应用垂直造型线的铸造电机壳模具的制作方法
1.本技术涉及电机壳生产设备的的技术领域,尤其是涉及应用垂直造型线的铸造电机壳模具。
背景技术:
2.电机在工作时会产生大量的热量,为了及时的对电机进行降温,在电机外壳上设有若干散热片。在生产电机外壳时,散热片一般是与电机外壳一体铸造成型。
3.相关技术中的电机外壳的铸造模具,通常包括可拆卸连接的底模、侧模、顶模和芯模,侧模呈圆筒形,芯模位于侧模内,侧模与芯模之间的间隙形为电机外壳的成型腔;底模和顶模位于侧模的两端将成型腔遮蔽。
4.但是上述电机外壳的铸造模具在脱模时,通常需要人工将侧模、顶模和芯模与底模拆分,才能将成型的电机外壳取出,操作过程较为繁琐,从而导致生产效率低。
技术实现要素:
5.为了提高电机壳的生产效率,本技术提供应用垂直造型线的铸造电机壳模具。
6.本技术提供的应用垂直造型线的铸造电机壳模具,采用如下的技术方案:
7.应用垂直造型线的铸造电机壳模具,包括两个造型模具,所述造型模具包括底板、设置于底板一侧的电机壳成型模具,所述电机壳成型模具包括两个半圆台体和位于两个半圆台体之间的半圆筒体;两个所述半圆台体为截面为半圆的柱体,两个半圆台体同轴设置;
8.两个所述半圆台体间隔设置,所述半圆筒体位于两个半圆台体之间,且半圆筒体与半圆台体同轴设置;
9.所述造型模具还包括设置于底板一侧的用于形成流道的流道成型模具,所述流道成型模具和电机壳成型模具位于底板的同一侧,所流道成型模具凸出底板的一侧,所述流道成型模具贴着底板表面延伸,所述流道成型模具一端连接其中一个半圆台体,另一端延伸至底板的端部。
10.通过采用上述技术方案,应用垂直造型线的铸造电机壳模具应用于垂直造型机上,使用时,将两个造型模具上的底板相贴,两个底板上的造型模具位于两侧,通过垂直造型机,使得沙粒位于两侧底板的两侧,且挤压成型后得到砂粒制得的砂模;
11.电机壳成型模具会在砂模上留下凹腔,将底板两侧的砂模分离,后,在凹腔内的对应位置处放入砂芯,将两个砂模合拢,使得砂芯与凹腔内壁之间形成浇铸腔,通过流道成型模具在砂模上形成浇铸流道,使得将熔融后的金属液体从浇铸流道注入浇铸腔内,待冷却后即可得到所需的电机壳;将砂模振碎后即刻取出电机壳;整个工序采用自动化流程,先用应用垂直造型线的铸造电机壳模具在垂直造型机上制得砂模,再通过浇铸工艺实现电机壳的生产,使得电机壳生产效率大幅度提高。
12.可选的,所述半圆筒体包括两个侧体和位于两个侧体之间的中心体,两个所述侧体位于半圆筒体中轴线的两侧,所述半圆筒体朝向底板的一侧设置有安装槽,所述安装槽
内设置有驱动件,所述驱动件驱动两个侧体相互靠近;
13.所述侧体包括侧主体和侧散热片体,所述中心体包括中心主体和中心散热片体;所述侧散热片体凸出侧主体的外壁,所述侧散热片体凸出的方向与底板朝向电机壳成型模具的侧壁平行;所述中心散热片体凸出中心主体的外壁,所述中心散热片体凸出的方向与朝向电机壳成型模具的底板的侧壁垂直。
14.通过采用上述技术方案,因为侧散热片体凸出的方向与底板朝向电机壳成型模具的侧壁平行,应用垂直造型线的铸造电机壳模具与砂模脱离之前,先通过驱动件驱动两个侧体相互靠近,使侧散热片体先脱离砂模,再将底板两侧的砂模,使得砂模内壁不易破坏,保证电机壳浇铸成型后散热片的整体性。
15.可选的,所述驱动件为双头气缸,所述双头气缸的两端一一对应固定一个侧体,所述双头气缸两端同时伸缩,所述双头气缸固定于底板上。
