为两者都是曲线运动,只要满足α角的设定即可,或者一个为直线运动,另一个为曲线运动,曲线的变化率在90
°
~180
°
之间变化即可,又或者一个不动,另一个绕不动点做曲线运动,同样的曲线的变化率在90
°
~180
°
之间变化即可;对于曲线运动的话,可以采用曲轨设置或者采用机械手来满足其移动,以上两种都为现有技术,直线运动的话,采用滑台或者伸缩杆来实现,在本实施例中,采用滑台进行说明。
30.如图2-4所示,滚筒组件包括用以研磨水晶件13的研磨辊1和用于驱动研磨辊1旋转的第一驱动组件2;滚筒组件包括用以研磨水晶件13的研磨辊1和第一驱动组件2,具体的,第一驱动组件2用以驱动研磨辊1旋转,可以为电机直连或者用皮带传动的方式,齿轮组传动的方式连接;值得强调的是,夹持水晶件13的水晶夹具3离研磨辊1的工作面的最近点为水晶件13的夹持处,避免由于设备之间的相互运动,导致的设备之间的运动空间较小,不利于加工的问题,也就是说,由于水晶件13主要为扁平件,所以水晶件13的成型主要在环周侧,由此为了保证本技术的技术方案能使水晶快速成型,区别于激光加工或者热加工的方式,就需要保证最有效的接触面积,同时保证受力强度,在此前提下,就必须保证水晶件13
和研磨辊1接触强度,同时为了便于加工中对铝排10的更换,需要较大的空间,另外的,由于水晶件13体积较小,水晶夹具3体积较大,要避免研磨辊1接触到水晶夹具3造成设备的损坏,所以较大的空间是十分有必要的。另外的需要说明的是,为了水晶件13的成型,在本实施例中,研磨辊1为可拆卸式安装,并且,包括表面为平面的研磨辊1和表面设有仿形凸起的研磨辊1,利用间隔设置的仿形凸起跟随研磨辊1的旋转,对单独设置在水晶夹具3上的水晶件13进行车削,达到我们需要的凹槽,最后形成五角星、桃心或者梅花等外形;表面为平面的研磨辊1可以采用电镀金刚砂的方式,对圆形或者椭圆不带凹槽的产品进行加工;另外的,在研磨辊1的表面粘上一圈抛光层,就可以用来抛光;对于不同的产品,需要的研磨辊1不同,一一对应设置即可。
31.如图5-8所示,水晶夹具3用以夹持水晶件13且水晶件13绕通过自身几何中心的轴线做旋转运动;比如:原始水晶件13为球冠的时候,那么自身的几何中心的旋转轴11就是过球冠的底且垂直与球冠的底的轴线;需要说明的是,这里水晶件13做旋转运动的目的在于,保证其能够绕旋转轴11做旋转从而能加工多个面,完成成型工作,水晶和水晶夹具3的连接放置可以采用行业内常用的粘贴或者给水晶件13设置凸出台后将凸出台固定夹持住,在本实施例中以粘贴的连接方式进行说明;此外,对于水晶夹具3的种类不做任何要求,只要满足上述使用要即可,比如,采用机械手来夹持水晶件13,或者采用行业内使用的铝排10,具体,如图8所示,如行业内专用的精密水钻夹具,例如:江苏伯楷奇机械科技有限公司的生产的行业内通用的精密水钻夹具,其工作原理为:铝排10内为蜗轮蜗杆结构,通过第二驱动电机31驱动铝排10转轴11带动每一根针头12转动,此时,水晶件13粘粘在针头12上,就会随着针头12一起旋转,从而实现了水晶件13做旋转运动的目的,进一步的,铝排10转轴11通过驱动电机31驱动旋转,以便于精准控制旋转角度,从而配合滚筒组件实现了水晶件13的成型,举例说明:当需要成型椭圆的外形的时候,只需要在椭圆长轴处旋转快些,在短轴处旋转慢些,再辅助给线性位移,即可实现椭圆外形的成型,其他水晶件13同理。
32.如图5-7所示,水晶夹具3设置在第一移动组件4上;在第一移动组件4的运动过程中,夹持水晶件13的水晶夹具3离研磨辊1的工作面的最近点为水晶件13的夹持处;一般的,实现上述功能的目的在于保证有效接触的同时能提供一个较大的空间便于更换水晶夹具3和避免设备之间的碰撞,提高加工效率;如:滚筒组件固定设置,水晶夹具3随着第一移动组件4从斜上方向斜下方运动,使水晶件13始终最接近研磨辊1,此时粘粘水晶件13的针头12应该竖直向下设置;当然此种为一种实施方案,还有的,可以针头12可以采用水平设置的方式,那么第一移动组件4带动水晶夹具3就可以从斜下方向斜上方运动,保证水晶件13为最接近的点。
33.进一步的,在本实施例中,第二移动组件6来帮助滚筒组件移动,便于重复加工和退刀处理,具体的,滚筒组件设置在第二移动组件6上,且在第二移动组件6的运动过程中,研磨辊1的工作面离夹持水晶件13的水晶夹具3的最近点为水晶件13的夹持处。
34.相配合的,第一移动组件4和第二移动组件6的运动配合运动方式不做任何限制,可以为第一移动组件4固定设置,第二移动组件6运动,或者两者都运动;在本实施例中,还设有机架5,第一移动组件4设置在机架5上,第二移动组件6设置在机架5上,第一移动组件4在机架5上做线性运动且其运动方向与水平面成60
°
角;第二移动组件6在机架5上做线性运动且其运动方向与水平面平行,相互成一定夹角的第一移动组件4和第二移动组件6能够保
证待加工的水晶件13和研磨辊1之间一直处于最接近点;当然为了实现运动的方式,在本实施例中,对于第一移动组件4和第二移动组件6可以都采用十字滑台的方式来运动,也可以采用机械手的方式来运动,只要满足水晶夹具3与研磨辊1之间最接近的点为水晶件13即可。