16.通过采用上述技术方案,通过采用双头气缸,使得一个驱动件即可驱动两个侧散热片体同时滑动,使侧散热片体控制方便。
17.可选的,至少一个所述造型模具上设置有两个定位台,两个所述定位台设置于两个半圆台体相互远离的端部,所述定位台位于半圆台体远离底板的侧壁上,两个所述定位台相互远离的端面与半圆台体的端面平齐。
18.通过采用上述技术方案,通过设置定位台,使得砂模内形成定位槽,砂芯放置在砂模内后,砂芯为圆柱状,砂芯的侧壁抵接定位槽的槽壁,使得砂芯位置放置精准。
19.可选的,所述底板同一侧设置有两个电机壳成型模具,所述流道成型模具一端连接两个不同电机壳成型模具上的其中一个半圆台体,另一端延伸至底板的端部。
20.通过采用上述技术方案,通过在底板同一侧设置有两个电机壳成型模具,使得一次浇铸可形成两个电机壳,提高电机壳的生产效率。
21.可选的,所述流道成型模具包括主段和两个支段,两个支端部固定,所述主段一端连接两个支段的连接处,另一端延伸至底板的端部;所述主段的长度方向与半圆筒体的轴线平行;两个支段远离主段的端部连接两个不同电机壳成型模具上的其中一个半圆台体;
22.两个所述支段背离主段的一侧设置有缓冲段。
23.通过采用上述技术方案,通过设置缓冲段,使得浇铸时,熔融的金属液体通过缓冲段缓冲后,均匀流向两个电机壳成型模具形成的浇铸腔内,使浇铸效果较好。
24.可选的,所述支段连接半圆台体的端部沿半圆台体的周向延伸。
25.通过采用上述技术方案,使得熔融的金属液体的浇筑较为均匀。
26.可选的,所述中心体外侧壁上设置有出线孔,所述出线孔的轴线与底板的板面垂直。
27.通过采用上述技术方案,通过在浇筑时就形成浇铸孔,无需后期钻孔,使得电机壳上出线孔形成方便。出线孔的轴线与底板的板面垂直设置,方便后续砂模和中心体脱离。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.采用本技术的应用垂直造型线的铸造电机壳模具配合垂直造型机制得砂模,通过浇铸生产电机壳,提高电机壳生产效率;
30.2.通过设置双头气缸驱动两个侧散热片体,使得砂模内壁不易破坏,使得电机壳上可浇铸形成散热片;
31.3.通过设置定位台,使砂芯放置在砂模内位置准确。
附图说明
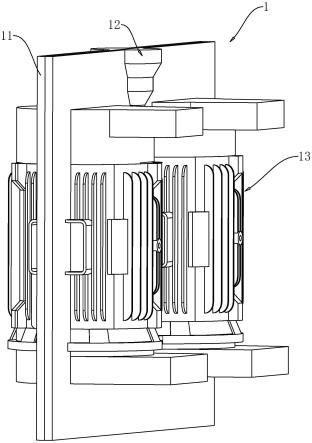
32.图1是本技术实施例的应用垂直造型线的铸造电机壳模具的整体示意图。
33.图2是安装槽的内部结构图。
34.附图标记说明:1、造型模具;11、底板;12、流道成型模具;121、主段;122、支段;13、电机壳成型模具;131、半圆台体;132、半圆筒体;1321、侧体;13211、侧散热片体;13212、侧主体;1322、中心体;13221、中心主体;13222、中心散热片体;133、安装槽;1331、驱动件;13311、双头气缸;2、出线孔;3、定位台;4、缓冲段。
具体实施方式
35.以下结合附图1-2对本技术作进一步详细说明。
36.本技术实施例公开应用垂直造型线的铸造电机壳模具。参照图1,应用垂直造型线的铸造电机壳模具包括两个造型模具1,两个造型模具1均包括一个底板11、一个流道成型模具12和两个电机壳成型模具13,同一底板11上的两个电机壳成型模具13和一个流道成型模具12均位于底板11同一侧。
37.参照图2,电机壳成型模具13包括两个半圆台体131和一个半圆筒体132。半圆台体131为截面为半圆形的柱体,且半圆台体131包括两个半圆面、一个直面和一个弧面,直面与底板11固定。半圆筒体132位于两个半圆台体131之间,半圆筒体132的轴线和两个半圆台体131的轴线重合。
38.参照图2,半圆筒体132包括两个侧体1321和位于两个侧体1321之间的中心体1322,中心体1322两端固定于半圆台体131上,两个侧体1321位于半圆筒体132中轴线的两侧。半圆筒体132朝向底板11的一侧设置有安装槽133,安装槽133内位置有用于驱动两个侧体1321相互靠近的驱动件1331,驱动件1331为双头气缸13311,双头气缸13311固定于底板11上,双头气缸13311的两个输出端同步伸缩,双头气缸13311的两个输出端一一对应固定一个侧体1321,双头气缸13311的滑动方向为与半圆台体131周线垂直的方向,且两个侧体1321紧贴底板11滑动。
39.参照图2,侧体1321包括侧主体13212和若干侧散热片体13211,侧散热片体13211相互平行,且侧散热片体13211固定于侧主体13212的外壁,侧散热片体13211的凸出方向与底板11的板面平行。
40.参照图2,中心体1322包括中心主体13221和若干中心散热片体13222,中心散热片体13222固定于中心主体13221的外侧壁,中心散热片体13222的凸出方向与底板11的板面垂直。
41.参照图2,中心体1322远离底板11的一侧上开设有出线孔2,出线孔2的轴线与底板11的板面垂直。
42.参照图2,其中一个底板11上的两个电机壳成型模具13的半圆台体131均上固定有定位台3,定位台3固定于半圆台体131远离底板11的一侧,两个定位台3固定于同一电机壳成型模具13上的两个半圆台体131相互远离的端部,且同一电机壳成型模具13上的两个定位台3相互远离的面与半圆台体131远离半圆筒体132的面平齐。
43.参照图2,流道成型模具12凸出底板11的侧壁,流道成型模具12包括主段121和两个支段122,主段121和支段122均沿底板11的表面延伸。两个支段122端部固定,两个支段122的连接处还与主段121的端部固定,主段121的长度方向与半圆台体131的轴线方向平行,支段122的长度方向与半圆台体131的轴线方向垂直。
44.参照图2,主段121远离支段122的端部延伸至底板11的端部,支段122远离主段121的端部延伸至远离主段121的半圆台体131处,且支段122远离主段121的端部沿半圆台体131的周向外壁延伸。支段122一一对应两个不同电机壳成型模具13的半圆台体131。
45.参照图2,支段122背离主段121的一侧固定有缓冲段4,缓冲段4正对主段121。
46.本技术实施例应用垂直造型线的铸造电机壳模具的实施原理为:将两个造型模具1的底板11未设置电机壳成型模具13的一侧紧贴固定后,通过垂直造型机制备得到砂模。在将两个造型模具1取出砂模时,双头气缸13311驱使两个侧体1321相互靠近,使得侧散热片体13211脱离砂模上的凹槽,再量两个砂模分离。应用垂直造型线的铸造电机壳模具取出后,在砂模内放置砂芯,砂芯位置通过定位台3在砂模内形成的定位槽进行定位;
47.然后将两个砂模重新合上,此时砂芯和砂模内壁之间的空间为浇铸前腔,通过主段121和支段122,使得砂模上形成浇铸用的入口,熔融后的金属液体从入口处浇入并流入浇筑腔内,待冷却后将砂模振碎,得到电机壳。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1