35.具体的,在本实施例中,如图5-6所示,第一移动组件4包括第一滑台41和底座42,底座42设置在第一滑台41上;第一滑台41滑动设置于机架5上;水晶夹具3包括铝排10、驱动电机31、固定架32、夹紧气缸33和动夹头34;固定架32固定设置在底座42上,固定架32上设有安装通孔,动夹头34的一端穿过安装通孔设置,固定架32的侧壁还设有定夹头35,夹紧气缸33设置在固定架32的表面,且夹紧气缸33的活动端连接动夹头34并带其运动,在夹紧气缸33的作用下,动夹头34和定夹头35夹紧铝排10,如图所示,在本实施例中,针头12竖直设置,那么动夹头34和定夹头35也是竖直设置,通过夹紧气缸33的收缩使动夹头34能竖直运动,利用斜槽夹紧铝排10,需要说明的是,铝排10夹紧的方式一般为斜面或者凹凸配合的方式,这种方式是现有的技术方案,就不详细说明了。
36.进一步的,为了便于快捷更换铝排10的时候,能快速对准铝排10的转轴11,从而提高加工效率,在本实施例中,还设有第二滑台43,第二滑台43的固定端设置底座42的上,第二滑台43的活动端连接驱动电机31且带动驱动电机31做线性运动,驱动电机31的一端设置配合部36,配合部36可拆卸转动连接铝排10转轴11的端部;通过第二滑台43带动驱动电机31运动,从而配合铝排10的转轴11,使其转动,如上,针头12竖直设置,那么第二滑台43就应该水平设置,从而在需要快速更换铝排10的时候,后撤驱动电机31,让出位置使铝排10能够快速更换。
37.进一步的,还设有定位组件,定位组件包括定位气缸38、定位杆39和连接杆40;定位气缸38固定端设置在固定架32远离驱动电机31的一端,定位气缸38的活动端铰接定位杆39的首端,连接杆40的首段铰接定位杆39的中端,连接杆40的末端铰接于固定架32;定位杆39的延伸出固定架32接触铝排10设置;还设有挡板44,挡板44固定设置于第二滑台43上,挡板44上还设有挡杆37,挡杆37的一端抵接铝排10且档杆配合定位杆39用以定位铝排10;这里定位组件和挡杆37的作用在于辅助铝排10快速定位,一般的如果采用若干个水晶异形外形加工机并排设置,实现流水化加工的话,那么铝排10就需要在多个水晶异形外形加工机之间流转,那么怎么快速定位铝排10就显得尤为必要,如果采用一台的话,那么就可以完全采用手工方式来定位,但是,流水化的作业中,采用上述动夹头34和定夹头35来夹紧铝排10的话,那么也只能满足上下位置的定位,对于左右而言并不能定位,所以在此,定位杆39和挡杆37的目的,就在于此,实现左右位置的定位,挡板44还有另一个目的:避免铝排10的转轴11和驱动电机31的配合部36有一个较大的水平冲击力,保证设备的使用寿命;具体的实施过程为:铝排10从上一个设备中流转过来,此时定位气缸38收紧,定位杆39让出位置,挡杆37随着第二滑台43运动到合适的位置进行预阻挡,然后随着机械手或者吊具将铝排10从上一个设置运输过来,将铝排10放置在定夹头35和动夹头34之间(采用斜面配合的方式夹紧),然后驱动定位气缸38,是定位杆39抵接铝排10,使其和挡杆37接触实现左右定位,同时夹紧气缸33工作,驱动动夹头34,配合定夹头35夹紧铝排10,进行加工,实现了快速更换铝排10的作用,为此,一个较大的设备与设备之间的间隔就显得尤为必要。
38.在本实施例中,如图1所示,第二移动组件6包括第三滑台45和往复运动组件46,往
复运动组件46通过第三滑台45固定在机架5上且随第三滑台45运动,滚筒组件设置在往复运动组件46上且随往复运动组件46运动,往复运动的运动方向平行于水晶件13的排列方向;往复运动组件46为滑台往复运动结构、曲柄摇杆往复运动结构、残缺齿轮往复运动结构、凸轮往复运动结构和曲柄滑块往复运动结构中的一种。
39.需要说明的是,在上述过程中,加工圆或者椭圆时,以水晶中心为坐标原点,采用极坐标的方式,利用研磨辊1的平面作为刀具,对水晶进行加工,此时x轴可以左右做来回往复运动,使研磨辊1上的金刚砂得到充分利用,避免出现研磨辊局部失效的可能;抛光加工圆,椭圆这类产品时,需要将带有已经粗加工好外形的水晶的铝排10放到装有抛光轮的设备上加工即可;加工五角星,桃心等产品时,需要带仿形凸起,如花纹的研磨辊,此时x轴不能左右往复运动,需要精确定位,利用各道凸起的中间平面部分加工水晶的外形,再精确定位仿形凸起的部分,加工出水晶的凹槽,当然也可以先用平面加工好外形,而仿形凸起只用于加工凹槽部分。
40.为了实现自动化产品,此设备需要配合行业的通用的机械手(用于多个设备之间搬运铝排10),将上下料机(将水晶黏在铝排10上,将成品从铝排10上取下),滚边机(加工水晶的外形),磨机(用于水晶表面的刻面)等设备组合在一起,实现将水晶的胚料从上料,整形,刻面,下料到成品的全自动加工的过程。
41.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1